
Document 106315
COMPILERS NOTES The following is a faithful digitalization of volume I of F.Y. Golding’s BOOTS AND SHOES. I have taken the liberty of using this original blank page to comment on the material within. Insofar as I was able, I have endeavoured to preserve the appearance, formatting, kerning, spacing, etc,. of the original work. Sometimes, however, this was simply not possible. The typefaces used in the original text are not precisely duplicated in any of the font sets to which I have access. Then too, the spacing between chapter, paragraph, and graphic elements is often inconsistent within the original text. Sometimes a chapter heading will be set an inch and a quarter below the edge of the page, sometime an inch and a half. Sometimes, using a given set of paragraph styles, a page would format almost to the exact word at the bottom margin...and then the next page would run over or come up substantially short. Nevertheless, I have preserved page numbers and the contents of those pages to fairly close extent. Additionally, there are some illustrations that I have “re-drawn,” so to speak. This process involved “tracing” the original (as faithfully as is humanly possible) in order to clarify a drawing, or areas of a drawing which, because of “shading” or other “textures,” would not have displayed or printed well. I had some initial qualms about this but, in the end, felt that the result was no different than substituting a contemporary typeface for one that was no longer available. Presenting the information in a clear forme is the whole point, after all. Beyond that, nothing has been added or subtracted from the text as it is contained in the original volumes in my possession. It is my fervent hope that this work will help to preserve the Trade and make this invaluable resource more accessible to those students seeking to learn from the past masters. DWFII – 28 June 2007 BOOTS AND SHOES THEIR MAKING MANUFACTURING AND SELLING VOLUME I PATTERN CUTTING AND MAKING GORDEN R. GLANVILLE, A.B.S.I. THE MAKING OF LASTS BERESFORD WORSWICK, D.I.C., A.R.C.Sc., BOOTS AND SHOES THEIRMAKING MANUFACTUREANDSELLING A WORK IN EIGHT VOLUMES DEALING WITH PATTERN CUTTING AND MAKING. UPPER LEATHERS AND CLICKING, CLOSING THE UPPER, MATERIALS FOR BOTTOMING, CUTTING AND PREPARATION, LASTING AND MAKING, ATTACHING, FINISHING, SHOE ROOM WORK, FACTORY ORGANIZATION, ANATOMY, MEASURING AND OBTAINING DATA FROM THE FOOT, THE MAKING OF LASTS, THE FITTING UP OF LASTS, BESPOKE BOOKMAKING, HANDSEWN BOOTMAKING, RETAILING AND SALESMANSHIP EDITED BY F. Y. GOLDING. F.B.S.I. FOR OVER THIRTY-EIGHT YEARS PRINCIPAL OF THE CORDWAINERS’ TECHNICAL COLLEGE, LONDON VOLUME I THE 12 & NEW 14 ERA NEWTON PUBLISHING STREET, HOLBORN, CO., LONDON, LT D . W.C.2 PRINTED IN GREAT BRITAIN AT THE PITMAN PRESS, BATH EDITOR’S PREFACE I AT first hesitated when I was approached by the publishers to undertake the responsibility of editing a larger and more comprehensive work of reference on Boots and Shoes than had been attempted before. But learning that a serious attempt was to be made to produce something far in advance of previous publications, and that the work was to be published in weekly parts as well as in volumes, I consented to undertake the task. All aspirants in the industry will now be able to possess a very useful work of reference and study that should stimulate them to a more complete knowledge of the various sections or branches in which they are engaged. To have the views, experiences, and opinions of others, and thus be able to bring a wider knowledge to bear upon the task immediately to hand, must make for progress. From the foot, through the retailer, back through all the stages of making or manufacture, is a chain of great magnitude, and the value of the whole depends upon each link. It is hoped that information may be gleaned from this publication that will materially help in this direction. My colleagues who are responsible for the different sections of this enterprise have entered upon their task in the spirit that was required, with the result that an amazing mass of information and experience has been condensed into the space allotted them. Their writings will be found to be both interesting and free from verbosity. The illustrations have been carefully chosen to clarify the text. It has been found necessary slightly to deviate from v vi EDITOR’S PREFACE the strict order of manufacturing routine in presenting the sections, so as to allow space for some of the major sections, and to keep the volumes of similar size. PATTERN CUTTING AND MAKING deals with a complete system of construction based upon proportions, and thus will be the foundation for any developments that may arise from further research. New methods of forme construction will be of special interest to those developing modern mechanization. THE MAKING OF LASTS is written by a very able writer, and is the result of serious study, and covers a wide range. It is well illustrated by drawings made by the author. UPPER LEATHERS AND CLICKING deals with the production of leathers used for shoe uppers, and describes and illustrates the principle and practice of leather cutting. Departmental management and costing are included in dealing with the subject of clicking. CLOSING THE UPPER will be a guide to those seeking broad information on this very important branch of the trade, and the illustrations have in many instances been especially drawn for the occasion. The author of the section dealing with MATERIALS FOR BOTTOMING : THEIR CUTTING AND PREPARATION, has succeeded in condensing up-to-date matter and illustrations that will be of suggestive value to those seeking clear information on modern practice. FINISHING has been dealt with, both for the hand and machine processes. LASTING AND MAKING is a full treatise of thoughtful and useful information, and will greatly interest and arouse discussion among those who follow this art. It is well illustrated, many of the drawings being the work of the author, who has a considerable reputation for fine work. THE FITTING UP OF LASTS has been dealt with on EDITOR’S PREFACE vii a systematic basis, the result of a very long experience in the West End of London and of pioneer teaching of the art. ATTACHING is a section full of instruction, especially to operators on the machine used in this modern department, and deals with a large variety of attachments. SHOE ROOM WORK is without doubt the best written work that has appeared upon this department of the modern factory. BESPOKE BOOTMAKING is written by a man who has successfully built up a reputation for efficiency in this still important division of the industry, while HANDSEWN MAKING is from the pen of an author who was the first to train disabled men of the Forces, many of whom took seats of work in the West End of London bespoke trade. ANATOMY OF THE FOOT is dealt with by a writer who was trained in the technology of boot and shoe manufacture, and subsequently was awarded the Gold Medal for a chiropody course. RETAILING AND SALESMANSHIP is well worth the study of all engaged in this division of the trade, and will also be of great service to those whose experience is confined to the manufacturing side of the industry. FACTORY ORGANIZATION is a carefully-prepared and well-written section, and all in executive management, or who aspire thereto, cannot but be stimulated with the contents of the author’s treatment of the subject. In the last section I hope to suggest many new ideas regarding the old practices of “taking the measures of the foot,” and show how more reliable data can be secured. In conclusion, while there is a continuity between the seventeen sections, the various authors depict their own specialized viewpoints, which will be valuable to viii EDITOR’S PREFACE the reader who desires to have all views of the Boot and Shoe Industry. I wish here to place on record my thanks to the contributors, publishers and their staff, and all those who have so readily helped to make this publication possible, and of the standard near to the aim of the producers. In these thanks I include those who have loaned blocks or photographs, or placed information at the disposal of the authors and editor. F.Y. GOLDING CONTENTS PAGE EDITOR’S PREFACE · · · · · · · · · · V SECTION I PATTERN CUTTING AND MAKING CHAP. . . I . C U T T I N G F O R M E S B Y VA R I O U S M E T H O D S P R E FA C E . . . . . . I I . T H E C O N S T R U C T I O N O F S TA N D A R D S I I I . C U T T I N G C O M P O N E N T PA RT S . 5 . . 12 . . 27 I V. S TA N D A R D C O N S T R U C T I O N F O R M E N ’ S S H O E S V. S L I P P E R PAT T E R N S 3 32 . . . . . 39 V I . W O M E N ’ S S TA N D A R D S . . . . 42 V I I . W O M E N ’ S S H O E S TA N D A R D S . . . 46 VIII. OTHER WOMEN’S SHOE DESIGNS . . . 51 I X . C H I L D R E N ’ S ( 7 ’ S T O 1 ’ S ) A N D I N FA N T S ’ S TA N D A R D S . . . . . X . “ R I G H T S a n d L E F T S ” PAT T E R N S . . . . 62 67 XI. OTHER DESIGNS. . 70 . . . . X I I . A LT E R AT I O N S M A D E F O R D I F F E R E N T M AT E RIALS, CLOSING OR LASTING PROCESSES . 77 X I I I . C U T T I N G T H E PA RT S . . . . . 82 X I V. L I N I N G PAT T E R N S . . . . . 87 X V. PAT T E R N A L L O WA N C E S F O R M A K I N G A N D CLOSING . . . . . . 94 XVI. FINDING THE POSITIONS FOR THE INSIDE J O I N T S , F O R S TA N D A R D C O N S T R U C T I O N , BY A GEOMETRICAL METHOD . . . XVII. DESIGNING . . . C H A P. . . . 98 103 PA G E ix x CONTENTS X V I I I . L O N G W O R K S TA N D A R D S · · · · 107 X I X . B O T T O M S T O C K PAT T E R N S . . . . 122 . . . X X . G R A D I N G PAT T E R N S I N T O S E T S XXI. GRADING CHILDREN’S ( 7 ’ S T O 1 ’ S ) S TA N D A R D S 139 154 X X I I . G R A D I N G S E T S O F I N N E R S O L E S A N D O U TSOLES FROM ONE STENCIL . . . 157 X X I I I . T H E C O M PA R AT I V E S Y S T E M O F G R A D I N G . 164 X X I V. G R A D I N G M A C H I N E S . . 167 . 174 . . . X X V. M A K I N G B O A R D , Z I N C , O R M E TA L - B O U N D W O R K I N G PAT T E R N S . . . SECTION II THE MAKING OF LASTS P R E FA C E . . . . . . . 183 1. WOODS USED . . . . . . 185 II. STRUCTURE OF WOOD . . . . 192 I I I . T O O L S U S E D I N H A N D L A S T- M A K I N G . . 198 I V. M A K I N G L A S T M O D E L S B Y H A N D . . . 209 . . 214 V I . A L L O WA N C E S A N D D E D U C T I O N S F O R L A S T S 223 V. M E A S U R E M E N T S F O R A L A S T VII. KNIFING THE LAST . . . . . . V I I I . S P R I N G, P I T C H , T W I S T, A N D R A N G E I N L A S T S I X . L A S T M A N U FA C T U R I N G . 246 X . C O - O R D I N AT E D L A S T S A N D PAT T E R N S . . 257 . . 241 . XI. TYPES OF LASTS . 232 . . . . 270 . . . . 285 XIII. CROSS-SECTIONS OF LASTS . . . 300 . . . 305 XII. LAST MEASUREMENTS INDEX . . . . SECTION I PA T TER N C U TT IN G A N D MAKI N G BY GORDON R. GLANVILLE, A.B.S.I. Two years Assistant Master, Leather Trades School Twenty-eight years teacher at the Cordwainers’Technical College Twenty years manager of the Upper Departments for Messrs. A. & I. Weber, London PREFACE THOSE who practise the art of pattern cutting should possess judgment and skill as well as a general knowledge of the shoemaking craft. A goodly number of scientific principles, carried out with artistic ability, are essential to modern conditions. For convenience of treatment we shall deal with the cutting of formes, the standards, and the component parts of several general designs. Bottom stock patterns, followed by methods of grading into complete sets of patterns, will also be treated. The section will be applied to men’s, women’s, children’s, and infants’ work, and include long work. In dealing with this subject, I must at this stage acknowledge my indebtedness to Mr. F. Y. Golding for much of the original matter which enabled me to work out and practise the methods I shall describe. Acknowledgments are also gratefully tendered to the undermentioned for the loan of blocks— Messrs. Livingston & Doughty, Ltd. The British United Shoe Machinery Co., Ltd. GORDON R. GLANVILLE. 3 SECTION I PATTERN CUTTING AND MAKING CHAPTER I CUTTING FORMES BY VARIOUS METHODS IT is important that the correct type of last be selected for the work for which the forme is required, as it is of little use cutting well-designed patterns if the last is not suitable. For a description of lasts for different classes of work see Section II. The word forme is derived from the French word for last, but the term is used in pattern cutting to signify the shape that is produced to represent the area of one side of a last. There are therefore two formes for a last, one for the inside, and one for the outside. From the formes we can produce the standards, instead of cutting direct to the last, when only measurements of the last can be used. When cutting formes, it will be observed that a mathematical fit is almost impossible to obtain, owing to the flat material used and the difficulty of making flat surfaces conform to all the contours of the last in the same plane. In the early days of factory production, it was usual to select two pieces of actual leather—often bazil—and cut them as near as possible to the required shape. They were then closed at the front and back, and after wetting to mellow them, were subsequently lasted over the last. When dry the leather was cut off close to the 5 6 BOOTS AND SHOES feather edge of the last, and the shape obtained took the place of the modern forme. Although this may at the first appearance look a good method, it was difficult to flatten the moulded leather to produce a flat pattern. Further, such a shape would have the stretch removed, and it could not therefore be used to cut leather satisfactorily, owing to the stretch remaining in the uncut skin. This method, however, had one feature of merit, i.e. it used material of a substance FIG. 1. METHOD 1 thicker than paper. METHOD No. 1 Soule’s system of forme cutting has been described by Mr. F. Golding* as the simplest and most mechanical method of cutting a forme, and for beginners is to be recommended. This method is illustrated in Fig. 1. The last is taken, and by the aid of a flexible rule, or even a strip of cardboard, a line is marked down the front and back of the last. Two pieces of paper are trenched out, leaving about 12 in. to 34 in. beyond that required to cover over the central lines. The pieces of paper are slotted or mitred as shown, and then fixed by drawing pins or tacks to the last. * The Manufacture of Boots and Shoes, p. 120 CUTTING FORMES BY VARIOUS METHODS 7 The serrated portions are laid over the lines, including the feather, piece by piece, and cut off close to where the paper overlaps. This operation is repeated, for the other side of the last, and two formes are obtained. If the two formes are laid one over the other, an average forme can be produced. METHOD No. 2 “The marking and measuring system,” described by Mr, Golding, “requires the knowledge of the curves and K V t T A I t1 J FIG. 2. METHOD 2 proportions obtained, by practice of the previous methods. The principle of the system is that the points of measurement on the last and pattern are identical, and are all measured from a fixed point.” Such a point may be, say, A in Fig. 2. Again quoting, “The greater the number of points used, other things being equal, the better.” The positions selected may be, say, toes, joints, instep, at the top and bottom of the last (see Fig. 2, t, V, K, on the top portion, and t1, J, I at the bottom, as indicated). After these position points are decided, and marked on the last with a pencil (or a tingle is inserted to indicate them), the last is taken (left foot one for preference) and laid upon a suitable sheet of paper. All the 8 BOOTS AND SHOES points marked on the last are reproduced on the paper in the same relation thereto. From A are measured the distances to K, V, and t, and I, J, and t1, and the cross-measurements are made to interlock each in turn as shown in the illustration. The measurements can be taken from point to point round the last, and half the amount applied for the forme, as shown in Fig. 2. The length of the forme can be checked by measuring from the feather edge at the toe, up the puff, to the back, and return again, and the half used as the length of the forme at T. If the measuring is done by a non-stretchy cord on the last from point to point, it will be easy to obtain similar positions on the paper. METHOD NO. 3 This method, if carefully performed, produces a forme that enables a standard to be cut, that will provide uppers which can be lasted with ease. If the substance of the strips used is equal to that of the outside of the upper to be produced, then there will be no need to add amounts haphazard on the instep and seat to give the extras required for “seats-up” methods of machine lasting. From Fig. 3 it will be seen that the principle underlying this method is that : (a) the substance used in measuring is the same as the upper, and (b) all measurements are taken in as flat a position as possible on the last. Take a piece of leather of the same substance as that to be used for the upper, and rub in on the flesh side an adhesive (such as Seccotine) and then lay this piece of leather over a strip of the material of the substance of the to-be-lining. Rub well in contact, and when dry, cut off strips 41 in., or thereabouts, wide. After the last to be used is “centralized,” tack one end of the reinforced strip to the centre of the back of the last at the counter-point, and lay it tautly over the puff of CUTTING FORMES BY VARIOUS METHODS 9 the last, to the feather edge, and fasten it thereto. This strip should be taken as straightly as the last allows and with a slight tautness. While in this position, put across the affixed strip, at right angles to its top edge, cross-way strips (skiving them where they pass over the heel-to-toe, first attached strip). Each FIG. 3. METHOD 3 cross-way strip must be kept square with the heel-to-toe strip. A little suitable adhesive, where they cross over each other, will ensure that the strips as they are attached remain “put.” Pull each strip over the centre-line and feather edge in turn, and cut off. When removed from the last the forme thus produced will give a really good fitting one that will determine the allowance for the substance of the upper. METHOD NO. 4 A similar result to that described in Method No. 3 can be obtained by cutting a cover (in the material to bp used for the lining of the upper) from a correctly produced forme, such as by No. 2 method, and after 10 BOOTS AND SHOES closing it, lasting it up over the last. This will represent the lining of the boot or shoe. Over the lasted-lining fit a toe-puff and stiffener that have been suitably skived and moulded. If interlining and side-linings are to come between the lining and outsides, then place them in their position on the lasted-lining. Now take a piece of leather of the same substance as the outside will be, and use this leather to produce a forme over the stiffener, toe-puff, etc. This latter forme will give the outside pattern with all allowances in their proper places. For “seats-up” and pull-over machines the results obtained are a joy to the lasting operator. If the last model used is iron plated, a feathered insole can be put to the last before lasting the lining, and so the exact amount required according to the substance of the innersole be provided for. By using a “substance-tape,” consisting of a measure tape to the back of which are attached strips of materials equal to the substance of the upper, and measuring the last as in Method No. 2 (see Fig. 2)—keeping the tack-on tape outside when measuring—a similar result can be obtained as in the latter method just described. METHOD NO. 5 The following method, recommended by the author, is practised at the Cordwainers’ College. A last is taken and “central” lines are marked on the front and back. The insole shape is indicated, unless the last has an iron bottom plate. Two pieces of paper are trenched out with a suitable margin over the approximate forme of the last. The paper is fixed to the last with pins or tacks in such a manner as to make the paper take as flat a plane as possible. To prevent the tacks pulling out, paper or leather washers are used. In Fig. 4 a line is placed on the CUTTING FORMES BY VARIOUS METHODS 11 paper from heel-to-toe TC, which will be a guide when testing the paper to the last, so that it takes up a flat plane without twist. After the paper has been thus fixed to the last, and not before, a few slits are made in the paper, as shown in Fig. 4. Only the smallest number of slits should be made, and then C T FIG. 4. METHOD 5 only cut far enough in from the edge to allow the paper to bend to the last. After the paper has been folded to the “central” line and feather edge it is removed, and the designation of the last, size, and if inside or outside forme, etc., is marked thereon and cut out. If tracing cloth can be used instead of cartridge paper, the obtaining of the required shape is facilitated and any position points used on the last can be reproduced. CHAPTER II THE CONSTRUCTION OF STANDARDS A STANDARD is a pattern representing the design of a boot, shoe, or slipper, which fits or suits the last on the upper portion, together with an allowance for the attachment of the upper to the bottoms. From the standard, the component parts are cut, such as vamps, quarters, etc., and afterwards marked on the standard with underlays and all essentials, so that they can be stored for future reference. Standards are sometimes called “models.” They were originally cut direct to the last, but now are usually cut from formes. There are various systems of standard construction in vogue, good. bad, and indifferent. Some systems are based on too many arbitrary measures, that leave much to the individual to reproduce, and often necessitate calculations for other sizes than, say, size 7’s men’s, or size 4’s women’s. The desirable system should be based upon average proportions, and thus eliminate as much as possible arbitrary measures. If the proportions used coincide with those existing in the foot and leg, so much the better, because of the alterations made in the last to suit the foot. By working to foot proportions any deviation in the last can be checked up; and errors circumvented. Let us examine Fig. 5, which depicts a leg and foot. JV represents the joint-line, KI the instep-line, KP the long heel-line, HP the heel-line, AA1 the ankle line, and QQ1 the calf-line: we note how the heel-line makes an angle to the base or ground-line. The angle made determines the “type of foot”—whether “flat,” 12 THE CONSTRUCTION OF STANDARDS 13 “medium,” or “arched.” The angles vary from 34° to 46°. In the pattern, the heel angle is not exactly the same as that corresponding with the foot. This is due to the fact that lasts are made with certain alterations, such as the thinning of the sides ; providing for the pitch; and so on (see “The Making of Q Q CALF LINE 1 ANKLE LINE A A 1 H K T IN JO E LIN TEP INS V HE EL LO NG HE EL LI NE LI NE NE LI I P J FIG. 5. LEG AND FOOT Lasts,” Section II). As a general rule the angle of the heel-line is 2° greater than in the corresponding foot. The same foot gives different heel angles, according to the elevation of the seat above a horizontal line, and, hence, when heel measures are taken from the foot, the seat should be raised to a height corresponding to its position in the boot or shoe, i.e. the pitch of the last should be recognized and used (see Section XVI). 14 BOOTS AND SHOES Note also in Fig. 5 the position of the inside joint or ball. This, in our pattern construction system, is put at five-sevenths of the length of the foot. We make the line VJ at an angle of 65° to the base-line. Often when constructing standards for stock patterns, the heel measure of the foot suitable is not available, so there has been devised a method of obtaining the heel measure of the pattern from the last instead of from the foot. The same remarks apply to the heel and ankle measurements. In our system we obtain the essential measurement positions in relation to the foot, so that if errors are existent in the last or forme, they can be apprised and avoided. Much more could be said on this aspect of the subject, but the reader will be able to see for himself how this is dealt with in the succeeding pages. As the major construction lines used are based on the foot, it will readily be seen that the system can be applied to bespoke work. MEN’S BOOT STANDARD CONSTRUCTION Men’s boot standards have different characteristics as compared with women’s, due to their relatively lower height, and the inclination of the front line. The curvature is also bolder and masculine. In Fig. 6 the horizontal base-line is made as BL, and at right angles is the line LU. From L is marked the pitch of the last, LP. The pitch-line is drawn from P towards the base-line. To obtain this point of contact, the length of the foot is taken (assuming for a standard length of last that the foot of size 7’s men’s* is 1 in. shorter than the last). Five-sevenths of the foot’s length, plus one-ninth of the distance PL, is marked from P, and J is obtained. At J the joint-line, a line * For other sizes see p. 99 and Fig. 61. THE CONSTRUCTION OF STANDARDS 15 at 65° to BL, is made, giving JV. The toe-line T is usually made at 55° to the base-line, and is situated from J the remainder of the last length after the pitch-line has been deducted. If the heel measure angle of the foot be not provided, and stock-patterns are being cut, then the pitch-line U G Y G1 A 5 X A 1 O H 1 H K M C V S P I J B T 1 T L FIG. 6. MEN’S STANDARDS PJ is divided into three equal parts, and at the division nearest J, a line is made parallel to VJ. This is the pattern instep-line, IK. Take the inside forme, and lay the seat to the pitch point P, and, keeping it in this position, lower it until the swell of the joint portion of the forme touches tangentially the base-line. Trace on the standard the outline of this forme. Next take the outside forme and again place the seat to point P, but this time ignore the base-line, and make the toe of the forme coincide with the toe of the inside forme, thus putting below the base-line the excess of the outside forme at J. Trace round the second forme. When thus treated the difference between the two formes is apparent, and can be dealt with intelligently. Where the two formes cross 16 BOOTS AND SHOES the instep-line, near K is used to determine the position to find the long heel-line, KP. As the long heel-line in a pattern varies according to the substance of the upper and its stretchiness, the method of lasting employed, “hoisted” or “seats-up,” boots or shoes, so we are able to select either the outside, mean, or smaller forme for point K. This variation will be dealt with as we proceed in this section, but for the present pattern we select midway between the two formes at K, and make KP the long heel-line. The heel-line, under the conditions previously stated, can be ascertained by making a line 10° to the long heel-line, i.e. H 1 P is 10° more than KP. To obtain the measurement of the pattern heel-line, a distance according to the size of boot (see page 99, Fig. 61) is deducted from H 1 (in this case size 7’s equals 38 in), giving H, and HP becomes the pattern heel-line. The centre of this line is taken and M is obtained. Through M, and at right angles to the base-line, a perpendicular is made, in height corresponding to half the heel measure, as MP or MH. At X thus obtained the ankle-line is provided, at 95° to the left of the perpendicular line MX. The ankle measure is applied, one moiety to A and the other to A 1 . If the ankle measure is for stock patterns, it can be taken as one-third of the heel measure HP, applied each side of X. From A, the front of the ankle-line, a perpendicular is made to the base-line, and G is obtained. At right angles to AA 1 (the ankle-line) a line is made, and where it cuts the top line at Y the centre of the leg-line is obtained. The height of the boot required at the back (in this case 5 41 ") is measured from P in the direction of U, and at this position a line is made parallel to the ankle-line AA 1 , or at 95° to UP. The distance GY is measured from Y, and G 1 is found. Connect G 1 to A l and continue it below Al the distance THE CONSTRUCTION OF STANDARDS 17 equal to the lasting-over allowance to be used for the pattern; this provides point 0. Connect 0 to P, and indicate C midway. Add to the front G (in this case 38 in.) what is required to make the front higher than the back, which varies according to taste or fashion or shop custom. The inclination backwards required for men’s (here 91 in.) is marked from G, and the front of the pattern drawn. From above A sketch in (or cut if experienced) to H, and thence on to the instep. Average the two formes (where they cross a line parallel to the pitch-line through C) down to the pitch-point P. The curve thus obtained of the mean of the formes between C and P reversed, will usually provide the curve for C to 0. Add making allowances to the formes at the bottom, and the standard can be cut out on the larger of the two bottom measurements, retaining the smaller ones inside, and so provide for cutting “rights and lefts ” when required. If the formes when marked on the standard, constructed as directed, protrude beyond the toe-line, it is a sure indication that some unusual proportion exists, such as extended toe lasts. The amount of the toe extension in the last can be measured with a size-stick and placed beyond T, and a line through this extended point can be drawn parallel to T as T 1 to check the forme length. Any other irregularity can be traced and provided for. The toe-spring of the pattern S is determined according to circumstances, and is dealt with hereafter, but for many cases it can be made equal to half the joint-line plus 31 in., or determined from the formes, as shown in Fig. 6. V is the vamp-height regulator, from which position, or above, or below, is made the selected termination of the vamp. The standard designed as here described is a normal standard, and would be suitable for hand-lasted, 18 BOOTS AND SHOES machine-sewn work. If the standard is required for machine-lasted work “seats-up,” then the long-heel measure can be made to the outside forme at K, and the after description followed from this long-heel measure. For hand-sewn methods the long-heel can often be taken from the smaller forme at K. See also Chapter XII, “Alterations, etc.” Stiffener allowances will be required outside the mean-forme curve from C to P, the amount depending upon the substance of the stiffener, length, and the “give” of the upper leathers, and also upon whether the “seats-up” or “hoisted” methods of lasting are used. H can also be obtained from KP by making a line at 70°. This is shown in Fig. 6 by a broken line from H. M EN’ S D ERBY B OOTS Before cutting standards for this design, it is necessary to be sure that the last used is suitable for making Derbies. The hollow below the instep of the last must be easy, and full enough to overcome the tendency for the vamp edge to bind on the last and foot. The correct toe-spring of the standard is also important, as too much spring will cause the upper to “tie” at the vamp edge, while too little will cause a fullness at this juncture, and therefore offer a temptation to the laster to pull it across excessively. The standard is constructed as described for men’s Balmorals, except that V 1 is taken at 38 in. above V. From V 1 make a line parallel to the joint-line, and indicate V 2 at a distance of five-twelfths of V 1 to V 3 . To indicate V 3 a point between the two formes is selected, as shown in Fig. 7. The length of the wing of the vamp or quarter W, is obtained by making it 38 in. beyond I. The curve can be obtained by making a line from V 2 parallel to the pitch-line, and from W THE CONSTRUCTION OF STANDARDS 19 to the instep-line as shown in the illustration. To obtain the tab portion of the vamp, 34 in. can be indicated above V 1 and the curve designed as shown. The underlay of the vamp under the quarter is shown in Fig. 7 by the broken line. Owing to the tendency of the free end of this tab and vamp to pull forward 2 G H H2 V 2 V P W I J V3 F IG. 7. M EN’ S D ERBY when lasted, it is usual to allow for this either in selecting V 1 and the tab length, or in reducing the length of the standard at the toe end, as shown. Any fullness between the crease-line and standard below V 1 is compensated for by reduction on the standard at the joint, so that the uppers will be lasted down to the “wood.” The length or depth of the cap is usually longer in a Derby than two-thirds of the vamp, for the same reason given for reducing the standard length. THE HALF-BELLOWS WATERTIGHT TONGUE Obviously for watertight purposes, the tongue should be cut whole, and blocked to the correct shape. When 20 BOOTS AND SHOES soft leathers are used for tongues, they can be cut whole and not blocked. Take the standard shown by Fig. 7, and design the tongue, making H 2 equal to two-sevenths of the heel measure from H. From H 2 make a line as shown to the position between the tab and underlay allowance. From H 2 to the top G sketch in the shape of the top of the tongue required. Cut out the shaded portion shown on the standard to FIG. 8. TONGUE facilitate the production of the tongue. Fold a suitable piece of paper, and, keeping the folded edge downwards, lay it in contact with the lower line from H 2 and reproduce the salient features from the standard, leaving a closing seam on the front of the quarter. This is shown in Fig. 8. Cut this out as marked, and open out the folded paper. In Fig. 9 the second stage is shown, H the standard having been laid from H, and the curve of the front to vamp tab FOLDED EDGE indicated. The underlay is H put on below the tab, as shown, and the closing seam from the top to H removed, continuing to the FIG. 9. SECOND STAGE tab edge as shown. The incision made at the left-hand side is to allow the tongue to pass under the vamp when closing. Fig. 9 shows the guide or rounding pattern complete. H FOLDED EDGE H2 3/ 16 2 To produce the casting pattern, take the opened THE CONSTRUCTION OF STANDARDS 21 tongue shown in Fig. 9, and lay it over a piece of folded paper, so that the instep portion, from H to the tab end, coincides with the folded edge, and mark as shown in Fig. 10. Reverse the rounding pattern so that H meets H 2 , and opposite the top end put the rounding H pattern again reversed, and the outline shown gives the H casting pattern. If the tongue cut from this pattern is for machine blocking a little fullness FIG. 10. TONGUE CASTOR can be left at H 2 to prevent the machine tearing the tongue, but if the tongue is to be hand-blocked it would be advisable to leave on all round, say, 81 in. to allow for tacking on the block. 2 When cutting, a facing is placed on the quarter to join the tongue, and continued to the top of the quarter. If the tongue is to be cut from soft thin leather, and not to be blocked, more curvature can be made at H 2 . Another form of tongue can be provided by using the half-section of Fig. 9, without seam, and after cutting out in leather, a strip 38 in. wide can connect the two sections down the front. C UTTING THE Q UARTER , OR S INGLE L EG P ATTERN For heavy or stout work that is unlined, the bottom portion of the quarter is reinforced with a counter, or pocket for the stiffener. To produce such a counter, the proportions would be governed by the depth of the stiffener to be inserted—which for average purposes could be taken as equal to one-fifth of the standard length of last, marked 22 BOOTS AND SHOES upwards from point P (Fig. 7). The counter may be joined at the side, say, at a distance of one-third of the bottom edge of the quarter, and is shown in the diagram. The back curve of the counter to the top of the quarter is also shown. The broken line at the back curve shows how the back of the counter could be cut whole, and how the allowance is made for the substance of the stiffener. Side linings are also cut, and if capped work is being catered for, the side lining should extend to, and come under, the toe-cap. When the lining is cut to clothe the inside of the quarter, an outside stitched counter is often provided, and the marker for this is also shown in Fig. 7. The outside facing marker could be cut 169 in. wide, and when it turns at the curve of the quarter it could be extended gradually to the width desired. MEN’S LATCHET BALMORAL This design is also known as the open tab Balmoral, and to produce such a standard the instructions given V1 C V 2 P I J j FIG. 11. MEN’S OPEN TAB BALMORAL THE CONSTRUCTION OF STANDARDS 23 when describing the cutting of the Derby can be followed, making V 2 five-twelfths of V 1 j . Connect V 2 to C as shown.* Below the line V2, indicate an amount to allow for two or three rows of stitching as required. The remainder of the pattern can be made as shown in Fig. 11. If it is required to make a three-quarter golosh, the position of the seam on the inside can be found by using half the distance between J and P, or in some cases the instep line could be used. M EN ’ S B UTTONED B OOT S TANDARD Often men’s button boots are produced direct to a Balmoral standard by simply leaving closing seams on the front and back. This method is obviously not a good one, because lace boot standards are designed to allow for stretching when lacing. But with button boots we have to provide for the substance of the button piece and lining, and they must, when made, fit round the foot. So when producing a button boot standard, we proceed as was described for the lace boot, but make the long-heel measure 81 in. or so fuller to allow for the substance, or increase the long-heel measure to the outside forme at K. The vamp or golosh height requires consideration. If made high, or much above V, the entrance of the foot into the boot may be impeded, so we keep V 1 as low as possible to V consistent with the design. One-quarter of an inch above V is suitable, unless the joint of the last is very large, when V should be reverted to. To design the button piece, select H 2 as two-sevenths of the heel-line HP, and V 2 as one-third of VJ. G 2 is obtained by using four-ninths of the top of the leg G G 1 * C can also be obtained by taking the midway distance between one-fifth and one-sixth the length of the standard last. 24 BOOTS AND SHOES in Fig. 12. These are connected with straight lines as shown, and they form a guide for the curves designed surrounding them. Note the greater distance away from the line below the instep. This increased curvature in the lower portion of the button piece enhances the appearance of the design. The design having been made on the standard, it is best to prick G G2 G1 H H2 V V V2 P J FIG. 12. BUTTONED BOOT through the salient positions on to a suitable piece of paper. This done, mark from the curved edge of the button piece, say, 5 in. for the positions of the buttons, and to allow for worked 16 buttonholes. The width of the stem of the button piece at the vamp would be, say, 169 in. The position of the first hole should be, say, 1 in. from the vamp, and it is important when deciding this not to fix it too far from the vamp, as it will not only be inartistic, but will necessitate the stay being made too high, thus producing a strain on the vamp seam. After the first hole has been fixed, next fix the top one, say, 38 in. to 21 in. from the top edge. Now place a hole on the heel-line, and then the others between can be easily determined. THE CONSTRUCTION OF STANDARDS 25 Provide a closing seam to the front, and the underlay beyond the stem, and the button piece is completed. Springing a Button Piece. When paste-fitting is in vogue, and the button lining is cut the same as the button piece, the button piece pattern is cut with the idea of setting up tension along the edge and so disguising the effects of the increased substance of the incorrectly shaped button lining. Such spring H H 2 / 3O 8 FIG. 13 FIG. 14 is not required, when the inside of the button piece is made to fit the outside. If necessary, to spring the button piece, mark round from H to H2, and, using H as a pivot, move the button piece to, say, 38 in. at the seam. This is clearly shown in Fig. 13. To cut a button piece lining for the “Held-together” method of closing, when the button piece is not cut with spring, take from the standard the button piece as described in relation to Fig. 12, and from just below where the top band would be situated, remove gradually down the front an amount to, say, 3 in. At the bottom of the stem this may be increased to, say, 38 16 in. and the button lining completed, as shown in Fig. 14. 26 BOOTS AND SHOES If the lining is to be seamed care should be taken that the seam does not cross a buttonhole, but is made between, as shown in Fig. 14, thus preventing a bulky appearance, and the risk of needle damage when working or stitching the buttonhole. Quarter Pattern’s. It is usual to cut two patterns, the smaller one to fit under the button piece for the outside, and the larger one with the seam on for the inside quarter. This is shown in Fig. 12. The smaller quarter is also reduced, as illustrated, below the top edge of the button piece to prevent any tendency for the quarter to extend above the button piece when closed. [All patterns illustrated in this Section are photographed from actual patterns cut by the author, and can therefore be enlarged by proportional compasses to compare with patterns cut by the reader.—ED.] CHAPTER III CUTTING COMPONENT PARTS WHOLE GOLOSHES THERE are three general ways in which whole goloshes can be produced, and before we design the golosh we should consider the determining limits to which these three methods confine us. Goloshes may be cut to the standard, so as to produce the design, or as it is called “for style.” On the other hand, the interlocking of the wings may be of primary importance. The third condition may be the production of whole goloshes to cut from material having a limited area. The simplest method of the three mentioned is to design the golosh free from restrictions, other than appearance, where the golosh is cut “dead” to the standard. In the second case, there is a limit to the width of the wings, as interlocking is the controlling influence. In the latter instance, design and depth of wings have full play, but owing to the large amount of spring introduced into the pattern, the nature of the upper materials controls the adoption of the method. Cutting to the Standard. Construct a standard, either for lace or buttoned as desired, as explained in the previous chapter, and determine the vamp or golosh height, bearing in mind that it is usual to make this a little higher when a cap is used than would be the case with a capless vamp. Let V1 indicate the height required, in this case 38 in. above V. Make V1J1 parallel to the joint-line. Locate V2 at five-twelfths of V1J2, or equal to one-third of the joint-line. The next step is to determine the height of the 27 28 BOOTS AND SHOES golosh at the back. Several rules are used to assist in this decision: (a) a line from V 2 parallel to the pitchline gives a low back golosh; (b) a fixed amount above the counter point, the latter being found by taking one-fifth of the standard length of last; (c) in character with the type of foot, i.e. arched, medium, or flat—if the latter is desired, C in our system V D B T 3 V V2 I J J J 2 FIG. 15. WHOLE GOLOSH provides this automatically if the standard has been produced in relation to the heel angle of the foot; or (d) as illustrated in Fig. 15, where it is indicated as the mean between one-fifth and one-sixth of the length of the standard last length. Connect the golosh back height with V 2 and the range of the golosh wings is determined. The design of the cue should be in harmony with the toe of the last. If required, it can be done geometrically by taking V 2 as centre and radius V 1 , and cutting the range of the golosh as illustrated. With this intersection and V 1 as centres, make intersecting arcs as shown, and with the same radius, and intersecting arcs as centre, describe V 1 to V 3 . This method of CUTTING COMPONENT PARTS 29 designing will do for any suitable standard, and can be applied also to women’s and children’s, and the style adapted to suit any taste or demands. The golosh is cut to the standard by putting the folded edge of the paper to the crease line V1T and marking through the design upon the paper beneath. This golosh, being cut dead true to the standard, is suitable for use with such leathers as patent, crup, etc. The golosh may require some reduction in length at the back to allow for stretch, if fitted on the round or block method. Stiffener allowances are made as previously explained according to the circumstances existing. Interlocking Goloshes. Proceed as in the previous description, except that as the wings will have to be provided so that they interlock, their depth will be limited, and style sacrificed for economy. To obtain the wings to fulfil this condition, extend the crease-line of the vamp, as shown in Fig. 16, to the back of the standard. This is shown by a broken line. At about 1 in. from V1 make a line at right angles to the extended crease-line. This must catch the fullest part of the bottom of the standard as illustrated. Divide this line into three equal parts, and measure up from the bottom of the back two of these divisions, and the range of the golosh may be produced as shown. The cue is obtained as previously described. A sheet of folded paper is taken, and the standard laid over the folded edge, so as to coincide with V1T, and then the standard marked on the folded paper from T to pass J1. A needle is placed through the standard at V3, and the standard lowered until the range of the golosh is parallel with the folded edge. While in this position mark through the remainder of the wing of the golosh, back and along the bottom, till it crosses the line previously made from J to pass J1. To obtain the correct length of golosh, put the standard 30 BOOTS AND SHOES back to its first position, but this time pivot at J1 and the standard will indicate the correct length at the back. (See Fig. 16.) Wings Closed Up Together. Repeat the previous method, using the first pivot point again as V3, but this time bring the standard upwards until the golosh back just touches the folded paper, and mark round. For the second pivot use J1 and bring V V 3 V T J J FIG. 16. INTERLOCKING GOLOSH the standard up and so take off the excess length produced by pivoting. This latter method is only suitable when very soft leathers are to be cut from, owing to the excess toe spring given when the upper is on the last. But if the suppleness of the leather allows this method to be adopted, it enables small area superfine leathers to be used for whole goloshes. JOCKEY OR BOSTON BACKS This design of back does away with the back seam of the golosh and the junction between the ordinary CUTTING COMPONENT PARTS 31 outside backstrap and the top of the golosh. It is produced either with a straight or curved side seam, which can be closed or lapped, the former being the neater when the material used is suitable for closing. After the golosh has been designed by any of the methods previously described, indicate c and p (Fig. 17). This area K C P I FIG. 17. JOCKEY BACKS FIG. 17A FIG. 17B may be of varying widths, but we may use one-fifth of the range line from the back to the instep-line at the top, and one-fifth of the pitch-line to the instep-line at the bottom. Should a wider strap be desired, one-quarter of the line specified will be suitable. This latter would be used for heavy work. After the design is made, as indicated in Fig. 17, a piece of folded paper, as shown, can be used to take off this sectional pattern. In Figs. 17A and 17B is shown how to compensate for the curve at the back of the standard cut off from the folded edge of the paper in Fig. 17. The backstrap portion is treated in a similar way. CHAPTER IV STANDARD CONSTRUCTION FOR MEN’S SHOES O XFORD OR L ACE S HOES IN the first instance, having produced the necessary formes, proceed as described for the men’s boot standard up to the determination of the instep point K. For this particular shoe we will take the mean of the two formes for K in Fig. 18, although at times a better result can be obtained in hand-lasted or hoisted work by using the smaller forme. Make the long heel-line KP, and at 5° higher indicate the pattern heel-line HP. Where the heel-line from P crosses between the two formes at the spot indicated is the front of the shoe. Most shoe fronts come between the long heel position and the heel-line, according to the cut of the shoe desired, and by making 5° instead of 10° this is obtained. Connect the front of the shoe with a straight line to V 1 , the vamp height. Next determine the height of the back of the shoe C1. For average purposes this height is not made lower than one-fourth of the standard length of last. It can be made a certain amount above the counter point, or a proportion of the instep line, or even made equal to the joint-line if a small-fitting last is used. To obtain the quarter range, select two-fifths of the pattern heel-line: this is shown as H 3 . It is well to take the last and measure from the toe, up over the puff, and straight to the back of the last, and check the length, as shown in Fig. 18 by the broken line. The lasting-over allowance can be added, not overlooking the provision of an ample allowance at the 32 CONSTRUCTION FOR MEN’S SHOES 33 waist, to compensate for the longitudinal strain taken in lasting, and any transverse shortening thus produced across the instep. The front of the quarter can be designed to any curve as fancied, or a coin used to obtain the outline. Designing the Vamp. Indicate the vamp height, say, 165 in. from V as V 1 and at the wing a similar distance from the H K C 2 C V V H V V 3 2 3 P W I J FIG. 18. OXFORD AND BROGUE bottom of the instep-line as W. Connect WV 1 . Mark on this line nine-sixteenths of WV 1 , and obtain V 2 , and design the curve of the vamp, as shown in Fig. 18. Designing the Cap. This may generally be taken as two-thirds the depth of the vamp when made. If the cap desired is to be “straight,” then, having indicated its length, complete the curve with the segment of a circle, made with an 8 in. radius. If the cap is desired to be oval, then a circular marker can be used, with a 6 in. radius to construct the circle. If folding machines of the Booth or Boston types are in use in the factory, it is advisable to take a copy of the curve used in the machine for caps. By using this curve as a template it will prevent the cap being incorrectly folded or turned in. 34 BOOTS AND SHOES BROGUED SHOES This design of shoe is made from various leathers, and is worn, with variations, as a strong shoe for shooting, golf, fishing, and hiking. One striking characteristic of the brogue is its fold-over fringe tongue, put up in various ways, such as with slits and punching, punched and gimped at the bottom, etc. Another characteristic of this shoe is the width of the welt. The upper has a long wing cap and a deep vamp. The wings of the cap should, in width, take cognisance of the thickness of the last used, so that the foot is not discomforted. If the system described in these pages is followed, these allowances are provided for. The quarters were originally cut through, but now they are cut to underlay the golosh, the underlay being regulated to the amount required by the punching. In the method described for designing the tongue, any variety can be produced, whole or joined. If the tongue is joined it is possible to lay the flesh side of the leather inside the shoe, in contact with the sock or stocking. Complete sets of tongues are not always graded, one size being adopted for two sizes, or four half-sizes, thus saving the cost of clicking press knives and the cost of labour. Proceed with the standard as for an Oxford or lace shoe, noting that the curve of the front of the quarter below the ankle bone can be designed as required. It is not usual when cutting the standard to cut it to the forme’s shape from the top of the joint to the toe, but to cut to the crease-line of the vamp, thus avoiding the dip of the curve. Designing the Vamp and Cap. Make V 1 165 in. above V, and for the wing, W, use also 165 in. from I, as indicated in Fig. 18. To obtain the front of the wing cap use three-quarters of the vamp depth, when made. CONSTRUCTION FOR MEN’S SHOES 35 V3 is determined by taking half of the joint-line, and the end of the wing of the cap, half-way between the joint-line J and the wing of the vamp W. When designing the wing of the cap keep its curvature in harmony with the curvature of the vamp. The back golosh is designed as required, say, from the top 3 V V H 2 E FIG. 19 PRODUCING THE BROGUE TONGUE H2 3 8 of the back is marked forward a point in. to 21 in., as indicated by C 2 , and a broken line is then made from P to the top of the “puff.” The other broken line shown can be obtained by making a line parallel to the pitch-line. These positions will provide guide lines when BROGUE designing the golosh, as shown in Fig. FIG. T20. ONGUE 18. The facing marker, giving a guide for the punching, is shown below the instep, and can be made 169 in. or 58 in. wide at its narrowest part. The Brogue Tongue. Fold a piece of paper, and, placing the folded edge upwards, proceed as follows: Indicate V the vamp height and H 2 41 in. above the front quarter height. To the left hand below V mark 21 in. as V 3 . Transfer the distance V 3 H 2 to the right of H and indicate E. Make lines at right angles to the folded edge at V 3 , H 2 , and E, as shown in Fig. 19. Mark off from V 3 l 78 in., and at E mark off 34 in. and connect these marked positions, as shown in the diagram. Curve the terminations at V 3 and E as 36 BOOTS AND SHOES shown. If the pattern is now opened, the line H 2 will give the position of the fold of the tongue. From this pattern any design can be produced. Fig. 20 shows the completed tongue, where H 2 shows the fold-over near the top of the quarter front. To make a pieced tongue, mark from this fold-over line a distance of 38 in. Remove the curved portion indicated in the diagram, and add allowances for either closed seams or lapping when producing the working pattern. MEN’S DERBY SHOES Many modifications can be introduced in the design of this shoe, which can easily be made from the one we are about to describe. The “Lorne” shoe, which preceded this design, V had the tongue and vamp cut in one piece, necessitating the front being blocked. V Produce the standard for the Derby shoe in the W I same manner as that described for the Oxford shoe, making V 1 165 in. away from the joint-line. Indicate W 165 in. from I. At V 1 make FIG. 21. DERBY SHOE a line parallel to the joint-line and continue it to the pitch-line (or the mean between the formes), which latter position will provide for a deeper tab. Indicate five-twelfths of the line selected as V 2 . The broken lines from V 2 and W, made parallel to the pitch and instep-lines respectively, will furnish guide lines to design in the curve of the vamp. The tab of the vamp above the point V 1 should not be too long, say, 34 in. for size 7’s. I 2 It is advisable to reduce the front of the quarter down CONSTRUCTION FOR MEN’S SHOES 37 the instep, to allow for the stretching that takes place in lacing during wear. This is shown in Fig. 21. The uppers should he lasted with the quarters laced open to the required amount. The underlay at the corner of the vamp in the waist can be rounded if desired, or cut across, as shown in the illustration. The cap height can be increased by 81 in. above the two-thirds proportion given for an Oxford, for reasons set out in cutting Derby boot standards. To design the tongue see Chapter XIII, “Cutting the Parts.” CAMBRIDGE SHOES This popular style of shoe can also be produced in youths’ 2’s to 5’s, and in boys’ 11’s to l’s, and the design should be H K I H I H 2 V P FIG. 22. CAMBRIDGE SHOE such that the shoe will retain its shape during wear without the tendency to slip while walking, often due to an incorrectly designed gusset. The formes and standard are produced on the same lines as dealt with under Oxford shoes, keeping the long-heel measure on the snug side. The front of the shoe is made as a mean between K and H. Take one-seventh of the heel-line HP to indicate the gusset H 1 , and from H 1 measure for size 8’s 38 BOOTS AND SHOES 1 41 in. for H 2 , or, alternatively, a proportion of three-sixteenths of the heel-line may be used to find H 2 . Make lines from H 1 and H 2 to the vamp curve, at right angles to line HP. (See Fig. 22.) Where the line from H 1 to the vamp crosses the range-line of the quarter, make a straight line on the top at right angles to the line H 1 so that the gusset may function as designed. The bottom of the gusset may be made narrower, if desired, to the extent of 61 in., as shown in Fig. 22. The standard is then cut out, leaving about 41 in. below H 1 H 2 to keep the pattern intact (this is shown by the shaded portion in Fig. 22). The piece removed from the gusset can be used to make the gusset pattern, by leaving on an underlay allowance, such as 31 in. To obtain the instep pattern, fold a piece of paper and lay the folded edge to V 1 K, and then trace the vamp curve, gusset edge, and top, and cut out, after making allowance for the underlay of the vamp, and for turning in if that is required. When cutting out the lining, a portion similar to that used for the pattern near the top edge of the gusset must be retained to prevent the gusset being unduly stretched in lasting. Sometimes a piece of tape is utilized for the same purpose. this can be removed in the shoe room. CHAPTER V SLIPPER PATTERNS STANDARDS for these designs, such as the “Albert,” can be produced from formes or cut direct to the last. The latter method gives a pattern that accommodates itself better to lasting methods, and ensures a better fit under the ankles when the slipper is worn. We will therefore describe the latter method. ALBERTS Make a line TH equal to the smaller side of the last in this I T I T V V H 2 I V H I P FIG. 23. SLIPPER PATTERN direction, measuring from the feather at the toe, up the puff, and on to the back (see Fig. 23). Make V one-half the standard last’s length from H. Indicate V 1 at one-fourth of V to T. Make lines at right angles to the top-line at V 1 and V. Take the last and lay it on the pattern, so that the toe and back of the last and drawing coincide. While in this position mark the locations of lines V 1 and V, top and bottom, on to the last. The last can then be measured at the marked points, and transferred to the pattern, making them 39 40 BOOTS AND SHOES either symmetrical or “rights and lefts” as circumstances determine. On V l indicate five-twelfths of the line from V l and obtain V 2 . From V 2 make a line parallel to the top line, as shown in Fig. 23. At the bottom of the instep-line I, make another line parallel to the top line. By laying the last on the pattern at I in each, and keeping it level with the seat, the back curve can be indicated, and H 1 marked on the last. Measure the last on the shortest side, as shown in Fig. 23, by broken line TH 1 , the line TP being measured as previously described for obtaining the pattern length line. This is also shown by a broken line. The side seam should be cut FIG. 24. SLIPPER curved to prevent “bagging.” This is SEAM shown in Fig. 24, and the amount removed is best settled by trial with two pieces of leather from which the upper is to be cut. As a guide, try 323 in. At the bottom of the seam it may be necessary to refrain from making the same allowance as at the top of the seam, for with some lasts this would reduce the bottom edge too much. Sometimes the curve at the sides can be made the same shape as the back curve of the standard, to prevent any errors of identification when closing. A similar curve at the back and side seam is an advantage when press knives are made, as it will not be necessary to have “rights and lefts” quarter knives, or to resort to turning over the skin when cutting, if only one knife is available. Slipper standards may be designed with closed-up wings, the same as for whole goloshes or court shoes. It should be noted before we pass on that at T 1 the toe may be left square instead of round (see Fig. 23). If this be located in line with the range of the quarter, SLIPPER PATTERNS 41 then it will be a guide to the laster or maker where to pull to ensure a good tension on the top of the slipper quarter. GRECIANS There are several varieties of this design in vogue, and the one selected for description can be used as a basis for the V 5/ ” 8 H 3/ ” 4 I V I I I I” W P FIG. 25. GRECIANS others. This design is made with whole-cut counters or backs, associated with plain vamps or fronts. The fronts may be overlaid with a collar, off-times cut from patent leather. Produce the standard as described for the Albert, making W equal to one-quarter or one-fifth of IP. Connect V to W, and take V 1 as one-third of the line. The counter can be obtained by designing from H to V 1 and continuing it to I or I 1 , as shown in Fig. 25. The remainder of the pattern can be completed as shown in the illustration. If the lasts used for making slippers or Grecians are “comb or cone” lasts then “shovers” must be used, and allowance made for them when cutting the pattern. A reduction in length often has to be made in slippers, and especially Grecians, for lengthening when lasting. CHAPTER VI WOMEN’S STANDARDS IN Fig. 26 we show the method of construction of a Balmoral or lace boot standard. This method of construction will be suitable for boots up to 7 in. or 8 in. high, and for any size. If the heel angle of the foot is obtainable that should be used, but if not, we must make our calculations from the last and formes, using as far as possible proportions based upon the foot, for reasons previously described. Make the horizontal base-line BL, and at L erect a suitable perpendicular LU. At P indicate the pitch of the last to be used. The height (in this case 7 in.) can be measured from P, and G1 determined. Make the pitch-line from P to J. This will be equal to five-sevenths of the length of the foot for which the last is suitable, plus one-ninth of the pitch from P to L. (From the standard length of last two and a half sizes are deducted to obtain the foot’s estimated length.) Where the pitch-line meets the base, J is determined, and from J, the remainder of the foot’s length, after the pitch-line length has been deducted, is indicated on the base-line, as F. From F, still on the base-line, the extension of the last over the foot’s length is indicated as T. The joint-line is made at 65° to the base-line, and the toe-line at 55°. Trisect the pitch-line in I, and draw the instep-line IK parallel to the joint-line. Take the inside forme and place the seat on point P, and lower it until it touches the base-line. When thus placed mark its outline on to the standard, as shown in Fig. 26. Place the outside forme at P, and 42 WOMEN’S STANDARDS 43 " level with the toe at the top of the previously traced forme, and mark its outline. It will usually be found that the outside joint of the latter forme comes below the base-line, and will indicate how the pattern is to be subsequently dealt with. 3 8 / G U Y I G A 90° 90° x 95° 85° I A O I H K H 70° C M S P I B 65° J 55° T L F FIG. 26. WOMEN’S BOOT STANDARDS Another advantage of placing the formes as described is that the leg inclination is not deflected owing to the increase of measurement of the outside joint of the last. At K we use the mean for the long heel-line, reserving for future treatment variations in selecting this position. Make the long heel-line KP. At an angle of 10° to KP, make H 1 P. This gives the pattern heel-line. 44 BOOTS AND SHOES To obtain the measurement of this line proceed in one of the following ways: either (a) deduct 165 in.* for size 4’s from H 1 , to indicate H ; or (b) draw a line from K at 70° to KP, and where it crosses H 1 P indicate H. The latter method gives an angle suitable for all sizes. The centre of HP is taken as M. From M erect a perpendicular to the base-line equal to one-half of HP, i.e. MH or MP, and indicate X. At an angle of 95° to XM make the ankle-line AA1. To obtain the measurement of the ankle, take one-third of the pattern-heel measure, and mark from X, A and A1 respectively. From A erect a perpendicular to the base-line, and terminate it at about G. From the centre of the ankle-line X erect a perpendicular to AA1, and Y can be indicated. From the 7 in. back height G 1 make a line parallel to the ankle-line, and make YG 1 equal in width to GY. The front at G can be raised as desired, and the top of the leg produced, as shown in Fig. 26. To complete the pattern connect G1 to A1, and continue onwards to 0, making the distance A10 equal to the lasting over allowance used for the standard. From 0 connect to P, indicating C midway. Sketch in and complete the standard. S TANDARD C ONSTRUCTION FOR H IGH L EG W ORK When standards are required over 7 in. or 8 in. high, then we proceed as for ladies’ Balmoral standard construction up to the positioning and measurement of the ankle-line. Then refer to Fig. 26, and continue the upright line U to the desired height, say, 11 in., and make at this point a line parallel to the ankle-line. Through * For other sizes see Fig. 61, Chap. XVI. WOMEN’S STANDARDS 45 G continue the front-line at right angles to the base. At the height selected mark forwards to the direction of the toe 61 in. for the forward inclination. To obtain the width of the leg at the back make a line from A1 at an angle to AA1 of 100°, and the back of the top of the leg is indicated. CHAPTER VII WOMEN’S SHOE STANDARDS IN this chapter we will deal with a standard, for an Oxford, or lace, shoe, not for an “Oxfordette,” and the method described will be found suitable for the production of any size of standard required. Construct the standard as described for women’s Balmoral, as far as the instep-line. To obtain K use the mean for the formes at the instep, and make the long heel-line. Indicate a line 5° above the long heel-line. Connect H to joint, to get the instep portion of the pattern, as described in men’s Oxfords. Use one-quarter the length of the last for the back height ; otherwise continue as for men’s shoe standard construction, not forgetting to supplement the allowance for lasting in the waist of the pattern. WOMEN’S DERBY SHOES This design is not greatly in vogue at present for women, but is often produced in very light leathers with modifications, such as the “Gibson.” Formerly, the Gibson had three large eyelets, but they now have four or five smaller ones. For other details reference can be made to the cutting of men’s Derby shoes. ONE-BAR SHOE STANDARDS This type of shoe, although pleasing in design and popular, requires thoughtful consideration to avoid discomfort and injury to the wearer’s foot. The bar or strap must be correctly located in relation to the foot it is to clothe, and also to counteract its movement 46 WOMEN’S SHOE STANDARDS 47 during lasting operations. The width of the bar must be sufficient to prevent any cutting in or contracting tendency when on the foot, and also to accommodate the buttonhole. The slant or direction of the bar should be designed to keep the foot back into the shoe. The openings or cut-outs above the vamp should be of such a size (is to prevent large expansion during lasting and wear. To design a bar shoe proceed with the standard as for an Oxford shoe, as far as the stage of making the long heel-line, when its length can be made to the mean of the two formes at the instep, as shown in Fig. 27 as K. Make the heel-line at 10° to the long heel-line. Somewhere between K and H is the portion to locate the bar positions for the various designs. The design illustrated is located at the front edge as K, and its width made 41 in. from this point. A line from V through K will indicate the fold-line of the bar, as shown. The height of the back quarter C may be one-quarter of the length of the standard last of the size of the pattern being designed. Indicate the line from S 1 to the back height, as illustrated in Fig. 27, and check its length against the smaller side of the last. If any reduction is required to meet the measurement taken, it should be gradually blended to the centre of the back curve, so as not to throw a snugness at the top edge only. Add on lasting over allowance according to the attachment demands, not forgetting an ample amount in the waist to compensate for any transverse shrinkage that takes place when “pulling-over” the upper. To obtain the range of the quarter, take two-fifths of the long heel as K 1 and sketch in a suitable curve as illustrated. The curve from the vamp to the front of the bar is now designed, and when doing this remember that curves taken below the line S 1 to C are subjected 48 BOOTS AND SHOES to more distortion in shape than those designed above that “draft” line. The design shown is made by connecting V to I, and bisecting V I , when V 2 is obtained. Sketch from K to the line from S 1 C, leaving enough room at the bar to accommodate the buttonhole at the end of the strap, continue to V 2 , and design the vamp curve, as shown in the illustration. H C K TON N BUTOSITIO P I K V l S P 2 V I FIG. 27. BAR SHOE Produce the bar by folding the paper as indicated at K, and then mark the button position from the standard, and cut out the folded paper to the vamp height V 2 . Shape the end of the bar as indicated in Fig. 27. The toe-spring is also illustrated, and requires no further description. The small or outside quarter is made about 21 in. above the button, as is shown by the broken curved line. BUCKLE ONE-BAR SHOE The same method of construction can be employed for this design, as described in the previous design. For slide buckles the width of the strap is governed by the width of the buckle. The position for the WOMEN’S SHOE STANDARDS 49 attachment that holds the sliding part can be made from the buttonhole. A fold-over must be made to hold the attachment, for light work about 38 in., whilst the bar will be lengthened beyond the buttonhole shown at the end of the bar in Fig. 27 from 34 in. to 1 in. Pronged buckles have the same considerations as for the slide buckle, but only 58 in. for the pull-through is required beyond the position of the button shown in Fig. 27. TIE SHOES There are variations in design both for those having one eyelet and for those having two eyelets, but the following description can be modified as required. Produce a standard as described for an Oxford shoe, but after arriving at K, mark for the one-eyelet shoe oneK /25 V K V 2 2 P I J I I FIG. 28. TIE SHOES half the width of the bar required, say, 163 in. each side of K. Make V 2 nine-sixteenths of VI. K 2 would then be just below one-half of the instep-line KI. Locate two-fifths of the line KP for the range of the quarter to pass through, and complete the top quarter curve, as shown in full line in Fig. 28. At the instep, below K, 50 BOOTS AND SHOES make a line parallel to VK, at, say, 163 in. away, to allow for the stretching of the quarter during lacing; but if the forme is produced from a special last made for this design, omit this reduction, as it would have been made in the last. Complete the pattern, as shown by full lines in Fig. 28. For the two-eyelet design shown in broken lines in the same illustration, make the width of the bar five-sixteenths each side of K, and make a curved line to I 1 , this being situated at one-seventh of the distance I to J. For the back portion of the cross-strap the curvature should match the front portion, and its width may be taken as one-third of the distance I to P. In the illustration V2 is nine-sixteenths of the line VI, and the straight broken line to the front of the cross-strap shows the vamp shape. On the other side of the cross-strap the broken line is continued to the back height, as shown in Fig. 28. The sectional parts can be cut from this standard in several ways. The vamp and quarter can be cut to underlay the cross-bars, or the shoe may be cut whole, like a whole cut court, with the cross-strap forming a loose strap, and only affixed to the upper at the lasting over edge, or in the allowance made for lasting over. The cross-bars can be provided with various embellishments, such as cut-outs, or stitched with fancy designs, and punching or perforations. When embellished, the vamp and quarters should be similarly treated to make a balanced design. CHAPTER VIII OTHER WOMEN’S SHOE DESIGNS O F the numerous other designs of ladies’ shoes we select a few typical ones, which will be found adaptable to many other designs that there is not space to deal with in detail. THE COURT SHOE This was originally made for indoor evening wear, but in modern manufacture it is a popular design for everyday wear, indoors and out, often to the detriment of the wearer’s foot; therefore, it behoves us to minimize as far as possible such features as cause discomfort and pain to the wearer. It goes without saying that a correctly-formed last for this design is essential, the back from the seat to the line of contact being correct for the foot, according to the height of the heel used. Also the curvature at the top of the vamp edge should be easy, so as to prevent a cutting-in tendency at this juncture. A close waist, or past joint measure, to prevent the foot moving forward is an advantage. The top of the quarter is designed to give a good grip below the ankle, and compensation is made for the stretch of the quarter during manufacture, according to the material used and the method of treating the edge of the quarter. The design described can be modified to suit the many variations made for plain and fancy designs. Take formes from the special last, and proceed in the same way as described for cutting Oxford lace shoe standards. For a change the pitch is illustrated as 3 in. By trisecting VJ, the point V 1 is determined, and 51 52 BOOTS AND SHOES this can be connected to the back height of the quarter desired. The last should be measured from the “puff” to the back, and often reduced as much as 61 in. To allow for stretch, and the long quarters. The amount stated would be suitable for glace kid. For a vampover the cue of the vamp is taken to I, as shown in Fig. 29. If the shoe desired is to have a side seam its position can be CE WAN LLO GA DIN FOL V V P 2 3 V I V J I FIG. 29. COURT SHOE found by taking one-quarter of the distance from V 1 to the back height, and a line drawn parallel from this point, V 2 , to the joint-line (see Fig. 29). The curved top range can be found by bisecting the distance from V 1 to V 2 , and, using this distance from the shoe quarter height, a curve can be made, reaching its maximum of 323 in. at the centre, as shown by the broken line in the illustration.* The shape of the side * The object of this curve is twofold. It prevents sag in lasting, and allows for the bulk of the foot in wear, preventing the appearance of a lower curved range on the foot as seen in badly-made shoes. OTHER WOMEN’S SHOE DESIGNS 53 seams, if closed, should be as explained in the chapter dealing with slippers. Whole-cut court shoes can be cut with the wings close together, a useful method in cutting skins of small area. V 3 is a good pivoting point for this purpose, and the procedure should be as described for closed wing whole goloshes. If the top edge is to be folded or turned in, the top of the quarter should be kept the distance away from the crease-line that is required for folding over. (See Fig. 29.) S EAMLESS S HOES Although this design of shoe has seams for closing and attaching the instep piece and facings, it is known as “seamless,” because there are no seams to come into contact with tender portions of the wearer’s foot. The design shown in Fig. 30 was originally intended for soft leather uppers and for folk with bunion tendencies, etc. This style is now modified in modern manufacture to make it suitable for sports shoes, such as cycling, running, and even cruising shoes. Canvas cricket and tennis shoes are cut upon the same principle. A reduction in the normal toe-spring is often an advantage when the design is for fabric shoes. The standard is produced as for an Oxford shoe. The back height will depend upon the “fitting” of the last; for 5 or 6 fitting it is a good alternative rule to make the back height equal to three-quarters of the instep-line of the formes. Fix the vamp height at V, and obtain V 1 as one-third of the joint-line. Continue the vamp crease-line from S to V and beyond, as shown by the broken line in Fig. 30, and mark K 1 below the crease-line, as shown for the turning-in or folding allowance if such is required. Join V 1 through K 1 , as shown by the broken line. If this latter line is bisected as V 2 it will 54 BOOTS AND SHOES indicate a position for the curve to be drawn, as shown in Fig. 30. The whole pattern can now be produced, as illustrated in the sketch. The instep-piece can be cut from the standard, and allowances made for underlays and seam, if the instep-piece is closed under the vamp edge. For the outside facings design the required facing instead of the instep-piece, and put the V I K 2 S V I V FIG. 30. SEAMLESS SHOE underlays on the whole cut part, or bring the front of the outside facing lower than V to the amount required. For canvas work outside back goloshes can be provided, and joint-straps designed across the vamp. O X F O R D A N D W H O L E - C U T V A M P O N T H E I N S I DE Produce a shoe standard and design thereon the vamp as for an Oxford shoe. Fold a piece of paper and lay it level with the crease-line of the vamp, as V in Fig. 27, and when in this position mark through the vamp curve. Open out the paper and cut out, leaving OTHER WOMEN’S SHOE DESIGNS 55 the quarter and vamp in one piece. An ordinary quarter is required for the outside. WOMEN’S SPORTS SHOES (DERBY STYLE) Construct a Derby shoe standard as previously described. This can be modified in curvature or in design and produced in various combinations of leather, to give an almost endless variety of models. The chief difference V between that shown V in the illustration, Fig. 31, and the V ordinary Derby, is that the tongue or tab lays over the vamp and the quarter FIG. 31. SPORTS SHOE may be sectioned, so that different leathers may be used to make a contrast. I 2 Indicate V1 21 in. below V, the ordinary vamp height, and mark V 2 38 in. from the curve of the vamp, shown in Fig. 31. This latter position is five-twelfths of the joint-line. The width of the tab can be indicated at one-quarter to one-third of the instep-line of the formes. When cutting in the parts from the standard, the fullness shown above V must be allowed for in selecting the vamp crease-line, etc. SKI OR APRON-FRONT SHOE This design is another modified Derby. The standard is produced as for the Derby, but making S 2 as one-third of S 1 V. A curve is made, as shown in Fig. 32, through V 1 , the latter point being five-twelfths of the joint-line. The wing is designed to I. For the tongue or front in one piece, place the folded edge of a piece of paper level with S 1 V and continue it beyond the 56 BOOTS AND SHOES front (about 38 in.) of the quarter, as shown in Fig. 32. Make K 1 one-fourth of the instep-line KI, measured from the crease-line. The end of the tongue is shown as 38 in. away from K 3/ II 8 V S I S 2 K VI 3/ I II 8 I FIG. 32. SKI SHOE V . As the apron is laid over the vamp, the underlay allowance is added to the latter. 1 GILLIE SHOES These shoes are made up in a combination of various leathers. Formerly they were made with seven loops, but the present fashion is for five loops. Some styles have plain vamps, while others have a wing cap. Owing to the facility of lacing, they are sought after for golfing and hiking. In Fig. 33 is shown a seven-loop shoe. Make the construction lines as for an Oxford. To allow for lacing make a line parallel to the quarter front 163 in. away from the line passing from V to K. The front of the shoe should not be higher than 5° away from the long heel-line. In the sketch, Fig. 33, it is made 165 in. away from the instep-line. V 1 is five-twelfths of the joint-line, and through this point make a line parallel to the front quarter-line, as shown by a broken line in Fig. 33. For the quarter range two-fifths of the long heel-line may be used as a guide. For a guide in designing the bars make the width OTHER WOMEN’S SHOE DESIGNS 57 3 8 in. and the openings between as 165 in., modifying if narrow bars and larger spaces are desired. For the front of the quarter, which is made quarter-over vamp, design as shown in Fig. 33, using the line VW as a guide. For the overlay on the quarters make the width 41 in., as shown in. the illustration. The piece above V is made 3 8 in. long, so as to fold over to K V 2/ 5 V I W FIG. 33. THE GILLIE SHOE form the loop. The width of the loop is 41 in. or 81 in. on the half-pattern. When cutting out make the total length at least 1 41 in., being 34 in. for the fold and the balance to go under the vamp. The fold-overs on the instep are indicated by the broken lines and should be 38 in. from the revised front line. A tongue is often laid under the bars or loops for winter wear. T HE M ONK S HOE This is another shoe that has been modernized from its original character. Like the Cromwell, this was formerly a quarter-over shoe, but latterly they have been produced vamp over the quarter, with the addition of an elastic gusset under the tab. Design the standard as for an Oxford shoe as far 58 BOOTS AND SHOES as the heel-line, this being made 10° over the long heel. Then the line H 1 P can be taken as midway between K and H, or as 5° over that of the long heel-line. V 1 is made as nine-sixteenths of the line V to I (Fig. 34). Two-fifths of the line H 1 P will give a point for designing the quarter range curve. The height of the tab can be taken as the centre of H 1 H H H I K 2/ V V 5 2 V I V3 I F IG . 34. T HE M ONK S HOE and the tab width can be made as 1 21 in. or three-sevenths of the instep-line. V 2 can be taken as one-third of VI. The width of the strap is governed by that of the buckle used. The front of the strap can be taken as half the distance between V and K, and the back portion from that, made the width of the strap required, less 321 in. for clearance. The length of the strap is found by folding along the instep and cutting it to the edge of the vamp curve, as shown by V 3 in Fig. 34. It is further shaped at its end as shown. Indicate the position on the strap OTHER WOMEN’S SHOE DESIGNS 59 for the buckle prong, starting the first hole, say, 58 in. below the top end and making two others at a distance of 41 in. from this first hole and each other. A slit is made from V 3 on the inside quarter, and 41 in. underlay at least is provided for. To the outside quarter the buckle is attached, either by stitching direct or by marking a slit into which is inserted a small strap to hold the buckle. To obtain the gusset, continue the crease-line of the vamp from V to the top of the quarter. Other details can be obtained from the illustration, Fig. 34. When cutting the linings, allow a strip at the top of the gusset, as explained in the Cambridge shoe, Fig. 22. Should a longer strap be required than shown, the vamp design can be lowered at V 1 to accommodate it. C ROMWELL P ATTERNS This buckle shoe has been modified considerably since its inception. Originally it was a quarter-over style, with a strap across the front, at the vamp height, to accommodate the buckle. Nowadays the strap is dispensed with, and the buckle attached to the tab. In addition, an elastic spring is fitted at the top of the instep-line, to assist in the fitting at the heel. To construct the standard, the method adopted would be similar to that used for an ordinary Oxford, with the front of the shoe finishing at the top of the instep, whilst the tab, spring, quarter, and linings can be designed as for the Monk shoe (see Fig. 34). Some of these shoes are fitted with a form of arch support on the inside. The proportion across the standard would be three-sevenths of the instep-line, from the waist. The length can be located by using at the front end the bottom of the joint, extended to the back, at a position located from P, as one-quarter the length of 60 BOOTS AND SHOES a standard last. This shape would be cut from upper leather, being laid on the vamp and quarter linings, thus forming a pocket into which is fitted selected bottom leather. To fit the pocket properly, the pattern for the bottom leather should be made 81 in. lower at the top edge than the pocket. SANDAL SHOE Sandals can be designed to fasten either by a buckle or button. They are known with slight modification as Modern K H2 H3 V V I P I I I J FIG. 35. A SANDAL Roman, Charleston, Brooklyn, etc. The centre strap from the vamp to the bar can be lapped over or under the vamp. It is important to make the strap that goes up the instep long enough to allow for the strain given in lasting, and so prevent the bar being diverted from its designed position. Make the construction lines as previously described for shoes as far as the pattern heel-line. Indicate the vamp 21 in. above V. The point K at the instep-line will be the centre of the bar, which can be made 165 in. OTHER WOMEN’S SHOE DESIGNS 61 wide one-half each side of K. Indicate H 2 as two-fifths of the long heel-line, for the quarter curvature to pass through. Connect V 1 to the instep, and design a tab, as shown near VV 1 . Indicate on the “draft” line near the region of crossing the curved quarter range the position of the prong of the buckle as H 3 . Design the bar curve from the instep to 34 in. beyond H 3 . Indicate I1 as one-quarter of the instep line. The remainder of the design can be produced as in the illustration, Fig. 35 CHAPTER IX CHILDREN’S (7’s TO 1’s) and INFANTS’ STANDARDS PROCEED in standard construction as described for women’s lace boots, but reduce the standard last length by two sizes to obtain the relative length of foot, of which five-sevenths is used for the pitch-line. To obtain the long heel-line, take the mean between the formes at the instep, and then 70° from the long heel measurement cut off the pattern heel-line, which is to be taken at 10° from the long heel-line. (See also page 99, Fig. 61.) Make the height of the back, say, 5 21 in., but otherwise follow the directions given for women’s boot standards. For the vamp use 163 in. above V the top of the joint-line, and use a similar amount from the bottom of the instep-line to obtain the wing of the vamp. The cap should not be lower than two-thirds of the vamp when made. A suitable curve for the latter would be taken from the segment of a circle with an 8 in. radius. CHILDREN’S (7’s TO l’s) OXFORD STANDARDS Proceed as for ladies’ Oxford shoes with the modification given in girls’ boot standards above. Take the back height as three-quarters of the instep-line. The same proportions for vamp design given for ladies’ Oxfords can be used in this instance. CHILDREN’S (7’s TO l’s) DERBY SHOES The instructions are similar to those given for women’s Derby shoes. The vamp height should be V 62 CHILDREN’S AND INFANTS’ STANDARDS 63 at the top of the joint-line. If the vamp is to carry a cap, then make the vamp height 41 in. above V. GIRLS’ (7’s TO l’s) ONE-BAR SHOES By following the description given for designing a ladies’ one-bar shoe, together with the modifications given for the H K V 9 / 16 P I J FIG. 36. GIRLS’ ONE-BAR children’s lace shoe, and the illustration provided in Fig. 36, this design should be easily produced. For a one-bar slide buckle shoe, or prong buckles, proceed as shown in dealing with ladies’ of the same design. INFANTS’ STANDARDS Refer to the construction of ladies’ lace or Balmoral for the construction of an infants’ lace boot, with the following modifications. Take the length of foot as the standard last less one and a half shoe sizes. Indicate the heel-line at an angle of 42° to the pitch-line, then at 10° lower indicate the long heel-line, and, taking the mean of the formes at the instep, draw a line parallel to the joint-line. If the heel measure is not known, it can be obtained by a 64 BOOTS AND SHOES line at 70° to the instep seat-line constructed as above. Make the height of the back 3 34 in. for size 6’s or as required. In other respects follow the lines and methods given for women’s standards. The vamp position should be V, and the wing length at the bottom of the instep-line. I NFANTS ’ O XFORD S TANDARDS Draw a base-line BL and a perpendicular LU, and indicate P as the pitch of the last. Take five-sevenths of the length of the U H K V H I P L J B FIG. 37. INFANTS’ SHOE foot (the length of the last less one and a half shoe sizes). Draw the pitch-line to J. At P indicate an angle of 37° to the pitch-line, and draw HP. Make the long heel-line 5° lower than the heel-line, and where it crosses the formes draw a line parallel to the joint-line. Make the back height three-quarters of the instep-line. For the range of the quarter indicate H 1 as one-third of H to P. Complete as shown in Fig. 37. I NFANTS ’ 4’s TO 6’s G IBSONS The construction for this design is as described for an infants’ lace shoe. Indicate V 1 as five-twelfths of VJ, and from V 1 draw a short line parallel to the pitch-line to assist in designing the vamp curve to I. V 2 is CHILDREN’S AND INFANTS’ STANDARDS 65 made 38 in. away from V. Do not increase the vamp height when a cap is used, but make the cap two-thirds of the distance from S 1 to V, Fig. 38. V 2 V I S I V P I J FIG. 38. INFANTS’ GIBSON INFANTS’ 4’S TO 6’S ONE-BAR From the method about to be described, any variation in design can be made. It is, of course, important that the width of the bar shall be such that it will not unduly compress or hurt the foot of the little wearer. After the usual base-line construction has been done as far as the joint-line, indicate the heel-line at 42° to the H K I / 3 FIG. 39. INFANTS’ ONE-BAR pitch-line. At 10° lower draw the long heel-line, and where it crosses the formes is the position to draw the instep-line, parallel to the joint-line. From K the width of the bar can be indicated, and the remainder of the shoe completed, as shown in Fig. 39. 66 BOOTS AND SHOES I NFANTS’ A NKLE S TRAP Ankle straps can be cut by the aid of formes, but we shall show here how they may be produced direct to the last without formes. The pattern is produced in Fig. 40 for 4’s to 6’s, but this design is also suitable for “children” and “maids.” Fold a piece of paper, and on the folded edge transfer the length of the last from the feather at the toe to the back of the last as SH. Indicate V as one-third of this line SH, and K as S V V H K I V2 KI J I C H I P FIG. 40. ANKLE STRAP one-half of SH. At these positions make lines at right angles to the folded edge of the paper. Place the last on the drawing, and, having made it coincide with the toe and V, transfer from the pattern to the last the positions, top and bottom, of the lines V and K. Measure the last at these indicated spots and transfer the measurements obtained to the pattern. Indicate V 2 as five-twelfths of VJ, and make a line parallel to the folded edge of the paper. Repeat at I. Obtain from the last the broken lines from S to the back of the pattern, and design the back curve. Bisect V and V 2 and obtain V 1 , and make the strap-line. Complete as shown in Fig. 40, and when cutting out finish the cut at H 1 , which can be one-fourth of Y 2 C. In larger sizes they can be three-quarter cut, and this section can be obtained at K 1 as indicated. The strap is folded over along the chained line, and so forms its lining. CHAPTER X “RIGHTS AND LEFTS” PATTERNS WHEN patterns are cut “rights and lefts” one of the uppers cut therefrom will only suit one of the lasts, i.e. the upper for the right foot last will only be suitable for that last. Similarly, with the left foot last. All modern lasts, strictly speaking, require right and left patterns, as they avoid trouble in lasting, and ensure the seams not going awry. Some produce their patterns to fit the outside joint of the last, thus leaving surplus to the inside, but if the system of designing described in these pages be followed, there is no need to do this, as the extra trouble involved is compensated in the economy of the material used. Of course it is realized that the closing room can in certain designs, such as button boots or shoes, put on the vamps the wrong way round, but this can easily be avoided in well-organized rooms. Four reasons can be given for producing rights and lefts. Firstly, the uppers fit the lasts properly. Secondly, the comfort of the wearer is increased by preventing over-strain to get the vamps to the last. Thirdly, there is an economy of materials. Fourthly, the matching of parts cut from coloured or reptile skins is facilitated, thus affecting the cutting, closing, and lasting departments. In the latter department this is a boon, as it is possible to make shoes in pairs. The difference between average and rights and lefts is visibly shown in Fig. 41, where A is the average of the formes and B the average of the making allowance. There are two general ways practised in dealing with this question, one to cut different standards, or parts 67 68 BOOTS AND SHOES suitable for each side of the lasts, and the other to confine attention to the vamps and goloshes where the differences are most apparent. If a standard be produced, as described in this section, and we cut the joint, etc., to the outside forme, and at the same time mark round the inside forme with a blunt awl, an impression will be given on the paper, enabling us to remove the correct A A B FIG. 41. RIGHTS AND LEFTS FIG. 42. RIGHTS AND LEFTS amount for the inside forme. The lasting-over allowance can be added in each case. In Fig. 42 is shown how this difference can be provided for on the standard by a small cut-out shown in shaded lines. Some lasts are prominent over the inside joint and thinner on the outside, and the vamp cue when lasting has a tendency to follow the last, rather than remain at the conventional “level.” To obviate this an amount may be taken away on the inside curve of the cue, as shown in Fig. 42 as A. In the same illustration is shown how the vamp on one side of the wing can be treated to compensate for the difference in the length of the upper on the inside as compared with the outside of the last. In Derby-cuts the latchet often becomes displaced when lasting. This can be prevented by cutting two quarters, and the vamp marked to show the inside and “RIGHTS AND LEFTS” PATTERNS 69 outside, and fitted accordingly. The same applies to the cap wing. H EEL C OVERS OR R ANDS When rand patterns are required for cutting covers for heel covering, the following method will be found suitable. A Fold a piece of paper of suitable size, as AB in Fig. 43. Take the heel and measure its back curve, from the centre of the back of the top-piece to the centre of the seat, and indicate CD on the pattern. Measure the remainder of the heel and transfer to FIG. 43. HEEL RAND the pattern. Add on the amount for lapping over, and complete as shown in Fig. 43. C D B CHAPTER XI OTHER DESIGNS THERE are a great many designs not dealt with specifically in this section, but most of them can be produced on similar lines to those we have described. Thus for seamless Balmorals or seamless Buttoned, we can use the construction systems described for lace and buttoned respectively. A seam front boot can be obtained from the ordinary standard by omitting the crease-line of the vamp and marking a seam allowance. Whole-cut backs such as the Blucher, Navvy, or Miners’ boots can be taken from standards produced as for Derbies. Elastic sides or Congress boots can be produced as described for lace boots. The top divided into four equal parts will give the two centre divisions as the width of the top of the gusset. The pitch-line, from where a line through H made at right angles to the base crosses it, to P, divided into four equal parts, at its first division near the front gives the centre of the gusset line, 39 in. and 49 in. respectively for women’s and men’s will indicate each side where the gusset line for the back and front should be taken. The long heel-line will be a guide for the crescent shape position at the bottom of the gusset. P ATTERNS FOR F ACTORY B ESPOKE Patterns for bespoke work, often termed specials, are produced when the wearer’s foot is different from the average, and also to meet the demand in higher-grade work for perfect fitting footwear to an individual foot or feet. The pattern cutter’s aim must be to assist in producing the perfect fit, and to produce 70 OTHER DESIGNS 71 “abnormal” measures to look as near the “normal” as possible. Instructions for specials may be received in the following ways— (a) Measurements only. (b) A draft of the foot with measurements. (c) A draft with impression and measurements. The methods that can be used in cutting in the factory are— (a) Altering stock standards to meet requirements. (b) Cutting direct to the last. (c) By using formes in the ordinary way. specific (a) Altering Stock Standards. Select a standard from stock of the nearest approach to the “special” required and duplicate it on paper, indicating the joint-line, heel, and ankle, etc. Take the measurements supplied, and modify the standard accordingly. When applying the heel measure of the foot to the standard, allowance should be provided for the “squareness” of the seat of the last over that of the foot. Usually this amounts to 1 in. If the stock standard selected is of the same heel angle as 2 that required for the foot, and the heel measure sent with the “special” will not “fit in,” then it is necessary to ignore the error in construction. But before making such a drastic move, be sure the standard is really suitable for the type of foot, as often the “wrong” heel measure is not due to faulty measurement, but because the standard selected, as well as the last, is not what the “special” calls for. Note that if the joint-line is added to on the top, then half this addition should go to the toe-line, or the pattern will be too short to go round the extra width of joint of the last, caused by the increased fitting. (b) Direct to the Last. Make the construction lines for 72 BOOTS AND SHOES the design required as described in this section for normal patterns, but omit the formes, and instead of drawing the instep-line, proceed direct to the heel-line, making this as suitable for the foot, which will range from 38° for the flat type, to 42° for average, and 45° for arched. Transfer the measurements taken from the last to the V I P I J S 55° E 65° A C FIG. 44. “SPECIALS”—TO LAST joint-line and make the toe-line equal to half the length of this pattern joint-line, plus 13 in. After all the measurements required, for the last have been transferred to the pattern, and the construction completed as previously described, take the last and lay it to the pattern to make sure no error has crept in. Fig. 44 will assist in following this description. P ATTERN M ARKERS Many sorts of pattern markers have been used in the trade to facilitate the producing of the standard and its parts, or even in the same way as French curves are used by draughtsmen. OTHER DESIGNS 73 The photograph shown in Fig. 45 is a reproduction of an old pattern-constructor marker, probably made in 1800, loaned from the Cordwainers’ College Museum. It is made from brass, and consists of three movable parts, slotted and provided with nuts to fasten when adjusted to the measurements required. Obviously patterns marked out with F IG . 45. O LD M ARKER this tool are practically all of the same shape, and those who have the opportunity of inspecting ancient boots and shoes will notice that they are practically all of one shape in a given period, the closer and maker only making such differences as were required to suit the lasts then in vogue. We cannot afford space here for a description of all the subsequent markers produced, but the following is an account of a “Modern marker” designed by the writer of this section. M AKING THE M ODERN P ATTERN M ARKER This marker is based on average requirements, and is a modification of Mr. F. Y. Golding’s pattern marker.* * The Manufacture of Boots and Shoes, p. 172. 74 BOOTS AND SHOES Its chief object is to eliminate mistakes in standard construction and the use of mathematical tools. It is suitable for ordinary standard construction as well as bespoke work, and, moreover, its use saves time. It can be used for all the designs shown in this section, and by its means we can cut a standard without having the last at hand. 8 I0 9 8 7 6 5 4 3 2 I I 2 3 4 5 6 7 8 9 I0 ° 70 ° 45 ° 40 42 ° 35° I00° 5 6 7 TH 4 32° 30° 3 BC 6 Q 5 2 6 5 4 4 3 3 I T 2 2 I II I0 9 8 7 6 5 4 3 2 I I3 I2 II I0 9 8 7 6 5 4 3 2 I 0 A I J 0 I 2 3 4 5 6 7 8 9 I0 II I2 I3 I 2 3 4 5 6 7 8 9 I0 II C B F IG. 46. M ODERN M ARKER On this marker the toe-line is T, the joint-line J, the long-heel positions 30° to 35°, and the heel angles 40° to 45°. The angle of 70° is for indicating from the top of the long heel a line cutting the heel-line and giving the heel measure of the pattern (see Fig. 46). The angle of 100° is the angle applied from the back of the ankle-line to give the measure at the top of the leg. The scale at the top is for applying the ankle measure when used for bespoke measures. The scale on the right side is an ordinary inch measure. In using the marker the joint-line is taken in relation to the length of the foot. The cut-out portion Q, at the top edge, is a guide for OTHER DESIGNS 75 designing men’s shoe quarter curves, the lower edge for women’s, both for average purposes. BC is an average back curve, and TH the curve at the front, between the instep and the ankle, and used as a French curve. Further additions may be made to the marker by marking useful data thereon, such as last measurements, etc., for easy reference. T O C ONSTRUCT THE M ARKER Make the base-line 13 in. long, and the line at right angles 9 in. high (see Fig. 46). C from B equals size 11’s adults, the net length of a standard length last, i.e. 12 in. Indicate the inside joint-line J (at an angle of 65°) for size 11’s. This position is found by taking the length of the last as 12 in., less three sizes, which gives the length of the foot and leaves 11 in. As five-sevenths of this for average purposes gives the inside joint position, which is fairly constant, J would be as 7 67 in. from B. From B indicate 0 as 2 21 in. away from J. Size 0’s infants’ equals 4 in. of the standard length last, and this less one and a half sizes gives the length of the foot. To find 0’s on the left, apply 1 21 in. from J. This with the 2 in. to the right makes the standard length last for that size as 4 in. 1 2 Divide 0 to C and 0 to B into twenty-four equal spaces to give the necessary twenty-five sizes, 0’s infants to adults’ 11’s. Make J line 3 58 in. long, and T line 2 34 in. long. Indicate lines from B at angles of 30°, 32°, 35°, 40°, 42°, and 45°. The length of the 45° line is 7 41 in., that of the 40° line 8 21 in., and that of the 42° line 7 58 in. Make the top line approximately 5 41 in. at 95° to CB. 76 BOOTS AND SHOES Design or trace the curve TH, and connect from the 40° to the toe-line with a suitable back curve. On the joint-line indicate a half scale in inches. The toe-line T is made at an angle of 55°, and the No. 1 division is made 127 in. from the base, being half the joint measure with an allowance of a shoe size. Division No. 6 should be made 1 78 in. from No. 1, and the space between should be divided into five equal parts. Remove the portions where shaded on Fig. 46 to enable ready marking out. Make a half scale at the top of the marker. The marker should be made in zinc or pattern board. CHAPTER XII ALTERATIONS MADE FOR DIFFERENT MATERIALS, CLOSING OR LASTING PROCESSES WHEN dealing with the methods of standard construction described in the previous chapters, we have for the most part suggested that they should be produced to the last, without much variation, and that this normal standard would be suitable for the hand-lasted, machine-sewn method of attachment. Some modifications have been indicated, but we now wish to supplement this information to suit other special cases. The formes used in most cases were cut to the last in paper, on methods such as No. 1, No. 2, No. 3, and No. 5 described in Chapter I. In Nos. 3 and 4 we dealt with methods to arrive at the substance taken according to the upper to be produced. In this chapter will be shown how modifications can be made for the substance of the upper over that of the paper, the effects of lasting methods upon the pattern, economy practices, and so forth. Let us assume a pattern suitable for glace kid, and that when used for skins averaging 66 ft. to the dozen it is found to be economical. We now have to provide patterns for skins, say, averaging 40 ft. to the dozen. We have to realize that the smaller the pattern in relation to the size of the skin the better chances we have of getting them of the required quality. So when cutting up small area skins, vamps which are cut from the prime parts should be as compact as possible. This was hinted at when dealing with close wing goloshes. In cases where the nature of the material permits it, we may introduce more spring into the vamp, and thus 77 78 BOOTS AND SHOES close together the wings. In Fig. 47 this device is shown, where the vamp is pivoted at V and at the toe T a distance is selected above the normal S (according to the material), the broken line showing how the wings are brought closer together. If instead of increasing the spring of the toe the vamp crease-line below the normal is taken, we produce the opposite effect, and make the wings spread more, thus W V DT S DT S FIG. 47. SPRINGING VAMPS allowing the toe of one vamp to go into the cue of another—often an economical method of cutting rows of vamps from large sides of clear leather. Note that the more spring introduced the greater the length-line round the feather edge, and vice versa. The nature of the materials used for uppers, i.e. their substance and stretch, often means a different position of the vamp height, cap depth, and even in some cases the quarter depth, and pattern cutters have to be alert to anticipate these changes. A study of the substance tape and its underlying principles is therefore strongly recommended. The factory processes also require consideration, as ALTERATIONS FOR DIFFERENT MATERIALS 79 when uppers are “mulled” they give more, and patterns should be reduced accordingly. When cutting such materials as reptiles one is often compelled to reduce again the size of the pattern. This may he done by using a seamed portion just beyond the feather-line of the last cut from another material, and of course it goes without saying that the seam must not be visible when the upper is lasted. Patterns that are cut for paste-fitted methods of closing will not be suitable for holding together closing systems, but if constructed from standards based upon the substance of the upper, and the linings and fittings are made to fit the outside as required for holding together patterns, then the latter patterns can be used for paste fitting. When patterns are cut for stout upper materials not only are more seam allowances required, but also fuller measurements to provide for the increased substance of the materials. This shows once again the necessity for a study of the substance tapes. D IFFERENT M ETHODS OF M AKING Different methods of attachment and making demand modifications in the pattern to circumvent the effects thereof upon our normal standard pattern. For brief treatment we can classify the above as (a) hand-sewn, (b) hand-lasted as for M.S. and machine-welted, or (c) machine pulled-over. If a normal standard were used for all three cases (a), (b), and (c), the resultant upper when made would be different, even though we allowed over the edge of the feather different lasting-over allowances, and especially so if we cut from paper formes only. Hand-sewn work is drafted with the upper placed down the last, i.e. hoisted, so that the upper moves forward when lasting, and when subsequently pulled up, the position of the 80 BOOTS AND SHOES leg and long heel is retarded from the position the pattern designer wished it to be. For hand-lasted the “hoist” given is not so much—generally only lowered to just below the seat. Hence the distortion is not so great. In the machine pulled-over the seats are lasted as “seats-up,” i.e. they are tacked over at the seat first, and compared with the other K FIG. 48. SEATS-UP, NORMAL AND HOISTED methods just described, the long heel and leg are held back. The patterns have to be cut to recognize this fact. Fig. 48 shows a normal standard pattern in plain outline, and the broken line in front of the central line from the centre of the heel to the ankle has in the first instance been made 91 in. (or other amount necessary according to heavy or light materials) more forward. This would do for machine pulled-over. The other broken line has been carried, say, 91 in. backwards, and would do for hand-sewn horsed or hoisted methods of lasting. After this adjustment of the lines mentioned the normal standard construction can be proceeded with. At the instep K (Fig. 48) the effect on the long heel, ALTERATIONS FOR DIFFERENT MATERIALS 81 heel, ankle, and leg, as well as the leg position, can be seen when using either the smaller forme, mean, or larger, as mentioned in the description of standard construction. Hand-lasted for Machine-sewn and Machine-welted. The standards would be produced in the ordinary way, no modifications being required. Machine-drafted. The standards would differ from those for hand-lasted, the top forme being used for obtaining the long heel-line, and the system carried out as normal. This has the effect of automatically bringing the leg forward, and fitting the instep properly, otherwise, if produced from the mean of the formes, the upper would bind at that position, causing the edges of the upper to spread out like the wings of a “broody” hen. The leg position should not be confused with inclination. The latter means the relation of the front of the profile above the last to the ground, or the front line of the standard to the ground. Thus for men’s ordinary weight boots we have a backward inclination, for long work a forward inclination. Leg position means the relation of the leg to the foot-covering portion, and it is not only affected by the making, but by the type of foot and the pitch of the heel, a flat foot being suited by a forward leg position, an arched by a backward one. But if the system of pattern construction here described is used and the last is suitable for the type of foot, or the heel angle is made to suit the foot, this is automatically provided for. CHAPTER XIII CUTTING THE PARTS WHEN standards have been cut for the purpose required, the cutting of the sectional parts follows. These may be designed, of course, directly on the standard, as shown in many of our descriptions, or they may be cut separately, in which case they should be afterwards marked on the standard for useful reference. This will avoid any deviation from the salient features of the original when making further designs from the same standard. It also enables many of the sections to be standardized, and where press clicking knives are installed, keeps their number down to the minimum. THE VAMP For average purposes the vamp height, or depth, is fixed at, or near, the top of the joint-line. The wings of the vamp, if an ordinary curvature be used to connect the vamp height thereto, may terminate near the bottom of the instep-line. Often the same allowance made to increase the vamp height above the average is used to increase the wing from the average. By designing the vamp in this manner a ready means is afforded of producing vamps for other sizes by adopting the same proportions. For instance, if 41 in. above V is used for, say, size 4’s, and a size 7’s vamp is required to the same proportion, then 41 in. above V for size 7’s would give that proportion, so that when made up it will fall upon the same relative position on the last. This is often alluded to in certain circles as co-ordinated patterns. The vamp height V and wing length W having been 82 CUTTING THE PARTS 83 decided upon, connect them with a straight line, and then ranging between a half and five-eighths of this line VW will be found a suitable location for the vamp curve to pass through. If proportional compasses are not available to obtain this subdivision, then the proportion of nine-sixteenths often advised can be obtained by first of all bisecting VW, and then V V 3 I 2 V I V A W D W FIG. 49. THE VAMP subdividing this bisection into eight equal parts and marking through the first of the divisions. Having provided V 1 , by means of a line parallel to the pitch-line, make from W a line parallel to the joint-line. This is shown in Fig. 49. From V 1 , with radius V, make an arc V 2 , and from V 2 with the same radius make an arc which can be intersected with one using the same radius from V, giving V 3 . The intersecting arc is the centre for the vamp cue. When grading a set of patterns it is only necessary to grade V and V 3 , and the curve on each pattern can be quickly and accurately produced. The bottom, or wing, curve can be obtained in the same way by using the radius of WW 1 , as shown in Fig. 49. Of course, experienced designers would be able to sketch in the curves freehand, and in so doing express their own individual desires ! 84 BOOTS AND SHOES This method can be applied to a piece of folded paper by first laying the folded edge to the crease-line of the standard and pricking through V and W, and then designing on the folded paper. From the proportions given others may be adopted by adding or taking away fixed amounts to give the required result. THE TOE-CAP A straight cap must not be made simply at right angles to the crease-line, as when lasted the cap would make a bow or dip in Z X B UNDER LAY FITTING HOLE E Y FIG. 50. CAP DESIGN its centre. For average purposes the curve made can be obtained from an 8 in. radius; or a 6 in. radius may be sometimes used. If the depth of the cap is made two-thirds of the vamp depth it gives a good proportion, permitting of crimping between the vamp and cap height. Fig. 50 shows the cap curve being taken from a templet, XYZ. A winged cap can be produced from the straight cap, and is shown in Fig. 18, dealing with brogue shoes. THE QUARTER This is produced by marking through the standard, near V and W, and along the top and bottom, adding to the top any fold-over required, and to the back CUTTING THE PARTS 85 curve a seam according to demands. The vamp is taken and laid to the pricked marks near V and W, and the curve marked. An underlay is put on, fitting marks indicated, and the quarter cut out. Owing to its simplicity no illustration is needed. Seams can be added to the underlay at the bottom of the quarter-front for closing, when required. THE GIBSON OR DERBY TONGUE This is so clearly shown in Fig. 51 that little description is needed. The width of the tab from the crease-line may be 1 in., ” /I 4 B E A F C D FIG. 51. GIBSON TONGUE or one-quarter of the instep-line, and the remaining points can be obtained from the standard, except the top end of the tongue, which will be about 41 in. above the quarter. Another method is to cut the tongue so that it sits up. This is accomplished by making a curved seam from a whole-cut front and taking out a curve, in the same manner as was shown in connection with the side seam of the men’s slipper, except that the curvature is greater at the centre. This is often termed “drafting” the tongue. 86 BOOTS AND SHOES LEATHER QUARTER LINING Fig. 52 clearly shows the slit for enabling the lining to fit under the tab. This prevents the closing-room operator using her “discretion,” which may depend upon a whim of the moment. FIG. 52. QUARTER LINING The vamp lining may be produced as illustrated in Fig. 53, or if a whole lining is desired the procedure is as for cutting for a Derby boot. FIG. 53. VAMP LINING FOR DERBY CHAPTER XIV LINING PATTERNS THE cutting of linings and fittings is an important feature in modern shoe factory practice, as distinct from the older method used, when paste fitting was more in vogue. If the standards are produced, taking into account the substance of the outsides, or covers, then the linings and fittings must be suitably reduced to fit the covers; or if not, and the standards arc simply reproduced, then the linings and fittings will have to go to paste-fitters before they are machined, to remove the effects of the linings, etc., being as large as the covers. WOMEN’S BOOT LINING PATTERNS The width of the facing may be taken as 58 in., and allowances made for trimming or folding over. The depth of the top band may be as required, say, 1 41 in. If the facing goes to the top, as shown in Fig. 54, then the top band is provided with one-quarter of an inch underlay. If the top band is required for a button boot then it would be extended beyond that shown for the lace boot until it meets the quarter. The reduction at the back for the lining in relation to the standard is shown in broken line, and the pattern can be completed by reference to the illustration. DERBY BOOTS These fittings often cause trouble to those who are called upon to produce them for the first time, hence they are shown in detail in Fig. 55. The facing width is 3 4 in., graduated as shown at the 87 88 BOOTS AND SHOES bottom to, say, 1 in. The top band is made at, say, 1 in., and 38 in. up the front is allowed for the underlay of the D B 4 G 3 TOP B AND FACING H E C 2 FITTING MARK V M T I VAMP UNDERLAY N FIG. 54. FABRIC LINING I C H D F G S K J A B E W FIG. 55. DERBY LINING facing, where it passes over the lining. The other parts can be cut by reference to Fig. 55. When the LINING PATTERNS 89 linings are required, in section, the quarter is made with an allowance of, say, 41 in., and the vamp lining produced, as shown in Fig. 56. A straight tongue can be cut instead of the A D B C FIG. 56. DERBY FABRIC VAMP LINING varieties of half watertight or bellows by making sure that it is wide enough to fit under the tab properly. CUTTING SHOE LINING PATTERNS Machine-sewn, Machine-welted, and Hand-sewn. Let the continuous lines ACB, Fig. 57, represent the quarter. Then D must be located inside C, at the bottom edge, for average purposes (say a Persian lining) 41 in. for size 4’s, and other sizes in proportion. The amount of reduction varies according to the substance and stretch of the lining, e.g. a men’s size 7’s may have a russet lining, and would require probably 38 in. On the other hand, a women’s size 4’s, instead of having a Persian lining may be fitted with a white lamb; in this instance, owing to the stretch of the leather, 38 in. may also be required. D is located inside to permit of the insertion of the stiffeners without producing a fullness. Obviously, the thicker the stiffener the greater the reduction at D. When the position D is fixed, take the standard or quarter and connect from the top to D. The lining is prepared at the back. Turnshoes. Owing to these tops having the inside outside when on the last during the first lasting, no reduction is made as at D, but the back of the quarter is 90 BOOTS AND SHOES used net, or an addition is made as at E. The amount for average purposes is 81 in., graduated by using the standard or quarter from the top to E. (See Fig. 57.) A C D B E FIG. 57. QUARTER LINING I F F GI G FIG. 59 FIG. 58 INSIDE BACKSTRAPS FOR SHOES Fig. 58 represents a folded straight backstrap, for placing at the back of the quarter lining, and in Fig. 59 LINING PATTERNS 91 F and G show the shape required for the back after allowing for the stiffener, etc. Then by slitting the edge of the backstrap, as shown in Fig. 58, the curve that the backstrap will make when bent to its position can be obtained. Make the edge take to the quarter shape, piece by piece, and as it is adjusted mark its edge. The line obtained is the curve wanted, F1G1. The underlay to this curve is also shown in Fig. 59 in broken line. OXFORD QUARTER LININGS Take the quarter and put on the front and top curve the amount required for turning-in, folding, or seams. The front of the quarter lining should have added to it for the lining about 3 in. so as to prevent two seams coming together. 32 The back will require reducing in the lining to allow for the stiffener used and the stretch, or otherwise, of the material. (See Fig. 57.) LINEN VAMP LINING This is cut so that its crease is 41 in. below that of the vamp crease-line at the toe, to ensure a clear lasting lining. ALLOWANCES FOR EDGE TREATMENT In linings for held-together closing these allowances are important. For “ bagged” edges, where the quarters are closed together at the top edge, allow on the quarter the seam allowance. If the lining is to be pulled over inside a certain amount, add that, and put the amount both on the quarters and the quarter linings, so that they can be closed together—but the lining so cut must be reduced at its bottom edge. A rolled-over edge will require the amount given to be 92 BOOTS AND SHOES increased to allow for the roll-over, and whatever is allowed on the top, so the bottom must be reduced accordingly. ONE-BAR SHOE LININGS In Fig. 60 the continuous lines represent the lining, and the broken lines the standard. It is a leather quarter lining, with a fabric vamp lining. A LEFT TO PREVENT STRAIN IN LASTING V B D G J I V FIG. 60. LINING FOR ONE-BAR Mark round the standard, adding a closing seam at the back, and indicate the vamp curve V, D and V 1 , and the top of the under quarter as A. All trimming allowances are made where desired, if the outsides are turned in. The other details required can be easily seen from the diagram. If the lining is for sew-rounds or turnshoes, add to the outside of the quarter at the stiffener position the amount suitable, as the turnshoe is made inside-out, and the lining during the first lasting is outside. LINING PATTERNS 93 TOP BANDS, FACINGS, TONGUES, AND BACKSTRAPS These should present little difficulty in cutting, but as a guide to beginners, practical measurements for average requirements are here given. Top Band Depths. For leather work make the men’s 1 in. and the women’s 1 41 in., with children’s at 1 in ; for silks and poplins make deeper than this. For stamped top bands, the depth will be governed by that of the stamping or die. Facing Widths. For men’s these can be made 34 in., and women’s and children’s 58 in. For outside facings less is required, say, 58 in. for men’s and 21 in. for women’s and children’s. Tongues. (Full measurements, not the half-section only.) For men’s, 34 in. at the bottom, graduated to 1 34 in. at the top, is suitable for ordinary walking heights of boots. For women’s, make the tongue 34 in. at the bottom, graduated to 2 in. at the top, for a 7 in. boot. Make children’s 7’s to l’s 58 in. at the bottom, graduated at the top to 1 21 in., for 5 21 in. work. Backstraps. (For insertion inside and given in full measures.) For boots, straight backstraps, 21 in. top, 58 in. bottom; bottle shape, 21 in. top, 1 81 in. bottom; counter shape, 1 in. top, 4 in. bottom. 2 Note that the top band depths and facing widths given are net, necessitating allowances to be made for turning in or trimming. CHAPTER XV PATTERN ALLOWANCES FOR MAKING AND CLOSING Over the Formes for Method of Making. This is often termed “lasting-over allowance,” which is likely to prove misleading. Lasting allowance, strictly speaking, is the amount required beyond the innersole to give sufficient seam for the method of attachment. This amount varies, less being required for a sew-round upper than for machine-lasted. The provision to be made for the full lasting-over allowance for formes cut in paper is— (a) The substance of the innersole used. (b) The substance and “stretch” of the upper leather and linings. (c) The method of (attachment, as for sew-rounds, machine-sewn, machine-welted, and hand-sewn welted. One method of finding the amount required is by the use of substance “tapes,” which are cut from the same material as the lining and the cover, say, 21 in. wide, and stuck together under an inch tape. Attach the innersole to the last. Fit the tapes round the joint inches side outwards, similar to lasting, bending over the innersole with sufficient allowance for the method of attachment. Take the tapes off, and compare with the cover pattern at the joint position on the formes. The difference in measurement gives the extra allowance required for making to the feather edge. (See also “Cutting Formes,” Chapter 1.) Another method is first to make allowance for the substance of the outside, lining, and anything inserted in between (as side linings), and then to add the amount 94 ALLOWANCES FOR MAKING AND CLOSING 95 for making. This latter allowance varies according to the quality of the leather, its resistance, and breaking point, in pulling or lasting over the innersole. The amount also varies according to the district the shoes are made in, some preferring the uppers tight, others full. One reason given for the tightness is to obtain quality in lasting, and another to effect economy in the cutting. The two methods just described contain all the principles underlying the subject, but the general method adopted is to average all these requirements and express them in inches and fractions. AVERAGE ALLOWANCES OVER FORMES OR MEASUREMENTS OF LASTS The amounts given are for average purposes, and will require modification according to the inequalities in substance and stretch of the leather, the varying degrees of tightness required in lasting, and the different thicknesses of innersoles, etc. Sew-rounds. Women’s light glacé kid 163 in; patent 41 in. For turnshoes on the Goodyear principle, 161 in. extra to those given. Hand-sewn. Women’s light glacé kid 41 in; patent 165 in.; stouter leathers 38 in. Men’s glacé 38 in. ; box calf 167 in. Machine-welted. Women’s glacé kid 38 in.; Forepart, 21 in. to 169 in. round seats (nailed seats). Men’s glacé kid 21 in.; forepart, 58 in. (nailed seats). Machine-sewn and Littleway and Welding Processes, Machine-drafted, and Lasted. Women’s glacé kid 21 in. To 9 in. Men’s 58 in. Stouter leathers in proportion. 16 Machine-sewn Hand-lasted. Women’s glacé 21 in. Men’s in. Light riveted. Women’s 21 in. Men’s 58 in. Pegged seats 58 in. Veldtschoens, say 21 in. Poplins and satins at least 21 in. 5 8 96 BOOTS AND SHOES For heavy work, such as wax split and kip, 81 in. would be added to the previous amounts, and in some cases even 41 in., for example, for extra stout outsides and linings. ALLOWANCES FOR CLOSING SEAMS Seams are generally closed, lapped., welted, overseamed, or openstitched. Closed seams are those stitched as close as possible to the edges, providing the result is solid. Welted have a narrow welt of leather placed between the two edges while closing, thus adding to the strength. Openstitched are closed on the edges, with a reinforcement of webbing, and additional rows of stitching each side, as seen in the back seams of many boots and shoes. Overseamed seams are where the two edges are connected flush, and overstitched or “zig-zagged” as in a toe-joiner, underneath the cap. Lapped seams are seen where a vamp is stitched on top of a quarter, the portion under the vamp when stitched being known as the underlay. Allowances for Leather (average substance). Very light leathers for top bands 321 in. Glacé kid, cabrettas, and matt kid 1 in. Matt calf, patent sides, patent calf, imitation reptile calf, 16 reptiles, box calf, willow calf, black and coloured sides, and levants 121 in. Kips 81 in. Note that no allowance is required for overseaming. Allowances for Fabrics. Average linen 41 in. Satins, silks, and poplins according to the way they fray, at least 41 in. Felt cloth, canvas, and reinforced poplin 81 in. Felt linings 41 in. Underlays. For one row of stitching on vamps, quarter, or quarter linings 41 in. Two rows 165 in. To carry punchings, the underlays are governed by the width of perforation, from 38 in. to 21 in. ALLOWANCES FOR MAKING AND CLOSING 97 VAMP AND GOLOSH HEIGHTS OR DEPTHS In the absence of any fixed amount being given for vamp heights, we can with safety work to the top of the joint-line, at any rate for plain vamps. This gives a pleasing effect when made, takes cognisance of the bend of the foot, and is satisfactory when lasting. It is an especially useful rule when cutting to a new model. For vamps with caps, to give the best appearance the vamps should be made higher than when without caps. For men’s work, make the vamps 165 in. higher than the joint-line, for ladies’ 41 in., and for 7’s to l’s 163 in. higher. This usually gives the changed appearance desired for caps. If the work is quarter-over vamp, to maintain the same appearance when made as the plain vamp over, it is usual to cut the vamp 323 in. lower. Vamps for different heights of heels may require some modification, but if the system described in this section is strictly followed, the allowance is given automatically for general work, as the higher the heel the longer the pitch-line, and vice versa for a last of lower pitch. In this way the top of the joint-line is automatically regulated. CHAPTER XVI FINDING THE POSITIONS FOR THE INSIDE JOINTS, FOR STANDARD CONSTRUCTION, BY A GEOMETRICAL METHOD INSTEAD of making arithmetical calculations or having to resort to proportional compasses to obtain the five-sevenths of the length of the foot, the following method will be found useful. If a complete chart is made of all sizes any size required can at once be obtained. In Fig. 61 a double scale is shown made as follows: First draw a line GH, and thereon make as many equal divisions (of any convenient unit) as the range of useful sizes. In this instance twenty divisions have been chosen. Number them as shown from 4 to 11. Secondly, at size 6’s infants’ erect a perpendicular to the base, and make it one and a half shoe sizes (i.e. 36 in.). At the 7’s adults make another perpendicular equal to three shoe sizes or 1 in. Thirdly, connect the top of 6’s infants’ to the top of the 7’s adults’ by a straight line IJ. By making perpendiculars from the other divisions to the line IJ the relative amounts for the other sizes are obtained. This scale gives the amount for deduction from the standard length of last, and we can now proceed to show how the foot’s length is obtained. Make a line AB (Fig. 62) equal to the standard length of last to be used. Take from the scale (Fig. 61) the distance shown for the size required, and mark from A as AC (Fig. 62). Now we have to find five-sevenths of the line CB. To do this make a line CE 7 in. long at any convenient angle from C. Mark off F as 2 in. from C. 98 POSITIONS BY GEOMETRICAL METHOD A Connect B to E, and through F draw a line parallel to BE, cutting CB at G. GB will then be five-sevenths of CB. This method can be used for any size. By taking the results thus G K obtained for the smallest and the 4 largest sizes, placing the distances 5 I obtained on a straight line, and 6 subdividing them, we can produce a 7 8 scale for all sizes, handy for future 9 reference. I0 An alternative method for finding II the heel measure deduction for the I2 heel pattern-line from the I3 long heel measure is I shown in Fig. 61 by the 2 bottom scale. Instead of 3 using a line at 70° to the 4 long heel in standard 5 6 construction, Fig. 61 at the J bottom gives from the 7 8 base to the K line the 9 amounts that can be I0 deducted from the long II H heel measure to give the E pattern heel measure. 99 A C F G FIG. 61 At the 4’s infants’ mark up 81 in. as K, and at size 7’s adults’ mark up 38 in., and connect the points as shown. D PROPORTIONAL COMPASSES A proportional compass is a desirable adjunct in pattern cut ting and grading, and no modern FIG. 62 B 100 BOOTS AND SHOES pattern cutter should be without one. Such compasses are made divided for lines, plans, solids, and circles. For the present use, all that is required is one divided into “lines” only, and it will be found to be cheaper to purchase than a fully divided compass. By using proportional compasses, much guesswork and approximate methods will be obviated, such as folding pieces of paper to obtain proportions, and for those not sure of arithmetical calculation the chances of inaccuracy will be minimized. The compass illustrated in Fig. 63 has “line” divisions only, and the manner of using it is to manipulate the ratchetcontrolled nut A to the figure marked on the legs showing the proportion required. If, for example, the division required is one-third, then the nut would be POSITIONS BY GEOMETRICAL METHOD 101 adjusted to the one-third mark on the leg, and then tightened. If the legs at points DD are opened so that the distance to be divided is spanned, then the points EE would span one-third of the distance DD. Any proportion given in this section can be put on the compass for further use. For instance, if the large legs are opened to span exactly 7 in., and by trial the previously loosened nut is moved so that the short legs span exactly 2 in. at the same time, then we can scratch on the legs opposite the index two-sevenths, and that additional proportion will be available whenever required. If 9 in. in the large legs is taken at the same time as 4 in. in the short legs, we obtain four-ninths; 5 in. in the short legs and 12 in. in the long gives five-twelfths, and so on. If the compass is too small to span these amounts, then half-inches can be used, say 5 half-inches and 12 half-inches in the proportion just quoted. These compasses can be obtained in various lengths, but one not shorter than 8 78 in. is recommended. They can be purchased in brass or electrum from Messrs. Livingston & Doughty, Ltd., Leicester. BACK CURVES Back curves should not be designed geometrically as arcs of circles. It is better to use the back curve of the average of the forme as a French curve is used, i.e. select the portion required to suit the curve to be made between two points. The curve above the top of the last for a boot can be usually suited by using the forme curve reversed. In our standard construction system the full back curve varies from pattern to pattern, according to the conditions given in the proportions. It will be remembered that it is advisable to make a distance below the ankle-line equal to the making allowance. If, say, 21 in. 102 BOOTS AND SHOES is put below the ankle-line for the making, then a curve is obtained that will usually be suitable for the material used for the upper. If 58 in. below the ankle-line is used instead of the 21 in. then the curve best suited to the altered straight line will be more acute, and this is what is required for a stouter leather, which does not stretch so much in lasting as a lighter leather. The leg position varies in the boot pattern according to the heel angle and the height of the pitch, and therefore the distance at the back below the ankle will be higher or lower accordingly, thus providing for the altered curvature automatically. A flattish foot requires more curvature than an arched foot, and a high heel more than a low heel, and the system described in this section gives the constructions calculated to provide for these factors. Certain portions of the pattern give parabolic curves that can be selected when sketching in the curves of other patterns. They should, however, be used intelligently like French curves, and not simply copied between points without consideration of their continuity with the remainder of the pattern. CHAPTER XVII DESIGNING DESIGNING, in the meaning of originality, is in greater demand to-day than heretofore, especially in the ladies’ section of the trade, where “snappy” designs aid the selling department. To enable designs of new combinations to be balanced, the reader will have gathered from our description of standard construction the essential proportions of certain sections, and will be able to make new blends and sections that will not offend shoe-making principles. There are many so-called modern shoe designers who can draw a pretty picture of a shoe upon paper, but such designs very often are impractical for making shoes, because the vamp seams, say, are in the incorrect position to allow the last to be withdrawn, or to allow of the ingress or egress of the wearer’s foot. A sketch on the flat often looks quite different when placed round the last, so perhaps the safest method would be to last up a leather or linen cover upon the last, and thereon make the design by drawing the curves in pencil or ink, until a well-balanced shoe has been produced. After the design has been approved, the cover can be sectioned, and from the sections the pattern can be produced. If designing on the flat paper is preferred, then the different lines laid down during the exposition of the systems described in this section will, when used, enable us so to design our new shapes that we shall not venture so far from the conventional as to produce patterns that bear little relation to the essentials of pattern construction. When designing curves in the 103 104 BOOTS AND SHOES sections of the patterns, we should bear in mind the difference in appearance between the curvature on the flat and its relation to the curvature of the last. Designs with open cuts change their shape during lasting, and this fact must therefore be compensated for when designing. The nature and character of the materials used in the upper, and their effects upon the character of the design, call for attention. Curves when used must harmonize with each other and the last, and curves suitable for a small, slim-fitting last will require adjusting for lasts of a broader fitting. It does not even follow that designs suitable for one last will necessarily suit another. COLOUR SCHEMES Generally speaking, colour schemes are a matter of taste, for while one connoisseur may consider a certain combination good another will despise it. But a knowledge of colour theory is useful, and will prevent atrocious combinations. Primary colours are used in theatrical and infants’ work, but little generally. The best colours for average purposes comprise the secondary and tertiary, from which many tasteful combinations can be made. A good method of acquiring a sense of proportion relative to colours is to fold different coloured skins, and then lay them together and judge the effects of contrast or harmony. COPYING “SKETCH” DESIGNS Copying from one’s own sketches should provide little difficulty, but when a sketch from other sources is supplied, from which a pattern for a certain last is to be produced, it is not so easy. In Fig. 64 a sketch is given which it will be assumed has been handed to us to produce a pattern from for DESIGNING 105 the last supplied. If we have by us a standard for, say, a two-eyelet shoe for the same last, we can reproduce the outline of the standard, and first decide the vamp length by seeing what proportion it makes on the drawing. Its sectional proportion will give us what we require, because all lines visible on a section in its entirety can be proportioned to the FIG. 64 length section. Thus the vamp length, opening on the instep, width of tab, and back height can be so related. Proportions that go round the outsides of the lasts must be computed on the section, and the allowance for the perimeter of the last must be considered. Sometimes the task allotted is made more difficult by having fixed measurements supplied, together with a last not suitable for the design. COPYING A MADE-UP SHOE Proceed on similar lines to the previous description, but make use of tracing cloth or paper to obtain sections of the pattern. When using such rubbings, we must allow for any change in curvature caused during the lasting, or different size of last and shoe, and variations in the shape of the lasts. THE ART OF THE PATTERN DESIGNER It is claimed that if the subject-matter of this section be put into practice it will be found that we are 106 BOOTS AND SHOES proceeding on scientific lines and making a sound basis for future development. Undoubtedly pattern cutting is an art, and the ideal pattern cutter a scientific artist. To-day, he is called upon to make many more different designs than years ago. Not only does he have to design patterns on paper, which are affected by the after-processes, and therefore necessitate at least a theoretical knowledge of the various processes of boot and shoe manufacture, but he is expected to have a practical knowledge of the principles of closing and lasting. For no matter how artistic a pattern cutter may be in designing on a sheet of paper, if he does not understand the after-processes, all his great artistry will be defeated in the final results. The art of pattern cutting requires skill, anticipation, sound judgment, a cultivated style, and natural taste. Mathematics are no use without the art, hence the pattern cutter should be a scientific artist. “Pattern cutting is a branch of the industry that repays more than any other a careful theoretical study.” A certainty of fit should be the aim, and with the knowledge of the difference between the flat paper, the material used, and its stretch, and the difference in curvature when on the last or foot, the designer can proceed without undue worry to the production of further designs. CHAPTER XVIII LONG WORK STANDARDS THE term “long work” is used to describe all kinds of boots that fit the calf and reach above it. Most of them have closed-in fronts, i.e. no opening down the front of the leg, so suitable provision must be made in the leg for the passage of the long heel measure through the heel-line of the boot. Types that come under this heading are: Polo, Hunting, Riding, Butcher, Jack, Field Marshal, Jockey, Coachman, Napoleon, Mosquito, and Plain Regulation and Dress Wellingtons. The other kinds of long work are made with an open front, and are designed to produce a boot smarter in appearance and conforming more to the leg. They comprise the old Elcho type, now modified and known as Sportsman’s and Field boots. For the closed-in front designs a special last is necessary, or one fitted up and differing from an ordinary boot last. For long work the chief characteristics of the last are well-formed instep, full heel measure provided at the top of the comb, and straighter shape at the back. For Jockey and Coachman’s and similar types the last should not be too wide at the top of the comb, the idea being to assist the upper to stand up when made. There should also be a neat drop in the front below the instep. The waist should be flat and full on the outside, and the last should have a low pitch. A special characteristic of long work is the forward inclination of the front of the leg and the forward leg position, the former providing for the comfort of the wearer in the top front portion, and the latter allowing the back to be as straight as possible so 107 108 BOOTS AND SHOES as not to emphasize the calf protuberance, except in those specially fitted to the leg, such as the Field boot. JOCKEY AND COACHMAN BOOTS (Golding’s Automatic System) These designs can be cut from formes or cut direct to the last, according to circumstances and the experience of the cutter. Make the base-line BL and erect a perpendicular LU. Make the pitch-point P and indicate the height of the boot from P as required, say, for size 7’s or 8’s, 15 in. Make the pitch-line equal to five-sevenths of the foot’s length plus 91 of LP. Make the joint-line at an angle of 65° to the base-line. Trisect JP in I, and make the instep-line parallel to the joint-line. Place the formes in position as described for men’s boot standards, and trace round. Take the mean of the formes at the instep K, and make the long heel-line PK. Make the heel-line 8° more than the long heel, and its measurement the same as PK. Find the centre of the heel-line M, and through M erect a perpendicular to the base, making its height equal to half the heel measure. This is shown as X in Fig. 65. At H and X make lines parallel to the base. Indicate the calf-line height from the measure supplied by the measurer. If this is not available, estimate it by using the heel measure of the foot to give the calf position. Alternatively, eight-ninths of the heel measure of the pattern will give the approximate height of the calf. This height is shown as E, and through E make a line parallel to the base. At the front of the calf E 1 make 41 in. to the left, and connect this latter position with a straight line to H. This line provides the forward inclination necessary in long work. Make the line from H equal to 21 in. less than the heel measure of the pattern, and the line passing through X 41 in. less than LONG WORK STANDARDS 109 U I5 EI II E X C H K V M C P B J I FIG. 65. COACHMAN’S BOOT L I 110 BOOTS AND SHOES the pattern heel-line. Make the calf measure 7 in., and the top of the leg 6 7/8 in. If a line is made midway between the calf-line and the line through X, and its width made to the mean difference between the measurement of the calf-line and line X, then an additional line will be provided to help in shaping the back curve. Connect the back at C1 with a line to P, the pitch-point, as shown in broken line, and at the centre obtain C, and 1/8 in. away is the position for the curve to pass through. Note that the curve at the throat H should be very sharp, quite in contrast to short work. FIG. 66. FRONT CASTOR The calf measure includes the allowance for fitting over the breeches, which, of course, the measurer would provide for when measuring. G V K M M C E H A Z To obtain the height of the tongue of the front, one-third of the distance between the X line and the H line may be used. The side above M can be found as one- third of M to line HC1. The counter is taken as one-third of the H line to X, and the remainder of the pattern may be completed, as shown in the diagram, Fig. 65. To produce the casting or castor pattern, take a suitable piece of paper and fold it. Lay the folded edge level with the instep VK, and mark round. At the joint-line select a first point E midway VA, lower the front down to the crease-line, and mark out the forepart. Fit portion G below the crease-line at C. LONG WORK STANDARDS 111 Then reverse the tongue, bring it to the crease-line, and mark its outline. Leave on a little if the front is to be hand-blocked for the tack holes. (See Fig. 66.) To produce the counter pattern, take the crease-line of a folded piece of paper, and place it on the standard shown in Fig. 65. Allow for stiffener substance, and cut out as shown in Fig. 67. Jockey Tops. These are ” I generally bought all ready made, and are known as “Hubert” tops. They are made in various colours— white, apricot, pinks, straws, A J I2” I” B C I 8 4”to 5” I I” 4 I D S G FIG. 67. COUNTER FIG. 68. JOCKEY TOP natural, and browns—and two shapes are provided. The depths range from 4 in. to 5 in. (See Fig. 68.) The line J is the top of the standard, and the line along AB is the same in measurement so as to fold over the top. Many other designs can be produced on the same system" as that shown in Fig. 65, for example, the Mosquito boot worn in tropical climates. This, however, is produced without a counter or fold-over top. To keep out the pests a suitable net is attached. Jack boots are the same in design as Fig. 65, but with no 112 BOOTS AND SHOES fold-over top. Butcher, Riding, Hunting, and Polo boots can be produced as in Figs. 65 and 69. They should have high fronts and counters, and for Riding, Hunting, and Polo boots the back should be raised. In addition, for the Polo boot a buckle and strap of the measurement of the top should be A FIG. 70. LADIES’ RIDING FIG. 69. BUTCHER attached to the back. The strap A in Fig. 69 is not designed for Riding and Polo boots. Ladies’ Riding boots can be cut as shown in Figs. 65 and 70, the latter indicating the style. No fold-over top is necessary. Such boots may be produced in all patent or morocco legs and patent front and counter, with the front and counter designed lower in proportion. The Newmarket design can be based upon the system shown in Fig. 65, a small band of leather being LONG WORK STANDARDS 113 substituted for the fold-over top. The leg portion would be cut from drab cloth. In Fig. 71 is shown the Field Marshal or Napoleon top. The front is cut high enough to reach the knee, and the back low enough to come under the bend of the leg. The knee can be taken as, say, 19 in., with 4 21 in. less for the back. The Hussar boot top is shown in Fig. 72, and is cut like the Jack boot. The curvature of the top is different from that of the A FIG. 71. NAPOLEON FIG. 72. HUSSAR Napoleon. A regimental curve is shown in broken line in the same figure. W ELLINGTONS In the plain, or ordinary, Wellington, there is no seam at the back or front. The seams are made instead at the sides, at the inside and outside of the leg and foot. When made such a seam appears straight, but in the pattern this is not actually the case, as a piece is removed from the bottom to about the ankle height to give it a draft. The top of the seam is also drafted to prevent the top of the leg being too large or baggy. The standard is constructed similarly to that for the Jockey or Coachman’s up to the heel-line. The height of the back is made from P to about, say, 14 in. The calf position and its measurement were described when dealing with the Coachman’s, and do not therefore need repetition here. The forward leg position is provided for, and the top of the leg is made to the same measure as the calf-line. Allow beyond P for the 114 BOOTS AND SHOES stiffener, etc., and connect the latter position with a straight line to the calf-line, and. so to the top. The standard can then be cut out. Bisect the calf-line in Z (Fig. 73), and through this point make a line at right angles to the base-line for the side seams. Where it cuts the top line, place equally on either side half the amount required to reduce the top to less than the calf measure of the pattern, and curve this reduction, as shown in broken line in Fig. 73. The gusset or draft curve at the bottom of the seam line can be taken as half the length of the foot from the base-line, and at its centre the curve shown is 163 in. This is its maximum, and it is reduced gradually each side, as shown in Fig. 73 by broken lines. After these broken lines top and bottom have been removed, we can next proceed to obtain the blocking pattern for the front as previously described for blocking or casting-out patterns. The back is produced by using a folded paper and placing the fold level with the back line. Seams are added at the sides as required—if for hand-flat seam none will be required—and when closed a closing seam on the front and back of the side seam. A welt is sometimes inserted when closing, but this does not add much, if anything, to the seam allowance. A top lining and counter and side lining are provided if the legs are unlined, but the design is often leatherlined, according to the materials used for the outsides or covers. The amount of 163 in. given for the draft would be for stout work. For lighter leathers it can be increased to 165 in. DRESS WELLINGTONS This boot often forms part of a military officer’s outfit. The leg portions are made from morocco, and the fronts and outside counters from patent leather. LONG WORK STANDARDS 115 I4 ” H A B Z E T P S FIG. 73. WELLINGTON 116 BOOTS AND SHOES The standard is produced on similar lines to the Wellington, and the front and counter are similar to the Coachman’s design. The top is generally straight, but can be designed as shown in Fig. 74. FIG. 74 HALF-WELLINGTONS These are designed as for Wellingtons, but are cut lower in the leg and may have curved tops. FIELD OR SPORTSMAN’S BOOTS This style of boot was originally designed as an improvement on those already in existence. At that period most long work was closed in down the front, necessitating a fullness in the back of the leg, to permit of the passage of the long heel. The introduction LONG WORK STANDARDS 117 of the Field boot enabled a pattern to be produced that conformed more to the shape of leg at the back and front, and thus presented a smarter appearance. Cut with the four-fold tongue, it makes a water-resisting boot for sporting purposes. During the War there was a great demand for this kind of boot, both for officers and men. Some were of the plain Derby design, others had a golosh as well. Fig. 75 represents a Mounted Field boot. Generally three rows of stitching are made to attach the quarter to the vamp. The legs are lined or unlined, according to the substance of the outsides. Originally they were cut from brown or black hide, but nowadays they are cut from various leathers. Formerly, the top of the leg was made parallel to the ground; now the back is FIG. 75. MOUNTED FIELD raised, giving a better BOOT appearance to the shape of the calf. The characteristic of the boot is the four-fold tongue, which requires an allowance to be made in the standard, from the vamp height upwards. To obtain the best fitting calf, the position from the ground should be ascertained when measuring, as the calf and its shape fluctuate considerably. In the absence 118 BOOTS AND SHOES of this information one must perforce work to an average proportion. To construct the standard, proceed as given for men’s I5” Y W H K I H I V R Y M P J FIG. 76. FIELD BOOT standards up to the long heel-line K, which is increased to allow for the tongue according to its substance, say, 81 in. This is shown in Fig. 76. Make the LONG WORK STANDARDS 119 pattern heel-line at 10° more than the long heel, and obtain its length from the long heel-line by making a line from K at 70°, adding for the increase caused by the tongue substance. Bisect the heel-line and erect a perpendicular equal in height to half the heel measure as Y. On either side of Y make one-third of the long heel-line, which includes the allowance V I H D G H I FIG. 77. FIELD TONGUE for the tongue. From H erect a perpendicular to the base-line, and indicate the height at the back, say, 15 in. Find the calf position as given in the description of the Coachman’s boot. At the front of the calf-line indicate 41 in. for the forward inclination. The calf measure an be taken as 7 in., and the top of the leg as 6 34 in. Raise the back at the top, as shown in Fig. 76. The rest of the design can be completed as described for men’s Derbies and shown in Fig. 76. The marking pattern for the four-fold tongue is shown in Fig. 76, where H to H 1 is taken as two-sevenths of the heel-line. Transfer the same width for the top of the tongue, or if a wider tongue is required make the 120 BOOTS AND SHOES top equal to one-third of the top of the leg. The rest of the construction can be followed from the illustration. Fig. 77 illustrates how the casting-out blocking pattern is I 3 7 FIG. 79. GUSSET AND STRAP 3 of height II2 I I II2 FIG. 78. OPEN TONGUE, FOUR-FOLD FIG. 80. THREE STRAPS obtained, and Fig. 78 how it appears when cut and opened. For economy the tongue may be pieced between the heel and calf positions. ELCHO BOOTS The foregoing description will also apply to the cutting of the Elcho boot, which has a front strap fitted down to below the calf, the strap being widened LONG WORK STANDARDS 121 at its termination to provide for the width of the tongue. In Fig. 79 the broken line shows the gusset and its position, together with the strap. Alternatively, three straps and buckles can be provided, as shown in Fig. 80. To block a four-fold tongue the two outside edges should be closed together before blocking, and then the blocking of the doubled material proceeded with as though it were only one piece. After blocking, the seam allowance should be removed. CHAPTER XIX BOTTOM STOCK PATTERNS THE cutting of bottom stock patterns is a very important adjunct of pattern cutting, because the design of the shoe is incomplete unless the bottom stock design balances with that of the upper. It is just as important that components of bottom stock should be suitable for the last as that the uppers should be fitted to the last. Economies in materials and labour and even in dies, knives, lasts, moulds, etc., can be sought for, if the same discretion and thought is introduced into the production of bottoming patterns as is generally adopted for uppers. Insole and outsole knives bought already designed to save trouble are often the cause of endless after-troubles. It is not enough to buy good moulded stiffeners if they do not fit the lasts or do not lock in with other components. In the hand-sewn method of attachment insoles are blocked and shaped to the last, but each worker puts his own design into such a shape—a condition of affairs not tolerable in a fa.ctory. Therefore, knives are produced to fit the lasts, so that all insoles shall be alike, and to obtain correct knives correct patterns must be produced. INSOLE PATTERNS The method employed by the hand-sewn maker—except perhaps the blocking—can be used to obtain the first pattern or model. Or a piece of suitable paper can be fixed to the last, and a small piece of sandpaper passed sharply over the feather edge to give its outline. A fine file can be used, but often this 122 BOTTOM STOCK PATTERNS 123 leaves the shape with a rough outline that requires reproduction. Last-makers are often able to supply the shapes that were used for cutting the plates of plated lasts, or those used for finishing the bottom, and after testing these to the last, they may be used for producing insole patterns for bottom stock, or, better still, the insole shapes may be first designed and lasts made to fit them. To cut an insole to a last see, in the first instance, that the outline of the feather is distinct, and if it is not mark on the last its outline in pencil. If the last is for machine-sewn the plate on the bottom may be taken for the outline required. If the waist is not defined but the forepart and seat are clearly defined, then it is best to reproduce first what is defined, and afterwards design the waist to taste and circumstances. The method of taking an insole pattern from a plated-bottomed last will first be described. Take the last and lay it over a rough-casted piece of suitable paper. Raise the paper at the toe to the last, and while in this position mark the outline of the last, leaving a margin of 81 in. If more is left on the shape it will not be likely to be so accurate as when little is left on. Once the forepart outline is obtained proceed to the seat and perform a similar operation, i.e. mark round the seat, leaving a margin of about 81 in. Rough out the waist as near as possible to the iron plate previously mentioned. Affix the paper to the last by using tacks supported with washers (leather or paper), and make sure the paper is laid to the last without transverse twist. It must be in a flat plane. When well fixed, the paper which projects 81 in. over the feather at the forepart and seat should be sharply pushed over without disturbing it, the left hand being used to support the tacks. 124 BOOTS AND SHOES The waist may present some difficulty, depending upon its “drop,” and also on the closeness of the roughing-out of the paper to the actual outline. If this difficulty is present, a few slits can be made, as shown by A and Al, Fig. 81, taking care that they do not enter into the area to be occupied by the shape. This will enable the paper to be rubbed over the outline of the waist. After the outline of the forepart, seat, and waist has been taken, the paper is removed from the last and cut out carefully. It is better to cut to the outline that was next to the last, rather than the outside outline, to avoid the error due to the thickness of the paper used. If the last is a wooden model without a plate, the forepart and seat should have their outline clearly marked. Then proceed to take the insole, as described for the plated bottom, as far as the forepart and seat are concerned. When this has been obtained and removed from the last, it may be cut out and the waist designed. The design of the waist is conventional to a great degree. It is customary, for instance, for heavy boots to be made with wide waists, while lighter boots are made with narrower waists, because the function of the waist is to hold the forepart and seat together, and not to fit the curvature or support the arch of the foot. Further, it is customary to make waists vary according to the height of the heel of the shoe; the higher the heel the narrower the waist, and vice versa. This rule is often modified, as for instance in a ballet shoe with no heel, where the waist is very narrow because the foot in dancing assumes the digitigrade, and has the effect of a high heel. As a guide to this subject we show in Fig. 82 an illustration of a shape taken from the last and cut out to the forepart and seat, with the waist left to be BOTTOM STOCK PATTERNS 125 designed to blend with the forepart and seat. A skilled designer would be able to do this by merely sketching in, or even in some cases cutting it out according to his cultivated taste! The beginner, however, should make the centre of the toe and seat connect with a straight line, as shown in Fig. 82, I X 2 X B I A 3 F A K W G E 4 FIG. 81. INSOLE C D FIG. 82. WAISTS and draw a line at right angles to the centre line, at the waist position. This can be located, as explained in relation to Fig. 83 if so desired, and E located between B and D with FE at right angles. From point W in Fig. 82 distances of, say, 81 in. (or 91 in.) should be made. Four such distances are shown. The first division gives a position for 1 in. heels, the second for 2 in. heels, the third for 3 in. heels, and the fourth for ballet shoes. The outside waist has been drawn through the third division to show the idea. 126 BOOTS AND SHOES The outside of the waist having been determined, the next step is to obtain the inside. The waist width may vary from one-half to seven-eighths of the seat width, the former for ballets and the latter for, say, men’s. For average purposes, say, 1 21 in. heel, women’s insole waists are made three-quarters of the width of the seat, i.e. if the width of the seat be 2 in. then the waist width will be 1 21 in. Fig. 82 shows the inside waist completed. It must be understood that this is given as a guide only, as the waist is largely a matter of design. T HE O UTSOLE P ATTERN Outsole patterns are still required in shoe factories in spite of the introduction of the rough-rounder and the use of master knives. For machine-sewn and other work produced in mass quantities, it is the most economical method to cut outsoles by press knives. Certain factors require consideration. Firstly, an allowance over the insole has to be made for the substance of the upper, its lining, and insertions between the lining and outside, such as puffs, side linings, interlinings, and stiffeners. Often a reduction has to be considered for the thinning of the materials caused when stretching in lasting. Secondly, beyond the upper an allowance has to be made for the width of welt to be shown when the boot or shoe is made, and we have to consider in this connection the effect upon its apparent width due to the flatness or bevel of the welt. A narrow welt looks wider if it is cut out at an angle in finishing. Thirdly, an amount has to be removed during the finishing process, this being at the minimum when highly-skilled labour and good preparation conditions are in vogue, and at the maximum with careless preparation and poorly-trained and inefficient operators. A fourth factor can be touched upon in passing, BOTTOM STOCK PATTERNS 127 namely, the provision for badly-designed lasts and the wearers’ habits. This often means an addition to the outsole, for treading over during wear at certain spots, such as the outside joint. In workshop or factory practice it is customary to aggregate these allowances into “averages.” and apply them—often without any consideration of how they were compiled—direct to the insole concerned. Allowances for Substances of Uppers and Insertions— Average Toe . Forepart Waist Seat . . . . . . . . . . . . . Men’s . . . . . . . . 1 8 3 32 3 32 ” ” ” 1 ” to 16 ” 8 Women’s 1 12 1 16 1 16 1 8 ” ” ” ” Allowances for Width of Welt over above allowances— Men’s Blind welt . . Close weltt . . Medium welt . . Half-wide welt . Full welt . . . Medium-wide welt . Wide welt . . Full-wide welt . . . . . . . . . . . . . . . . . 1 16 2 16 3 16 4 16 5 16 6 16 7 16 8 16 ” ” ” ” ” ” ” ” Women’s 1 32 2 32 3 32 4 32 5 32 6 32 7 32 8 32 ” ” ” ” ” ” ” ” Allowance for Finishing. This will vary from 321 in. to 81 in. according to workmanship, stock preparation, materials, etc. Prepare the insole pattern, if it has not already been done, by finding the centre of the toe and the centre of the seat, and connect by a straight line PT, as shown in 128 BOOTS AND SHOES Fig. 83. Indicate J by taking five-sevenths of the length of the foot, plus 181 in. for each 21 in. of pitch of the last. (For 1 21 in. heel this distance would be approximately two-thirds of the standard length of the last.) Indicate S as one-sixth of the T I 2 A 3J A 4 2 I J I 3 5 W 6 4 7 S 5 8 P FIG. 83. OUTSOLE FIG. 84. SEW-ROUND SOLE length of the foot. Both these positions are located from P. The waist position line can be obtained by taking half the distance between the tread-line J and the seat-line S. Lines at right angles to PT should be made across the insole shape at J, W, and S, as shown in Fig. S3. J 1 is obtained by making a line at 15° to the line J. Having thus prepared the model, trace its outline upon a suitable piece of paper, and then add the total allowances, given in the tables above, to the toe, forepart, seat, and waist. After the allowances are placed BOTTOM STOCK PATTERNS 120 to the credit of the respective parts use the innersole pattern as a French curve is used, blend the allowances into one another in an artistic manner, and then cut out the completed outsole pattern. SEW-ROUND OR TURNSHOE SOLE PATTERN For this method of attachment no insole is required, the upper being sewn to the sole and then turned. The space between the two seams is filled by what is known as a “filler.” The sole is produced in a similar way to that described for the insole, except that the allowance made from the feather edge of the last is more uniform than when casting out the paper for the insole. The allowance beyond the last for the forepart is 81 in., and 61 in. for the seat, with the waist blended into them. The allowances given would be suitable for glacé kid. To obtain the “filler,” an allowance of, say, 165 in. can be marked inwards from the sole edge. (See Fig. S4.) For wood heels, excepting the Louis heel, omit the allowance given at the seat. Instead place the heel on the sole shape and mark its outline. Remove at least 163 in., but if the heels are to be attached by the latest machines on the market more can be removed. (See Fig. 85.) Sole for Louis XV Heel Sew-rounds. The sole is produced as described for the turnshoe. It is split at the seat, the flesh portion going under the heel and the grain portion up the breast of the heel. The seat portion is removed to the shape required for the breast of the heel, as shown in Fig. 86. MACHINE-SEWN LOUIS HEEL When cutting the sole pattern for this class of work omit the allowance at the seat except for the substance 130 BOOTS AND SHOES of the upper and stiffener. Place the heel on the pattern and take the shape of the sides and the top. This may be rounded, as shown in Fig. 87. When the leather is split the part shown in broken outline is used for the attachment of the heel. When the height of the heel to be used is greater than can be obtained from the ordinarily cut sole, such as would be the A A P FIG. 85 FIG. 86 FIG. 87 case with a 3 in. Louis heel, an allowance must be made on the outsole for the lengthened breast of the heel. MACHINE-WELTED OUTSOLES Patterns for soles to be used for machine-welted can be produced, but an additional allowance should be made for rounding the sole to the welt after attachment and before the stitching is done. SOLE CASTORS Sole castors or block knives, for soles and insoles, often called master knives, are greatly in vogue to-day. Compared with cutting by the direct method by means of knives or dies, they are preferable for finishing purposes. Ordinary press knives invariably produce one of the soles with a slight bevel, and therefore in comparing the finished soles of a pair often one is BOTTOM STOCK PATTERNS 131 found to be a fraction less in measure than the other. By the castor method the soles are first cut by a press knife, and then rounded by machines of the Julian, Planet, or Champion type. This rounding results in a square edge for both rights and lefts (See Section V, on Materials for Bottoming for method of producing master knives.) MIDDLE SOLES These are often alluded to as clumps in some centres of D C E A FIG. 88. MIDDLES manufacture. They may be cut as “throughs,” that is from the toe to the seat, or as half-middles. The pattern for a middle may be produced from the outsole pattern, adding below A, in the waist, 21 in. for women’s and 58 in. for men’s, or, better still, an amount to bring the middle well back past the joint-line—shown in Fig. 88—to allow for skiving, which will be according to the substance of the cut middle. The graft may be straight or curved for interlocking 132 BOOTS AND SHOES purposes. If the leather to be used for middles is soft or inclined to shrinkage it would be well to allow for this by cutting them fuller at the forepart when taking the pattern from the outsole. About 161 in. should suit average conditions. Skeleton middles can be cut to interlock for economy, as shown in Fig. 88, C D E. (See also Section V, on Materials for Bottoming.) SHANK PATTERNS These are endless in variety of shape, but should all be cut to go under the heel and over the middle sole, and skived accordingly. A SEAT PIECES B C These arc used for common imitation Louis heel work, the length being approximately one-quarter the standard length of last, and the width the same as that of the innersole. The sole is not split to go under the heel, therefore the scat piece is made as described. SOCK PATTERN D Sock patterns are of varying lengths, the two principal types being the full-length sock and the seat sock. In the diagram, Fig. 89, the continuous lines show both kinds. For the full-length sock, for ordinary boots, shoes, and slippers, A would be 61 in. FIG. 89. THE shorter than the innersole, thus allowing a SOCK certain amount of freedom when fitting the sock. At the waist BC 81 in. can be added, graduated from the joints to the seat. At the seat, should the leather of the insole spread when the BOTTOM STOCK PATTERNS 133 heel is attached, a corresponding allowance must be made. For seat socks, D can be located from the back as one-quarter the standard last’s length, whilst waist socks can extend from the back to the usual tread position, or the position where a middle sole would finish. STIFFENER AND SIDE LINING PATTERNS Stiffeners and side linings support the hinder portion and sides of boots and shoes. Formerly, the leather for the stiffeners and the leather or fabric for the side linings were given out unshaped, the maker having to shape them himself. The general rule now is for the stiffeners, or counters as they are often called, to be supplied for making already skived and moulded to the required shape. This method in contrast to the previous practice is economical, and more uniformity in results is achieved. On the careful construction and selection of a stiffener a good deal of the success in boot and shoe manufacturing depends. Stiffeners. Generally speaking, stiffeners are made by firms specializing in their production. They are moulded and skived, and a position is indicated at the seat for centralizing the stiffener when lasting. Stiffeners vary in shape, even for one style of design. They range from a small sandal to a hunting boot, but typical styles arc shown in Figs. 90, 91, 92, 93, 94, and 95. Fig. 90 represents a boot stiffener for an ordinary style, such as for an Oxford style of vamp. Fig. 91 is a golosh boot stiffener, the height of which is governed by the golosh depth, which varies (see Goloshes). Fig. 92 is a Derby stiffener, the front portion following the line of the quarter, but sometimes the corner at the top is rounded. Fig. 93 is an ordinary shoe stiffener, 134 BOOTS AND SHOES G FIG. 90. ORDINARY BOOT STIFFENER FIG. 93. SHOE STIFFENER H FIG. 91. GOLOSH STIFFENER I FIG. 94. COURT SHOE STIFFENER J FIG. 92. DERBY STIFFENER FIG. 95. CUT-OUT STIFFENER BOTTOM STOCK PATTERNS 135 Oxford style, and would be less in measure at G than for a boot, so that it readily fits snug to the last at that position. In Fig. 94 is shown a court shoe stiffener. This should not be cut too short in length, and adequate support must be given at the sides. For a whole-cut court it is made longer on the inside as H, the outside being shown by I. In Fig. 95 is shown a sandal B G H I F S D C A FIG. 96. DESIGNING A STIFFENER type for a cut-out quarter. At J it must be cut to clear the cut-outs in a practical manner. Method of Designing a Stiffener. The lengths of stiffeners range from one-half the length of the standard length last down to two-fifths, the latter proportion being an average. For sandals that have cut-outs, and cheap forms of canvas shoes, the proportion may be less than two-fifths. Fold a piece of paper as AB (Fig. 96). Make the line CD equal to two-fifths of the last’s length. (This, for size 5’s adults’, would be 4 in.) Make S to D equal the making allowance, and D to H the height of the stiffener, i.e. one-fifth of the standard length of last. (For size 5’s this equals 2 in.) Make a line at 136 BOOTS AND SHOES right angles to AB through H, and construct the parallelogram HDCG. To draft the stiffener remove 21 in. from C to F. I is made equal to one-fourth of the line G to S (see Fig. 96). Join up through the points obtained as shown, and a stiffener for an Oxford shoe is produced for hand-method lasting. Side Lining Patterns. Side linings are not so much in use as formerly, particularly in making women’s fashion shoes of the cheaper varieties. The use of a combined vamp lining A C B G FIG. 97. SIDE LININGS bought in rolls has been thought to give sufficient support to the sides of the shoe without adding side linings. A side lining pattern should be made to fit beyond the puff and stiffener, but where a toe-cap is used as well as the puff the side lining may terminate just under the cap. If the vamps (are stitched through, the side lining should be fitted to go under the vamp seam. AB (see Fig. 97) would be designed to meet the stiffener, whilst the average proportion from G may be 125 of the joint line. When cut for hand-lasting the side lining can be cut with spring, with the idea of ensuring a tension on the top edge, but for machine pull-over this should not be attempted. BOTTOM STOCK PATTERNS 137 T OP P IECES AND L IFTS Although simple, these seem to present difficulties to a good many. Top pieces and lifts required for men’s and children’s heels, which are mostly square, are easier to produce than for women’s, where the heels cover a variety of heights and shapes and economy of plant has to be considered. Where lasts are designed to factory conditions, and insole shapes are produced from which the lasts are made, a good deal can be done to help by certain standardizations of the rear portions of the lasts. There is no substantial reason, for instance, why all the back portions of lasts for, say, 1 21 in. heels should not be the same, and for other height heels the backs could bear some definite relation to the 1 21 in. heel last. To obtain the lift patterns it is a good practice to have the seat of the boot or shoe for which it is required to take off lift patterns shaped up at the seat of the sole in relation to its nearly finished form, and then to build a heel in leather or pulp board of suitable substance. Shape the heel desired, knock the lifts apart, and from each take a pattern, numbering these from one onwards. In a good many heels several lifts will be found to be duplicates of their neighbours, and these duplicates can be eliminated forthwith. Take careful patterns from those remaining. The seats of the outsoles of the larger and smaller sizes and the outsole used for building the lifts can be taken and compared with the model, and it should be easy from this comparison to obtain the bottom or seat lift for all the sizes concerned. Of course a similar heel to the model can be produced for the largest size, and that taken apart and used for comparison. When this is done the largest and smallest lifts can be selected and then the intervening lifts produced. 138 BOOTS AND SHOES Make an outline of the largest lift B, with an allowance for trimming, say 161 in. or so, and. inside this largest lift mark the smaller lift CD. By using a centre like A in Fig. 98, radiating lines can be cut through the principal curves of the two shapes as shown. The intermediate lifts can be obtained by subdivision. By using the central line AR only one-half of the B B A E D B F D C A FIG. 98. LIFTS C FIG. 99 lifts need be graded, as the paper can be folded when taking each pattern off and placed level with AB. For a non-symmetrical heel. proceed as shown in Fig. 99. The top pieces often bear no direct relation to the shape of the bottom lift, and are designed separately, but having obtained the top piece pattern and bottom lift for a particular heel the same procedure may be adopted as that described to obtain the intervening lifts. [It is, of course, possible to draw cross-sections of a given heel and divide them into sections with parallel lines of equal distance to the substance of a lift, and from these projectors to the base-line determine the outlines of each lift. This would be an exercise for the applied science class rather than for the average workshop, but if the knowledge has been acquired it is extremely valuable in designing heel lifts. ED.] CHAPTER XX GRADING PATTERNS INTO SETS TO grade (Latin, gradus, a step) is defined as “to arrange in regular series,” and this aptly describes what pattern grading is. It is the production of a series of patterns from the original model in a regular progression from that model, so that all the patterns resemble the model and yet conform to a regular increase. If patterns were produced individually to each last, even if such a system is used as has been described in this section (the best of its kind for the purpose), we should fail to produce that regularity desirable for modern patterns, and certainly it would take a much longer time than grading a set would take. But there would be compensating advantages. Should the lasts have been made with the same pitch and/or the same spring throughout the set, then our patterns would be suitable each for each. Of course such a result can be obtained by an application of the adapted geometrical system, which if properly understood can grade or hold up to any requirements demanded. By grading we maintain the characteristics of the original, and if the method of grading is properly selected, the boots or shoes will reproduce all the original features of the models as far as the grading of the lasts permits. To test this objective it is not only advisable to compare the extreme sizes on a set of graded patterns, but also to compare the made-up boots in the same way. Various methods of “grading” have been advocated and employed from time to time, but even in the hands of experts systems like the old one-sixteenth or 139 140 BOOTS AND SHOES “shifting” are found wanting, and leave much both in shape and measurement that cannot be commended. We therefore recommend what is known as the geometric, geometrical, or adapted geometric system. The principles are the same in each case, whatever the name used, and identical results can be obtained by using a radial tool, set-square, parallel rule, proportional compass, sector, pantograph or grading machine. The latter, however, is often supplied with gadgets to adapt the geometric to arbitrary deviations, to suit lasts and individual demands. Grading machines are considered a necessary proposition in modern factories with a fairly large output of patterns. Of these there are the Hartford, Preston, Reed, and Universal. All are the same in principle, being mechanical methods of giving geometric grades, with “hold-ups” where geometric increases are undesirable for one reason or another. Incidentally, there are large factories where hand-grading is still in use. It would, therefore, seem important that the principles of the geometric system should be mastered, because the machine has to be operated in accordance with its laws. If a pattern has to be graded by hand, and adapted to the requirements of the last grades, or trade customs, it is no use making such adaptations indiscriminately off the top or bottom of the pattern, whichever seems easier. Such adaptations must be made on geometrical proportions, or the balance of the pattern will be lost. The adaptations generally made are to fit the lasts, as they are graded, or not graded, to suit trade or factory requirements in the back heights of boots or shoes; to keep bars or straps the same width throughout all the sizes, so as to make one-size buckle do for the set, and so on. Let us further examine the geometric system so as GRADING PATTERNS INTO SETS 141 to arrive at its principles. If we wish for proportions based on the foot, then we must take the foot’s length to determine the ratio. If we take five-sevenths of the length of the foot and then straight away take five-sevenths of the length of the last, we are NOT using the same proportion in the latter case, because the last is longer than the foot, either a standard last, i.e. one that is marked what it measures on the size-stick, or an extended-toe last, i.e. one that measures more on the size-stick than it is marked. Sometimes the proportion cannot be taken from the foot or the last length. This case is where the proportion is of the perimeter of the last, i.e. the length of the forme. The reader is advised to take one-quarter of the length of the foot, one-quarter of the length of a last, and one-quarter of the length of a forme of the same shoe size denomination, and compare the results. It is thus necessary to adapt the regularity of the geometrical methods to meet trade requirements existing in the industry. When making such adaptations we should, as far as possible, adhere to geometric principles. Hand-grading allows this to be done with intelligence, but most grading machines have adjustments, which, in the hands of competent operators, enable such modifications to be exercised as desired. Folding machines, such as the Boston or Booth, are provided with templates, and to save multiplicity of dies this brings in a problem, but grading can be adapted to meet such rigid circumstances. G EOMETRIC G RADING The pure geometric system without any adaptation is not so extensively used as formerly, one of the reasons being the increase made in the joints of lasts to provide for the enlarged feet due to more walking and outdoor exercises, coupled with the spreading effect of 142 BOOTS AND SHOES lightly-lasted shoes and low cuts, courts, bar shoes, and such-like. To ascertain if the geometric system without adaptation can be used, take the measure of the joint of the pattern, and if it equals that of one-fourth of the standard’s length, with or without lasting-over allowance, then the geometric system can be used as far as the joint of the standard is concerned. If the length is to be increased one shoe size, the grade required for the joint-line is one-quarter of 31 in., i.e. 121 in. (We will discuss later if it is correct to increase the pattern by a shoe size when the pattern is longer than the last.) In the case of children’s and infants’, where the last grade is three-sixteenths, the ratio of the joint-line to the length of the pattern should be three-sixteenths if the geometric system is to be used. To obtain what the geometric system will give when using it without adaptation, we can make use of the following formula— Let L = the length of the pattern U = the length of unit W = the length of part G = grade of part then U ´ W L = G For example, let L = 12 in. length of pattern, W = 3 in. width of joint-line, and U = one shoe size if that is desired. Then 3 x 1 = 1, which divided by 12 = 121 in. 3 GRADING A SET OF OXFORDS GEOMETRICALLY Take the standard to be graded and closely mark its outline upon a sheet of paper, together with any parts that have to be graded. Fig. 100 shows a vamp VW marked on the standard. GRADING PATTERNS INTO SETS 143 Indicate a “radial centre” or “zone” as C. As the set about to be graded is to be strictly geometrical, the radial point or centre may be selected at any position, and the ultimate results will be the same, i.e. the grade is not influenced by the position I S R K V T C P X W J FIG. 100. GEOMETRIC of the radial centre. For convenience, however, the position selected is such that it cuts as many of the curves as sharply as possible. The centre of the back is selected in this particular case. From this radial centre C lines are drawn through all the salient parts of the standard, including the vamp height and G F A D E H C B FIG. 101. THE RADIAL TOOL wing, so that they may serve the double purpose of indicating the standard and the sections marked thereon. This is shown in Fig. 100. The next step is to make a radial tool. Let AB (Fig. 101) be made equal to the longest line of the standard. From B to C mark the length of the last. 144 BOOTS AND SHOES D from A is the lasting-over or making allowance. At A, D and C make lines at right angles to the base AB. On C make the grade used for last lengths, i.e. say, five shoe sizes, E. Connect E to B. and continue to F. Transfer DF to A and obtain G. Divide GA into five equal parts and join to B. When cutting out leave a portion of paper as H to protect the point B, and also to prevent the wrong edge of the “tool” being used. To use the radial tool, lay it on the standard so that AB of the tool coincides with CT of the standard. Where the base-line of the tool crosses the point T make a mark, and turn the tool at right angles to its base. The subdivisions at the folded edge can be transferred from T on the standard, three above and two below. Repeat this operation at all the other lines required. The illustration shows the application of the tool to the vamp height V and the folded edge. When the grades have been indicated at I, S, K, R, P, W, J, and X the “stencil ” is complete. To produce the several patterns from the stencil, take a suitable sheet of paper and lay it under the stencil. With a fine point, such as a needle, mark through the extreme outside points at the end of each radial line on to the paper below. Remove the stencil, and the holes on the under sheet are the positions of the largest-sized pattern. Repeat this with the second hole at each radial line on another sheet of paper, and the holes for the second largest size are obtained. Repeat for each of the other points in turn, and if the size is marked on each paper, as the points are indicated, it will be possible to pick out the pieces of paper with the holes showing for any size required. If the original standard used is duplicated by pricking through the holes on the stencil of this size, we can lay over the holed paper the original standard and mark GRADING PATTERNS INTO SETS 145 round. This will give a copy of the standard with half-holes where the lines of the standard pass through the holes marked from the stencil. Then take the holed paper for the size next largest to that of the standard (see Fig. 102), and, using the standard, mark, between each hole of the larger-sized paper, the curve of the similar part on the standard. Proceed thus all round till the next I S V T K R X P J W FIG. 102. ONE SIZE LARGER largest size is indicated. To obtain the next size larger repeat the operation, using the newly-found one size larger that has been cut out, as the standard was used, for marking out. For sizes smaller, proceed in the same way, only using the original standard on the size smaller for tracing purposes, and so on. The vamps are treated in the same way, but if desired it is possible to use the standards cut to obtain each of the bottoms of the vamp, leaving only the cue and wing curves to be dealt with as explained in marking out the standards. The vamp paper will, of course, be folded when pricking through from the standards, and it is advisable when the vamps are cut to mark them on their respective standards for future reference. The quarters, after the vamps are marked thereon, 146 BOOTS AND SHOES can be cut direct from the standard, and seams and folding allowances added as required. The underlay is obtained by pricking through the vamp graded holes, and then, by taking the vamp, correctly marking its outline on the quarter, leaving an easy way of providing for the required underlay. Linings. When linings cannot be produced direct from the standards, owning to some reduction having been made for holding together or stiffeners, such reduction can be marked on the standard before grading, or, better, the amount taken off the model standard can be taken off each standard in turn. This is easy to do exactly if the duplicated model is reduplicated with the allowance, and the allowance is cut off and used to mark all the other standards or parts. Although “fiddling” to hold, it is accurate, and will give the same allowance for the set as is required in the model. PROPORTIONAL COMPASSES FOR GRADING Prepare the stencil as far as the radial lines as described in previous paragraphs. Then take the compass (if long enough), and in the long legs span the length of the standard, while adjusting the short legs so that they span, say, three shoe sizes. Tighten the nut when this adjustment has been attained. From the radial centre in turn span the radial lines to where each crosses the outline of the pattern. Invert the compasses, and in the short legs will be found the required grade for the line spanned. After completion of all the lines, adjust the compasses to, say, three, and take each graded line in turn in the long legs. In the short legs will then be found the grade for one size. Mark smaller any sizes below the model as required. If short compasses are used, the radial point or GRADING PATTERNS INTO SETS 147 zone call be fixed, in the centre of the pattern, say the middle of line TC, in Fig. 100, and the lines radiated from that point. The compasses will then be adjusted to take, say, three half-sizes before the nut is tightened. Otherwise the procedure is as described for the longer compass. GRADING BY USING THE PARALLEL RULE Mark radial lines from a radial zone as previously I K K I V V I T T FIG. 103. THE PARALLEL RULE described. (A few are illustrated in Fig. 103 so as not to confuse the description.) On the radial line that passes through T indicate the number of sizes required to grade as T 1 . Close up the parallel rule, and make its top edge coincide with points T and V on the model. Hold securely the bottom ruler, and then move the top ruler so that it just touches T 1 . Where it crosses the radial line through V, V 1 will be indicated, the required grade for V. This is so because the broken line from T 1 to V 1 is parallel to the line from T to V. To obtain K 1 from K, proceed in the same way by placing the edge of the ruler at V and K. Holding the bottom ruler firmly, move the top ruler so that it just touches V 1 , and K 1 can be marked as the grade for K. Or make the top ruler coincide with T and K and move to T 1 when K 1 is found. If this does not give the same 148 BOOTS AND SHOES result, it will be because the bottom ruler has been allowed to slide when moving the top rule. Any two points on the model may be connected, and the same result will be obtained. The largest size is taken in preference to one size only, because any minute personal error made in, say, three sizes, is afterwards subdivided into three and not enlarged by three, as would be the case if only one size at the time were used. SET-SQUARES Two set-squares, or one set-square and a straight-edge, can be used in the same way as the parallel rule, and the same results obtained. Instead of the edge of the ruler, put the edge of one side of the set-square to T and V. Place another set-square or a straight-edge to one convenient side of the first set-square, and, holding the second set-square or straight-edge firm and still, slide the set-square forward till T 1 is reached. Where the moved set-square crosses the radial line through V, V 1 is indicated. The results obtained from the radial tool, proportional compass, parallel rule, and set-square are identical. This statement can be tested by using first one and then another on the same stencil. To obtain half-sizes the subdivisions should be increased accordingly. They should be in half-sizes, not, as is often done, over-sizing the quarters, for this is a bad policy. For whatever is gained in the cost of cutting the patterns is lost in the trouble in fitting the parts in the closing room, with often an ill-fitting result. Sometimes by the “geometric,” one may grade with the “turning-in” allowances on the pattern. The difference between what is required and what is produced is really inappreciable, for 81 in. in relation to the length of pattern produces very little increase in relation to the length grade. This also applies to bar GRADING PATTERNS INTO SETS 149 shoes that are not restricted to one width of buckles. For the slight grade, produced in the extreme sizes, it looks better than if the 7’s had the same width of bar as the 2’s. ADAPTED GEOMETRIC SYSTEMS The geometrical system can be adapted to comply with conditions demanded by non-proportional last grades, or the demands of fashion, trade customs, and other caprices. It is important to realize that adaptations must be properly made, so as not to upset the value of the geometric method. Take the standard to be graded, and mark thereon, if not previously done, the joint-line, the instep-line, the heel-line, the ankle-line, and the lasting-over or making allowance. The radial centre should be the pitch-point of the pattern P, as it is not desired to grade the lasting-over allowance. From the pitch-point make a line through the toe of the standard less the making allowances. Next make a line through the bottom of the joint-line, less the lasting-over allowance, J. Repeat this at the bottom of the instep-line I, and also draw radial lines through the other salient parts of the pattern, as shown in Fig. 104. Now proceed to the line passing through the bottom of the joint-line, and continue it towards the toe T. From the pitch-point mark the length of the last on this line as T. From the end of the toe of the standard, less the making allowances, connect to the end of the line indicating the last length T. Add on to the line from the pitch-point P, passing through the joint-line J (less making allowance) beyond where the last length is indicated T, as many shoe sizes as required for the largest-sized pattern to be graded, T 1 . From T 1 make a line parallel to TS, and T 1 S 1 is found. The distance S to S 1 can now be used 150 BOOTS AND SHOES to grade the position line J and I, and at the graded points found lines are made parallel to the joint and instep-lines respectively. From J 1 can be measured the joint-line from J plus the grade required to meet the adaptation. Connect the two joint-lines with a short line. From the new joint-line of the largest size make a line parallel to VS, and the toe spring of the pattern can be corrected for the adaptation of the joint as S 1 . I V S I V S I I I T JI I J T FIG. 104. ADAPTED The instep can be adapted in the same way, and also the heel measure if required, as the position is the same for the largest size as the model. To adapt the ankle and top of the leg make lines parallel to the lines on the model, and adapt them the same as was done for the joint and instep. The lasting or making allowance is marked on J and I, and also on J 1 and I 1 , and joined by a short line. This will hold up the grade. Repeat at the toe end, and subdivide to obtain intermediate and smaller sizes in the same way as in the geometric system. The stencil is then ready for producing the graded adapted standard. GRADING PATTERNS INTO SETS 151 It will be noticed that the grade given to the standard is slightly more than the shoe size given to the last, which is as it should be, because of the greater distance round the perimeter of the last. This can be tested by producing formes for the extreme size of the model and checking. In Fig. 105 is shown how the leg can be adapted without spoiling its balance or upsetting the inclination of the front. Lines are drawn parallel to the original ankle-line and the top of F B the leg at a distance equal to the height of the adaptation required. A line is also drawn parallel to E A the front of the leg to the required front grade, and where these two lines cross each other at F and E FIG. 105 radiating lines are drawn corrected for the adaptation required. The broken lines represent what is produced by the geometric system, and the full lines the adapted positions. D C GRADES To find the grade required on the standard at the joints and instep, and assuming the total grade of the lasts at these parts is 41 in., take the grade of the width of the bottom of the last, say, 121 in. Deduct this from the total 41 in. and 122 in. is left, this being divided according to the proportion the inside and outside joints bear to each other. At the instep various amounts are called for in the pattern, depending upon the width of the waist of the insole shape, a smaller waist width requiring less grade than a wider waist. Let AB in Fig. 106 represent the tread width, and AC the width of the waist. Let BD 152 BOOTS AND SHOES equal the grade for three sizes. Then CE will show what is required for the waists. If the waist is wider the grade would be more, and conversely for the smaller waist, than that shown in Fig. 106 as CE. Other Adaptations. Very often, especially in men’s work, it is found that if the standard is graded without lasting-over allowance, the required D measurements to suit the E last can be obtained by B using the geometric C A system, i.e. the net FIG. 106. GRADES joint-line is equal to one-quarter of the net standard, and when this is the case the one-twelfth grade will be given. RESTRICTING THE GRADING OF BARS To show the principle of adapting to fit a fixed dimension H H 2 3 I H H K I K K I 2 B I I R FIG. 107. ADAPTING BARS applied to all sizes, we will take the case of a bar shoe and show how the bar is adapted to retain GRADING PATTERNS INTO SETS 153 the same width throughout the set, so as to fit the same size buckle as the one used for the model. Make the stencil in the way previously described for the “geometric” and “adapted geometric.” Let KK 1 represent the top of the smaller quarter. We have shown the usual radial line through K. Through K 1 make a line parallel to the radial line, as shown in broken line, Fig. 107. Make a line parallel to KK 1 through the graded point obtained by the geometric on the radial line, and where this parallel line crosses the broken line is the new adapted point for the bar width. Proceed with the top of the bar in the same way. H and H 2 are the two positions as obtained by the geometric. Make H 1 H 3 parallel to HH 2 , and H2H 3 parallel to HH 1 , and H 3 is the adapted grade point for H 1 . To blend the bar to the quarters, place the parallel rule level with KK 2 , and move forward to K 1 . Where the edge of the rule crosses K 2 line is the grade. B is obtained in the same manner from K 2 . Subdivide the grades into as many sizes as required, and proceed to mark out standards as previously described. CHAPTER XXI GRADING CHILDREN’S (7’S TO 1’S) STANDARDS THE grading of children’s patterns is not often dealt with in technical publications. Children’s from 7’s to l’s standards are not so readily dealt with as adults’ patterns, as the joint and instep grades required are not given by the geometric system. To overcome this sometimes two patterns are cut, one for 9’s and one for 12’s, and from the 9’s a set is graded 7’s to 10’s, and from the 12’s a set for 11’s to l’s, or the comparative system is used, taking the 9’s and 12’s as the two patterns concerned. The following shows how a set of 7’s to l’s can be obtained on the same stencil. Mark the standard, vamp, etc., on a, sheet of paper, with the salient position lines as shown in Fig. 108. Fix the radial centre at S, and produce radial lines as required and previously explained. Determine and fix the length grade as described in previous chapters, and from this determined point transfer the grades to the other radiating lines. To adapt the patterns measure the instep round the model last in a position corresponding to that of the instep-line on the pattern, and repeat this for the largest size last. The difference shows the grade required. Lasts for children’s are generally graded to give a 163 in. grade for joints and insteps. The treads or bottom widths at the joint are graded 161 in. The grades of the waists of the insole vary, and we can obtain the grades required by adopting the method explained and shown in relation to Fig. 106. After the pattern grade for the instep has been 154 GRADING CHILDREN’S STANDARDS 155 decided, transfer the grade proportionately above and below the line from the radial centre to the top and bottom of the largest instep-line position, as given by the geometric system. This is done by making a fresh radial centre, which will have the effect of deflecting the geometric, to give the desired measurements, adapted in a proportionate ma.nner, as shown by E and F (Fig. 108). This is on the lines given by Mr. F. II 7 8 I0 I2 9 I3 B E 3 A I4 I 5 6 2 D S G F C 4 K H FIG. 108. CHILDREN’S GRADING Plucknett, F.B.S.I., in his first book, but whereas the first radial centre was given behind the instep-line, the author of this section works from the seat. To find the new centre G— 1. Connect D through the bottom of the instep-line as DH; 2. Connect B through S and on to the line from D to H, as K; 3. At K draw a line parallel to the instep-line, givingG. With G as centre, cut through the initial instep-line, giving lines E and F. Also with G as centre, radiate 156 BOOTS AND SHOES through the top and bottom of the joint-line and 1 and 2 of the vamp. For the grade at the joint and the vamp curve, connect the proportional compasses or radial tool to the original centre S, and the amount of grade applied as 3, 4, 5, 6. For the leg, let S to 7 equal the total height of the boot when made, and 8 the grade for three sizes, say, for 7 in. work ( 161 in. per size), which would be 21 in., and connect to S. This can be done by using the radial tool form, or the proportional compasses adjusted with the large legs S to 7, and the smaller ones registering 7 to 8, the grade for three sizes. Connect the tool or the compasses to 9, 10, 11, 7, 12, 13, 14, and apply the respective grades from these positions. Split the positions for the various sizes, and the stencil is complete to use for grading the set. GRADING CHILDREN’S (7’S TO 1’S) SHOES This is done on similar lines to the children’s boots. CHAPTER XXII GRADING SETS OF INNERSOLES AND OUTSOLES FROM ONE STENCIL WHEN grading sets of sole shapes note that in adults’ lasts, as 2’s to 7’s women’s, or 6’s to 11’s men’s, the bottom width is increased size by size by 121 in. In 4’s to 6’s infants’, and 7’s to l’s, 161 in. is the grade of the tread. Bottom widths vary, and thus we can have two lasts the same in length but different in width, e.g. for size 4’s in length, one with a tread width 2 21 in., another with 2 58 in. Obviously, if we grade on strictly geometric lines, the wider width will produce a bigger difference in the grade, which is not wanted, as the difference in the tread of the last (no matter what the measure) is, size by size, made the same. The method following is somewhat on the lines laid down by the late Mr. E. C. Swaysland, the chief difference being that of applying the system by using the proportional compasses instead of a radial tool. The system recognizes that different widths produce different grades, and to obviate this, theoretically our pattern should be reduced to a proportion that scientifically gives the correct amount; e.g. for adults’ 121 in. is required at the tread, with other parts in proportion. To find the proportion of the tread to obtain this grade for adults’ sizes, the length grade is 1 in., the tread grade 121 in. Therefore, 121 x 31 equals 41 , this 3 giving the ratio of the width to the length. Fours to 6’s and 7’s to 1’s. The length grade is 31 in., the tread grade 161 in. 161 in. to 31 in., or 161 x 31 equals 163 , this giving the ratio of the width to the length. 157 158 BOOTS AND SHOES METHOD OF APPLICATION. Using proportional compasses, for a set of women’s 2’s to 7’s, take the outsole and mark it round on a suitable piece of paper. Then place the insole inside the outsole in the position it should occupy in relation to the outsole. Connect A to B, extending in the direction of T and C. Indicate the tread position TR, at a distance from A equal to the pitch-line of a standard upper pattern for the last. Failing this, apply five-sevenths the length of the foot, plus 181 in. extra for each one-half elevation of the seat from A. (See Fig. 109.) Indicate S as one-sixth the length of the foot from A, and make W midway between TR and S, this giving the waist position. F is made midway between TR and B. (Note that B from A should be indicated at a distance equal to the standard last’s length. Thus, if the last is an extended toe, B would be located inside the shape, whilst in the case of a short forepart last, B would be obviously outside the shape.) Line 5 to 6 is located at right angles to AB, and positioned to enable the shape of the toe to be preserved in grading. At F, TR, W, and S, draw lines at right angles to the longitudinal line AB. Note that the outside of tread OT is found by a line at an angle of 15° from the inside of tread, and where it touches the outside a line is drawn at right angles to AB as GOT. To reduce the tread width to the right proportion of one-quarter the length of the last, let D to F equal the tread width of the innersole (see Fig. 109A). Make F from E at right angles. In measurement FE is the difference between one-fourth the length of the shape and the full width of the tread. This is all that is required at this stage; the completed diagram being for grading by the radial tool, and known as a width grader. GRADING INNERSOLES AND OUTSOLES 159 T With the long legs of the compasses spanning DE, regulate till the short ones register E to F (Fig. 109A). With the long legs connected from TR to E (Fig. 109) apply the amount in the short legs inside as 2. Repeat this operation all round the innersole from F, G, W, S, 5, and 6, and from the inside of TR. Numbers 1 to 11 are then obtained. From these positions draw small lines radiating from the centre A, and draw lines parallel from the edges of the insole and outsole, inside and outside the shapes. Adjust the proportional compasses so that the long legs span the distance A to B, and the short legs contain the grade for three sizes, i.e. 1 in. With the long legs spanning A to B, apply the grade of the short legs to X for the innersoles. For the outsoles, use the same grade and apply on the line T, starting from the initial outsole as Z. With the long legs spanning A to 5, transfer the Z X Y B 5 6 3 F 4 2 I TR D E 7 G 8W S I0 0T 9 II A C FIG. 109. GRADING INSOLES AND OUTSOLES TOGETHER 160 BOOTS AND SHOES amount in the short legs from the outlines of the innersole and outsole respectively, as shown by Y. Repeat all round at the points described, noting that the seat of the outside below A remains constant. The stencil is completed by splitting up the points obtained for the intervening sizes as at Y. To perform the latter, set the proportional compasses at one-third, and with the long legs F distanced from Y to the initial D E shape, apply the grade of the short legs between, and then make two FIG. 109A divisions inside the initial lines. If the radial tool is used first proceed on the same lines as for the proportional compasses. Next make use of a width grader as in Fig. 109A, DE being the width of the tread and EF at right angles. From E the difference between one-quarter the length of the innersole shape and the full width of the tread is marked as F. Connect D to F, make the protective edge as shown by the broken lines, and cut out. With the width grader connect D to TR (Fig. 109),, and where it crosses the outline at E, the amount above at right angles is the amount the insole has to be reduced, as shown by the line marked 2. Proceed all round the insole, drawing the short radiating lines and the parallels as done for the proportional compasses. A radial tool is made as described for upper patterns and applied to the insole, at the reduced inside points, each in turn, and across the tool at the folded edge is found the grade to be applied to the line made parallel at the original insole edge and to the line made parallel at the outsole edge, thus holding up the grades of the insole and welt to correspond to the grade obtained for the smaller insole made inside the original. GRADING INNERSOLES AND OUTSOLES 161 GRADING INSOLES INTO FITTINGS When we grade widths for fitting we deal with the widths only, and do not grade the pattern in length. There are occasions in the workshop when one has to produce from an existing shape another pattern that is wider or smaller in the width. Whatever difference is made in B the tread width, the differences made at the waist, seat, and forepart should F be in strict proportion to the tread’s H increase or decrease. When we refer to the fittings in insoles, we refer to the measures across the last, not right round the last. For instance, a total fitting of a last may be 41 in., but for width fittings of insoles it would only be 81 in. or 91 in. Prepare the insole as shown in Fig. 110, and duplicate it in paper extending the width lines outside the initial shape. J E T D C OT G W To prepare the innersole connect the S toe (and the seat by a straight line. Let A to B equal the length of a standard length last. Indicate C as five-sevenths the length of the foot. This gives the A FIG. 110. GRADING inside joint position as C from A. To FITTINGS locate T, the tread, add from C for the line of contact (which is based upon the rule that for every inch elevation of the seat the line of contact goes forward 91 in.) Assuming the pitch to be 1 21 in., indicate T 61 in. from C, and draw a line at right angles to the longitudinal line. Indicate the position of the seat as S (one-sixth the length of the foot), and make the waist midway between 162 BOOTS AND SHOES the tread T and seat S, as W. Locate F as midway between T and the standard length of the last, B. At these positions draw lines at right angles to the longitudinal line. For the outside of the tread OT, indicate a line as shown, at 15° to the tread line T, and where it crosses the shape, draw a line at right angles to the central line as G to OT. Prepare the width grader (Fig. 111), making AB equal to the width of the initial shape, and make C from B at right angles. C A B FIG. 111. TOOL FOR WIDTHS Up BC, from B, mark off the fittings required, say, women’s and 81 in. men’s. 1 9 in. Assuming we have a 3’s fitting insole and require two fittings larger and two smaller, mark off four spaces, and connect to A (Fig. 111). At A make a protective edge for the tool (otherwise it may curl up), as shown in the illustration. To make the stencil take the radial tool, turn it over, and connect A at T. Let the grader be flush to the line, as shown in Fig. 110, then fold back. The divisions shown are the grades for the respective fittings, and would be pricked through on the end of line T, shown in Fig. 110. Repeat similarly from F to the edge of the shape, and likewise all the way round, and the stencil is obtained. The graded shape in the diagram is for two fittings larger. GRADING INNERSOLES AND OUTSOLES 163 T O U SE THE P ROPORTIONAL C OMPASSES Open the long legs, space the width of the tread T, and regulate the short legs till they register the grade required, say, for two fittings above the initial one. From T, span with the long legs to the outside on the line from T, then the short legs will give the grade as D. Repeat for other positions. Split between D and the initial shape, and mark two inside, and repeat all round the pattern. Alternative Method. Regulate the compasses with the short legs recording the width of the original shape, and the long legs spanning the width of two fittings greater. Then fit the short legs on the widths of the transverse lines (from the longitudinal line AB). The long legs will now record the proportional increases at the various parts. CHAPTER XXIII THE COMPARATIVE SYSTEM OF GRADING THIS method is a good. one. because it only grades exactly what is desired, and the standard construction system we have described is ideal for the practice of this system of grading. For children’s, infants’, and other patterns that have to be much adapted, or where the pattern cutter lacks geometrical knowledge, comparative grading is an asset. First of all two standards (or parts) are required as remote from each other in size as possible, say, the largest and smallest patterns respectively. Having produced the two patterns, mark the larger one on a sheet of paper, and inside the marked pattern place the smaller pattern. A little forethought in placing the patterns will enable quicker and better results to be obtained. For instance, if similar lines exist in both patterns they can often be placed together, as shown in Fig. 113. We will illustrate the method by taking two quarter patterns, as shown in Fig. 112. Make lines at F and G, from the corners of the top and seat of the back curve, and produce them till they meet at H. From H draw as many lines as required to divide the back curve into reasonable divisions. They can be drawn at will without any special identification. Repeat at I and A, connecting with straight lines similar positions, and produce the lines to J. From J radiate lines to cut the curve between A and I. From B produce a line until it meets the line from A, and at C, the intersection, draw lines to cut the front curve between A and B. 164 COMPARATIVE SYSTEM OF GRADING 165 Repeat at B and F, and find point E, which can used to give any points required between B and F. The top being straight, in this case no intervening lines will be needed between B and F. Split up the lines between the patterns at A, B, F, G and I, and the intervening lines into as many equal divisions as there B F E H C A J G I FIG. 112. COMPARATIVE SYSTEM are sizes required, and the stencil is available for treatment as in producing patterns by the geometric methods. Two toe-caps are shown in Fig. 113, where the folded edges are placed level. A line is made passing through the edges of the caps at BA, and where it joins the folded edge at C is the point to use for any subdivisions between E and A—in this case none. This same point 166 BOOTS AND SHOES can be used for positions between C and A round the lasting-over allowance, as F and G. Split up into the number of sizes between as shown—in this case one, for simplicity of illustration. If sizes larger or smaller than the original patterns D E C F G B A FIG. 113. GRADING TOE-CAPS arc required, they can be obtained by marking outside or inside the grade ascertained. This method can also be used where the vamps are not required to be graded by the geometric method. For example, if for economical reasons vamps in a set are required as near to the model length, we can produce the large size vamp with the restrictions desired, shorter vamp height and shorter wing, and then grade them by using the comparative method. CHAPTER XXIV GRADING MACHINES THE first machines introduced for cutting and grading patterns were of the pantograph order, which gave enlargements and reductions strictly proportional to the model. Then levers were applied, so that the pantograph could, where and when desired, be moved either in a horizontal or in a vertical direction. This enabled widths of legs grading and heights of boots to be restrained in the amounts of the grades achieved. Then followed the combination of two pantographs, one for the horizontal and one for the vertical. The later machines effect all the preceding movements, with the addition of a motor to drive the machine and a vibrating cutter. By changing the business end of the machine, markers, knives, and punches can be used at will. T HE “H ARTFORD ” C OMBINATION S OLE G RADING M ACHINE AND U PPER This machine, operated without power, is really an elaborated pantograph, travelling on a double set of wheels, adapted for the boot and shoe trade. It grades and cuts paper on a plate-glass bed, or grades and marks sets on board or zinc. It grades upper or sole patterns rapidly. It can be adjusted to grade different widths to suit the different grades of lasts, and either sizes or half-sizes in length. It can be changed from soles to uppers, and vice versa, in a few minutes. The latest type of machine is fitted with improved switches, the latter enabling the operator to make any desired 167 GRADING MACHINES 169 restrictions, including bar widths, underlays, and heights. If we wish to grade a set, the model is generally reproduced in metal and clamped down the right of the machine, as shown in Fig. 114. the set being produced on the left-hand side. THE “ REED ” POWER GRADING MACHINE This type of machine is admirably adapted for large factories where the output and variety are great. It is a power machine operating on the pantographic principle, grading and cutting the pattern in one operation. By courtesy of Messers. Livingston & Doughty, Ltd.. F IG . 115. “ R EED ” G RADING M ACHINE 170 BOOTS AND SHOES The cutting mechanism consists of a punch and die, making 3500 strokes per minute, and cuts board and metaL On this machine the greatest variety of work can be accomphished. Further, it can be set to restrict grades, so that it meets the last’s and trade requirements. In cutting it ensures an even edge, entirely doing away with filing or sand-papering. All laps and seams can be produced uniform in all sizes, this applying also to facings and top-band patterns. Heights of boots and shoes can be restricted to any practical grade, or can be increased as desired. The most fancy designs can be cut as readily as plain patterns. The machine can be installed with motor fixed to head or for belt drive. (Sec Fig. 115.) No. 5 G RADING M ACHINE This power-driven machine grades and cuts patterns from sheet metal or pattern board. Being more rigid than the earlier Preston machine, it produces finer grading and cleaner-cut patterns. It can be adjusted for restrictions, and for cutting out ‘’insertions" the punch is raised out of action without stopping the machine, and is lowered again when the pattern is in position for an “insertion” to be cut out. (Sec Fig. 110.) Provision is also made for cutting narrow patterns, such as collars, etc., without having a ‘’holding" piece to be afterwards removed by hand shears. When driven from a line or floor shaft, the electric motor is displaced by a countershaft. U NIVERSAL P ATTERN G RADING M ACHINE M OTOR D RIVE WITH This machine (Fig. 117) operates on a two-direction pantograph principle, and grades and cuts the pattern GRADING MACHINES 171 in one operation, in paper, board, or sheet iron. The two pantographs may be set to grade either proportionately or length and width independently, so that a full range of sizes FIG. 116. NO. 5 PATTERN GRADING MACHINE and fittings may be cut from the one model. Laps, seams, and folds may be kept constant on all sizes, one setting only being necessary, which can be applied in any direction round the contour of the pattern. Allowances for seams and folds may be added, 172 BOOTS AND SHOES or taken off, and backer-patterns cut from their vamp or quarter models. Bars may be kept the same width on all sizes, and in this By courtesy of the British United Shoe Machinery Co. FIG. 117. UNIVERSAL PATTERN GRADING MACHINE connection an entirelv novel feature is incorporated. A simple adjustment enables bars of irregular width to be kept the same width as the model both in the widest and narrowest portions. Another new feature enables a cut-out or group of GRADING MACHINES 173 cut-outs to be kept constant in all sizes, and also where necessary, certain lines on a pattern, for fitting the die for fancy-designed punching. An additional feature enables high-legged hoots to have the height condensed without mutilating the shape, and then to blend into the correct width grade for the foot portion. The old method of restriction merely cut a margin from the top of the leg on a large size, and was useless for button scallops or other cases of a similar nature. This feature may also be applied on shoe quarters where the height is made up of several parts and the total grade requires condensing. Each piece will take its correct proportion to the total height without calculation or measuring the separate pieces. The machine will take a full standard sheet of board 40 in. x 28 in., and a positioning attachment enables the board to be cut to the best advantage with a minimum of time in placing. In addition to the machine, a paper-cutting attachment can be supplied if it is desired to cut paper patterns, such as for sole and insole shapes. CHAPTER XXV MAKING BOARD, ZINC, OR METAL-BOUND WORKING PATTERNS WHEN a design is required to be made into a set for the clicking department, it can he cut in one of various materials, amongst which arc pulp or mill hoard, zinc, and sheet iron, or metal hound, the latter being board bound with a metal rim, either of brass or steel. Most patterns now in use are cut from board, for designs do not have so long a run as formerly, the frequent changes of style in ladies’ work not warranting their production in zinc or metal bound. CUTTING BOARD This is done either by hand or machine, and different colours can be used to denote different lasts, fittings, or half-sizes. When cut by power grading machines, such as the Preston, Reed, and the Universal, the model or initial patterns are generally duplicated in metal, and graded and cut direct into sets from the desired board. If they have to be cut by hand, which obviously is a slower process, the following method can he adopted. Mark round the pattern with a scriber or fine-pointed awl, and then cut out with a suitable knife or shears, only touching the inside of the tracing and cutting the edges square. After cutting out, if necessary, lightly sand-paper the edges. After the edges are smoothed, mark round near the edges, by using the spring dividers or a gauge, an amount which will show how much has been removed during the after-process of clicking, and show by the cut-away parts when to 174 MAKING WORKING PATTERNS 175 renew them. Make the gauge a standard one for the factory, say 323 in. C UTTING M ETAL P ATTERNS IN S HEET I RON OR Z INC Of the metal patterns in use zinc is generally preferable. They are quicker to cut by, in comparison with board patterns, and certainly they lay closer to the skin and permit of a cleaner cut, these two factors being recognized by the “Federation” and the “Union.” For the shoe trade, generally speaking, the numbers or weights of zinc range from 9 to 14, No. 12 representing a good medium substance for ordinary work. The zinc can be cut by power grading machines or by hand. In the latter case, after being marked out by an awl or scriber, it can be cut by shears. Sometimes a pair known as “bent snips” are used for the curves of a pattern, but, generally speaking, the ordinary straight ones are sufficient. A better method is to cut them by the “Hartford” pattern shears. The zinc should be cut as true as possible with the shears, and if this is done carefully, there will be little trouble in finishing off, otherwise unnecessary labour will be involved. The edge should not require more than smoothing round with a fine file. If there are any irregularities, they must be filed away and then the pattern compared with the original before finishing. The holes for pricking purposes and those for keeping the set together should be made at this stage and filed smooth, removing the burr set up. The final smoothing should be done by emery paper, and the patterns marked either by stamping or by writing on them with a preparation made from blue stone and hot water. The face of the zinc is cleaned with emery before applying blue stone. Sheet iron can be treated very much in the same way as zinc, but naturally is more difficult to cut, and the 176 BOOTS AND SHOES shears do not leave such a fine edge. This necessitates more filing and finishing by a dull file and emery to produce something like a burnished edge. METAL-BOUND PATTERNS Patterns can be bound in either br.ss or steel, the brass being preferred, as it lays closer to the edge. The advantages of brass-bound patterns are well known, the chief being that in the event of the binding wearing in use it can be easily renewed. If the board patterns are not cut direct by a power grading machine the type of shears recommended is shown in Fig. 118. These shears are suitable for cutting the lightest zinc or cardboard, as well as heavy iron as used for last bottom plates. The most fancy curves can be cut without bending or twisting the material, and the latest type of shears is so well balanced that it is possible to cut metal as easily as paper. This machine can be readily turned and adjusted to the height and sight of any operator. An extra provided to this machine is a slotting attachment, which enables the operator to cut slots and fancy cut-outs. Arrange the patterns to be cut on a sheet of pattern board by planning them as closely as possible, not omitting to leave a small margin between the patterns to allow of their being casted out by hand shears. It is necessary to keep the patterns flat to the board when marking them out. After marking out take the board to be cut in the left hand, place the corner to the blade of the shears shown in Fig. 118, and cut out. The curves can be negotiated by keeping to the cutting edge of the specially shaped point. Do not make too deep a cut, but only just allow the blade to go through the material. Short cuts are in such a case effective. After the patterns are cut out they should be trued up by removing any superfluities with sand-paper. All MAKING WORKING PATTERNS 177 the edges of the same outline can lie placed in a vice, and the lot more easily and quickly sand-papered at the same time. Remove any burr left on the face or back office edges of the pattern. FIG. 118. “HARTFORD” SHEARS Holes are punched and eyeletted for the fitters or machnists, indicating the points, and the patterns are ready for binding. Suitable lengths of binding are cut to fit the patterns to be bound. They can be measured from the pattern by means of string, or use can be made of the latest pattern strip-forming machine (Fig. 119). This machine 178 BOOTS AND SHOES moulds a flat metal strip, supplied in coils, into the necessary “ U ” shape for binding the edges, and cuts the exact length required for the pattern. It is operated bv hand, and includes a F IG . 119. P ATTERN S TRIP-FORMING M ACHINE reel for holding a coil of metal strip, rolls for moulding the strip, shears for cutting off the strip when rnoulded, and a 36 in. rule fixed to the bench for measuring the length of the moulded strip as it leaves the moulding rolls. This method obviates cutting from the 8 ft. lengths of moulded strip, with the unavoidable ultimate result of waste pieces. Metal strip in coils is much more convenient to handle and to MAKING WORKING PATTERNS FIG. 120. “ HARTFORD ” BINDING MACHINE FIG. 121. CORNER CUTTER 179 180 store, less economical. BOOTS AND SHOES liable to damage and obviously more BINDING THE PATTERN First commence to bind near a corner of the pattern, using a machine as shown in Fig. 120. Place one foot on the pedal (not shown) to open the binding wheels. Insert the board pattern with the binding attached to it, then release the pedal, and the pattern is clamped between the binding wheels. Slightly press the binding against the feed wheels, keeping the pattern at right angles. By courtesy of Messrs. Livingston & Doughty, Ltd. Turn the handle and let the FIG. 122. PYRAMID rnachine do its work. Stop binding before a corner is reached, mark the position of the corner on the binding, and cut out at this position on the corner cutter (Fig. 121). After cutting the corner carry on to the completion of the pattern. When outside curves are encountered the binding should be shaped on the Pyramid machine, as shown in Fig. 122. The finishing off should be accomplished with as little hammering as possible, and the corners of the binding should be filed square. The corners are so correct as to be sharp, and they should therefore be soldered to join the edges of the binding together. Other machines can. be used, such as the slotting machine for cutting deep slots in ankle-straps, etc., binding press for pressing binding into difficult corners, and binding clarnp to enable binding to be shaped to difficult angles. SECTION II THE MAKING OF LASTS BY BERESFORD WORSWICK, D.I.C., A.R.C.SC., B.SC., A.B.S.I. Principal of the Cordwainers’ Technical College Formerly Physicist to British Boot, Shoe, and Allied Trades Research Association PREFACE THE principles involved in the making of lasts, and in their shape, obviously have a close relation to the shape of the human foot. Dr. Ellis has stated that “the last should be the shape of the foot,” but this apparently simple truth is only a partial solution of a complicated problem. As we know, the foot has many shapes; a different shape in repose to that in activity, with many variations in the latter state. The question therefore arises, if Dr. Ellis’s statement is correct, which shape question Every person does not perform the same uses with the foot, and it is the prevailing use and the most constant form of the foot which determines the correct shape of last. We may have two people whose feet are alike in relation to shape and dimensions. But, for example, suppose one is a navvy and the other an office worker. Owing to their occupations, a different shape in the footwear becomes necessary, and, consequently, a different shape of last. Then, of course, we must consider the factors which enter into manufacturing footwear on a large scale. It is necessary in many ways to alter the “normal” last so as to facilitate the methods of process and permit of economic manufacture. Further, “Fashion” has her say—not that we should sacrifice truth to this powerful dame. However, even with her interference, it is possible to make, say, a pointed-toe shoe. and yet give proper provision for the function of the foot. So far, this only touches the many considerations that are involved in the production of lasts, and it is as 183 184 BOOTS AND SHOES well that the serious student realizes at once its many complexities. However, if a student has a good knowledge of the construction and action of the foot (see Section XIII), he can proceed in a systematic way to produce suitable lasts. The objects here are to give an account of the various materials, tools and machines used in lastmaking, and of the various methods of last production. The older hand methods are far from obsolete, from the student's point of view, and, consequently, will be considered first. Acknowledgments for the loan of blocks (or originals) are gratefully tendered to the undermentioned firms: The British United Shoe Machinery Co., Ltd. ; Messrs. George Care, Ltd., and the National Trade Press. Ltd. ; Messrs. Mobbs & Lewis, Ltd.: and Messrs. Gilman & Son, U.S.A. SECTION II THE MAKING OF LASTS CHAPTER I WOODS USED IDEAL WOOD THERE is a large variety of woods to selct from, but a suitable wood should possess distinct characteristics. 1. A clean cutting wood, i.e. a wood which cuts “clean ” under the knife, with no tendency to fray. Ash and oak have the latter tendency, but beech has not. 2. A wood free from knots. The presence of knots presents great difficulty in cutting, and, of minor importance, is unsightly. Again, after a time the knots are liable to fall out, and, consequently, may destroy the outline of the last. Beech and charme are singularly free from this affliction. 3. A wood not liable to split. Liability to split would make knifing very difficult, and such an accident at salient points of the last would undo in a second hours of endeavour. Further, nails and rivets are driven into lasts, and these would quickly destroy a last with a tendency to split. 4. A wood which has hardness of texture. This is necessary to ensure that the last does not dent due to any blow. and that defined edges on the last keep their shape during wear and tear. 5. A wood which is close grained. This property ensures a last which will take a high polish. 6. A wood which is not hydroscopic. 185 All woods are 186 BOOTS AND SHOES hygroscopic but some much less than others. However, lasts can be polished with wax, or enamelled with cellulose, and such treatment protects the wood against the atmospheric conditions. No wood satisfies all these ideals, but a careful selection of the wood and its proper treatment will lead to a satisfactory approach to them. The wood that has had a great use in England is English beech, but maple and hornbeam have been used in necessity. All these woods are suitable for lastmaking, provided necessary care is taken in their preparation. Later charme, or, as it is more commonly known, French wood, became very popular, and beech was largely displaced by it. Now North American maple is the most widely used. The change, from one wood to another is not due so much to the difference as regards suitability for lasts, but to considerations of uniformity in quality and price, and whether for handmade models or turning in a lathe. In England there is still the hand process of last-making, and beech and charme are favoured for this purpose. BEECH This wood is very suitable for last-making, although it varies to a considerable extent, depending on the soil and the rate of growth. If grown on a sandy soil it produces a tough uneven wood not favoured by lastmakers. The beech tree will grow best in a temperate climate and prefers a clay soil. It grows straight to a height of about 100 ft., and to produce good wood must grow quickly. The first property of beech which strikes one is its slight reddish-brown colour. Also if a piece of beech is looked at, in the direction from the bark, there are a series of little black dashes running with the grain. The dashes are definite identification marks for beech. WOODS USED 187 Beech is hard and does not split, and although it is singularly free from knots it is not so close grained as charme. From the felled tree only the boughs are generally used for last-making. Suitable boughs are sawn into lengths of from 36 FIG. 1. SHOWING ANNULAR RINGS AND MEDULLARY RAYS in. to 39 in., and left on the ground for three months or so. During this period the wood shrinks, and the direction of shrinkage is indicated by the annular rings, and in the cracks, as shown in Fig. 1, it will he noticed that the shrinkage is greater nearer the bark than at the centre or pith. This fact has FIG. 2. SPOKE an important bearing on the way the wood should be utilized, for lasts. This will be considered later. By driving a wedge into these cracks the cut logs are split into triancular pieces called spokes (Fig. 2). The 188 BOOTS AND SHOES cross-section of a spoke, therefore, is a sector of the cross-section of the original log. Three or four such spokes are cut from one log, depending on the size of the log. SEASONING The seasoning of the wood is the next important proceeding. The spokes are stacked with a good air space between each one, on a damp-proof surface. If dampness reaches the wood it rapidly deteriorates, becoming soft and spongy. A dry airy place is chosen free from direct sunshine or heat. It is essential to control the temperature of the seasoning, since intense heat would tend to warp and crack the wood at the ends. For this reason a drying place is chosen with a northern or shady aspect. Beech, when considered seasoned, will still absorb moisture and swell again under its influence. Consequently, it ought to be kept in a suitable conditioning chamber before use. To prevent after-shrinkage the beech for lasts is sometimes steamed. This is a much shorter process than air drying and completely drives out the sap. The result is a softer wood, which can be “worked” more easily in the last turning machine than is the case with an air-dried block. The colour is changed to a pinkish tinge, and it is considered that no further shrinkage will take place. It is very important, however, to keep wood so treated in a suitable dry atmosphere, since the process it has undergone renders it susceptible to rot from dampness. Last-makers generally object to steamed wood for the reason that it is too soft and has lost much of its “nature.” All woods require a similar treatment to tliat described for beech, but various methods are used. A consideration of the next wood, North American maple, gives the opportunity to describe another method. WOODS USED 189 MAPLE This is sometimes known as the sugar maple. The sap can yield a considerable amount of sugar, but this amount depends to a large extent on the climatic conditions during growth. The tree is remarkable for its white bark, and the wood itself is white, but usually acquires a pink tinge on exposure to air. The grain is fine and of close texture, and when finished has a silk-like appearance or lustre. The increased use of this wood for lasts is due both to its suitable qualities and its cheapness. These two factors together are due to a definite system on which the wood is produced. The tree is grown specially for last-making purposes in North-West America, and is usually cut down when from twelve to fifteen years of age. This ensures that only young trees of approximately the same diameter are utilized. The autumn is the period for felling, and after the trunk has been cut into lengths of 6 ft. to 10 ft., these are left, with the bark still on, on the ground for three months. At the end of this period these sections are cut into shorter lengths and split into three parts or blocks, and in this fact is one of the definite advantages of the system. As all the trunks are of approximately the same size, this allows every last to be a bark-bottomed one. The true significance of this fact will be appreciated later when the suitable cutting of lasts from the blocks is considered. ROUGH-TURNED BLOCKS The blocks are turned roughly by machines which can complete as many as 1,600 per 10-hour day (Fig. 3). After this they are stacked in rainproof sheds and allowed to air-dry for three years. When imported into this country, the immediate preparation for turning into lasts varies in some details, but the general idea 190 BOOTS AND SHOES is to stove-dryv them for three months. This treatment is such that the time and temperature are progressively increased. For example, half-an-hour at a moderate temperature is the order for the first day; then at a higher temperature and for a FIG. 3. MACHINE FOR ROUGH TURNING longer period the next time, and so on. Finally, the blocks are in the oven for the whole of the day at a temperature of 90° C. The reason for this gradual stoving is to prevent splitting of the wood, and even with this controlled method about 15 per cent of the blocks are spoiled. However, if this care was not taken it is possible that 75 per cent would be the loss. After this treatment, the wood will not materially shrink, but may swell if not kept in a suitably dry place. WOODS USED 191 CHARME Charme, or French wood, is of the same species as the English tree hornbeam. There are, however, great differences in the two types due primarily to climatic conditions. The French type grows more quickly, and perhaps for this reason produces a better wood in that it works more easily. Charme is nearly white in colour, close of texture, hard and singularly free from knots. It is considered to have the majority of properties necessary for good last-making wood. It is very carefully selected, cut and dried, and this no doubt has its effect on the uniform result. Charme is imported either in blocks roughly shaped or in the form of turned blocks. That is, the rough blocks have been put through the last-making lathe to remove as much of the superfluous wood as is possible. This incidentally saves the hand-maker a lot of the heavier work. ALDER This wood has never been popular for the making of lasts. Its chief use is for clog soles, and even to-day beech is replacing it for that purpose. Alder is considered a very suitable material for clogs, inasmuch as it possesses great resistance to water. This property was utilized in London and other cities when water-pipes were made from this wood. CHAPTER II STRUCTURE OF WOOD THERE is a strongly-established set of conditions which govern the characteristics of lasts, and some of these depend on the structure of wood in general. The trees that have been considered belong to a group known as Exogens. This means that the new wood grows between the bark and the old wood, and, consequently, as long as the tree grows it will increase in girth. This accounts for the broken appearance of the bark in some trees, since it is obvious that, unless the bark is elastic, it must break to accommodate the increased bulk inside. With beech the bark is sufficiently elastic and has sufficient vitality to permit its growth. In some cases the wood of a tree can be judged to some extent from the appearance of the bark. A quick-growing tree will have a rougher bark than one which grows slowly. The former will produce a less dense wood, and, consequently, one much easier to work. SAP WOOD The new wood or sap wood that is nearest the bark will be less dense than the inner wood or heart wood, hence it will shrink more on drying, and subsequently be more affected by temperature and humidity changes. ANNULAR RINGS Each season’s growth of the tree can be distinguished by the markings of rings, which are concentric in a section of the trunk (Fig. 1). These are known as annular rings, and their number in the cross-section of a trunk gives (an indication of the age of the tree. 192 STRUCTURE OF WOOD 193 Consider then a cross-section of an ordinary tree, and the following points will be displayed. In the centre region will be a soft, useless core, the original pith. Outside this, and forming the greater proportion, the heart wood and the sap wood. Both have annular rings. Finally the bark. As the tree gets older the rings are larger and to a degree proportionally closer together. The pith and heart wood immediately near it are rejected by the last-maker. He utilizes only the sap wood and such of the heart wood attached to it as will satisfy his conditions. MEDULLARY RAYS Besides the annular rings, the section usually shows narrow rays radiating from the pith to the bark (Fig. 1). These are known as medullary rays and are usually very noticeable. As shown in Fig. 1, wood when cut and allowed to dry cracks. This cracking is due to the shrinkage of the wood, and the shape of the crack is a definite measure of the amount of shrinkage. It is seen, therefore, that the shrinkage is the most at the bark, and graduates to comparatively nothing at the pith. Again the direction of shrinkage is circular and approximately at right angles to the medullary rays. The shrinkage in any other direction is small enough to be negligible. BARK BOTTOMS AND BARK SIDES What effect then can these conditions have on lasts ? Unless great care is taken lasts cannot be relied upon to keep their shapes and always have the same measurements. They may shrink in a dry atmosphere and expand in a damp one. Consequently, since the sap wood (nearest bark) shrinks the most, it is very important to have the lasts of a pair cut in the same direction 194 BOOTS AND SHOES from the wood. The bottoms of the pair must be cut from the sap wood, or the sides of the pair cut from the sap wood. The FIG. 4. BARK-BOTTOMED LAST Front view. FIG. 5. BARK-BOTTOMED LAST Side view former are called bark-bottomed lasts (Figs. 4 and 5), and the latter bark-sided lasts (Figs. 6 STRUCTURE OF WOOD 195 and 7). Consequently, with a bark-bottomed last the maximum shrinkage will be across the width, whereas bark-sided lasts will have the maximum shrinkage in the height. Experiments have shown that this shrinkage can he as much as 41 in. in the girth measurements, and would be even more if the wood was not thoroughly seasoned. Any shrinkage that takes place could be adjusted by suitable fittings, and since it is an easier matter to adjust the height than the width, bark-sided lasts are often preferred. Another disadvantage of a bark-bottomed last is that the top is cut from the heart wood of the spoke (Fig. 4). This results in the wood at the top being more liable to split, thus spoiling the last. Generally speaking, the nature of the spoke decides the way the lasts are to be cut, but for a pair of lasts they must both be either bark-sided or bark-bottomed. This initial sorting into pairs should have great attention so as to ensure as far as is naturally possible that those of a pair shrink the same amount in the same directions. Obviously this lessens the possibility of having odd lasts after a period of time. To forecast the directions in which a last is likely to shrink it is necessary to be able to identify it as either bark-bottomed or bark-sided. Remembering the structure of wood, it is an easy matter to distinguish a last that is bark-bottomed from one that is bark-sided. With the former the annular rings of the wood will run transversely across the bottom (Fig. 5). Where there is more curvature, such as the forepart and the waist, more annular rings are exposed, and hence at these points the striations are more numerous and closer together. Regarding the medullary rays, they will be along the sides of a bark-bottomed last. A further indication is that on looking at the back of a bark-bottomed last the annular rings run parallel to the bottom of the last. 196 BOOTS AND SHOES With a bark-sided last the rings will be shown longitudinally along the bottom and sides (see Figs. 6 and 7). Along the bottom the rings will appear as almost straight lines FIG. 6. BARK-SIDED LAST FIG. 7. BARK-SIDED LAST and nearly as close together as in a cross-section of wood. The medullary rays will run transversely across the bottom. At the back of the STRUCTURE OF WOOD 197 last the annular rings will run in the direction of the height, or nearly perpendicular to the bottom. By looking at the back of a last a clear indication should be obtained at once of the way the last was cut from the wood. Consequently, whatever care is taken in seasoning wood for lasts, they are certain to be more or less affected by changes of temperature and/or humidity. Therefore, they should be stored in a suitable place where conditions are practically the same throughout the year. Lasts are finished nowadays by means of wax and cellulose varnishes, and this prevents to a large extent effects due to atmospheric variations. However, as the last plays a very important part in the making of footwear both from a utility and an appearance point of view it should be treated with respect, and not thrown about as one often sees to-day. CHAPTER III TOOLS USED IN HAND LAST-MAKING IT is possible for a student to possess, at very little cost, the necessary tools for last-making. They are comparatively simple and few in number, and those set out here can be varied to suit individual ideas. FIG. 8. CHOPPED OR SAWN BLOCK FIG. 9. ROUGH-TURNED BLOCK Consider the very first stage with a log which has been correctly seasoned. This log has to be split up into spokes, and for this an iron wedge or betel and sledge-hammer are needed. However, nowadays, the last-maker himself very rarely uses these tools since he can obtain his wood in the form of a chopped block (Fig. 8) or a rough-turned block (Fig. 9). It is necessary, 198 TOOLS USED IN HAND LAST-MAKING 199 however, to use a hand-saw to cut these blocks to the required length. A few words on the principle of a saw would not be out of place here. The construction is simple but must be correctly made to produce the best results. Primarily there is the cutting of the teeth, and Fig. 10 illustrates their shape. One edge, AB, is inclined to the direction of cutting, and the other edge, BC, is perpendicular to the direction of cutting. Hence, when the saw is drawn over the wood in the direction P, the inclined planes, AB, etc., slide over it and produce no cut. If the saw is moved in the direction Q the vertical edges, BC, etc., cut FIG. 10. TEETH OF into the wood and remove that SAW obstructing them. Hence, the cutting is only produced on the thrust stroke (direction Q), and not on the return stroke. SAW TEETH The teeth of the saw and the blade are not arranged in the same plane. If one looks down on the top of the blade, the teeth are seen to protrude in rotation on each side (Fig. 11). In other words, the teeth are inclined to FIG. 11. each other, and this inclination is called the ‘’set" of SET OF SAW the saw. The teeth are so arranged to allow enough wood to be removed during cutting for a clear passage of the blade. When the saw blade is flexible and liable to vibrate in the wood, more space is required 200 BOOTS AND SHOES and, hence, more inclination given to the teeth. The teeth are then said to be “coarse set.” On the other hand, for a rigid saw the teeth are “fine set,” that is, less inclination is given. It is obvious, therefore, that during sawing some of the wood is removed to allow for the movement of the saw, and a coarse-set saw will remove the most. Hence, when cutting to a definite length, this must be taken into consideration. COACHMAKER’S AXE The chopper or coachmaker’s axe (Fig. 12) can be considered the next tool. It is used for shaping the wood into a FIG. 12. COACHMAKER’S AXE rough block (Fig. 8). Nowadays, however, a power saw is used for this purpose in the majority of cases. Nevertheless, the chopper possesses decided advantages over the saw from a hand-worker’s point of view. When chopping wood the direction of the grain is always kept along the length of the block, and this facilitates knifing in the letter stages. With a saw however, it is possible to cut across the grain and, when knifing such a piece, the wood is liable to split off in the wrong direction. The blade of this axe is ground only on one side, the other side being a perfect plane. When chopping, the flat side is presented nearest the wood. This ensures a clean cut and prevents the blade from turning into the wood, as would certainly happen if done the reverse way. Another feature is the position of the handle TOOLS USED IN HAND LAST-MAKING 201 relative to the blade. The direction of the handle is not in the same plane as the blade. This gives clearance for the hand when chopping. LAST-MAKER’S BENCH Next comes the last-maker’s bench, and the drawings (Fig. 13) show the design and dimensions of a suitable one. The l ll ll l 7 ll 24 0 ll l8 ll l l 24 ll l8 ll ll ll 2 ll ll l l l2 ll l ll l 24 ll 2l TO 2 ll l l FIG. 13. LAST-MAKER’S BENCH height can be adjusted to suit the worker, but about 23 in. is the maximum height required. It is essential that the bench should be firm and rigid, and to ensure this the legs are splayed outwards so that the effective area covered by the legs is equal to the area of the top. The top must be designed to give as plane a surface as is possible. If one piece of wood is used, there is a liability to warp, and to lessen this effect 202 BOOTS AND SHOES as much as possible the top is made of two or three pieces glued together. Birch is the wood preferred for this purpose since it shrinks very little. The patch is the piece of wood fastened on to the top of the bench. Its chief objects are : (1) it acts as a stop for the wood, hence, giving greater rigidity when the knife is presented; (2) it gives two adjustments for a working level, either on a level with the bench top or on a level mith the top of the patch; and (3) preserves the top of the bench from damage by the knife. Some workers do not use the patch on their benches but prefer to work to the level of the top. When this is the case a rough groove is usually cut out to prevent slipping of the last when knifing. However, the use of the patch has greater possibilities than the latter method. The bench top in front of the patch is notched along the length of the patch. One face of the notch is vertical, and the other inclined to be horizontal. This affords a good non-slipping grip for the wood when being worked. It is advantageous to rub the patch periodically with chalk to prevent slipping. The type of chalk used should be coarse and of a gritty nature, not soft like flour. It is known as lump chalk. Sometimes at the back of the bench, and on a level with the eye, is fixed a trying shelf. This is used for visual comparison of the models and other work in hand. It consists essentially of a perfectly smooth surface fixed usually in a well-lighted place. A piece of plate glass or marble slab makes an excellent trying shelf. Being on the eye level, the respective contours and curves of lasts can be compared with greater ease and accuracy. To hold the work when sawing or rasping, etc., use is made of the last-maker’s vice. This is attached securely to the bench and in such a position as not to TOOLS USED IN HAND LAST-MAKING 203 interfere with knifing. The vice consists of four main parts: (1) The long piece which is fixed to the bench, (2) the short piece which is moved by the screw, (3) the runner on which the short piece moves, and (4) the adjusting screw for the Screw ll 24 I I 36 II 3 22 I II 3 I2 II II b a FIG. 14. LAST-MAKER’S VICE width of jaws. The diagram (Fig. 14) shows the various elevations and plan of the vice and suitable dimensions. When using the vice, the long and short pieces must be approximatelv parallel, and, to prevent slipping of the free end of the short piece, wooden stops are placed on the runner between the two upright pieces. The free end of the short piece has a rectangular groove which fits over the breadth of the runner. The groove is wedge-shaped at the top as shown by line ab in the diagram. The object of this is that when the screw is released the action of gravity causes the short piece to fall outwards and, hence, automatically follow the action of the screw. 204 BOOTS AND SHOES It is obvious that the vice should be made from wood which is a little softer than the wood used for lasts. This prevents bruising the lasts when clamped in the vice. To increase further the “softness” of the jaws they can be roughed with a rasp and chalked. An ideal wood for such a vice is limewood, but owing to its scarcity birch is often used. The design of the jaws is another important feature. They are not square but are curved to taper off at the top (see diagram). The type of these curves depends largely on individual ideas, but the object is to give a minimum surface of contact with the last. Hence, whilst giving a firm hold, the jaws do not tend to damage the last as sharp-edged jaws would most certainly do. LAST-MAKER’S KNIFE The next and one of the most important tools used in last-making is the bench knife. Its chief parts are the blade, the back, the stem, and the hook. Fig. 15 illustrates the shape and dimensions of a bench knife. The knife is built in two sections. The hook, the back, and the stem are of iron in one complete piece, and the blade or cutting edge is of steel welded on to the back. ‘The knife has concave curvature at the front and convex curvature at the back. However, the curvature varies, and the number of the knife indicates the amount of curvature. The blade itself is ground and sharpened on the convex side (see Fig. 15). The object when grinding is to obtain a hollow bevel, AB, and not a plane bevel. The reason for this bevel is that when sharpening the blade the oil stone, CD, moves along the edges A and B, and not over a plane surface between AB. Hence, the stone can be kept in the same plane, with no fear of rolling on to the edge, as it is worked from one end of the blade to the other. Consequently, TOOLS USED IN HAND LAST-MAKING 205 the result at A is a true edge, and any burr on the front side of the blade is easily removed by long light sweeps of the stone. The stem or handle is not in a straight line with the top of the blade but is dropped below this level. Usually the extreme end of the stem is about 6 in. below the level of the knife top, but this, of course, varies with the individual worker. The object II 3 I5 II II 6 2I II D B A C FIG. 15. LAST-MAKER’S KNIFE of this drop is to enable the knife to be presented to the wood when the arm is in its best working position—not too high or too low. In this way the maximum power is derived from the arm and the body. At the end of the stem B and at right angles to it at A is a wooden handle DC. The handle being so placed enables the user to exercise a better control over the movements of the blade. The knife is attached to the bench by the hook passing through a staple or eye. When the hook rests in the eye there is contact of metal on metal, and this does not facilitate easy movement of the knife. To overcome this and also to retain the hook in place, strips of leather are placed below the hook in the bottom of the eye. The 206 BOOTS AND SHOES eye is free to move in any direction and is prevented from coming through the bench by a locked nut underneath. The complete knife is a lever with its fulcrum or pivot at the hook. The hand supplies the motive force, and this works FIG. 16. FRAME SAW against the resistance of the wood when cutting. Hence, by moving the wood nearer or further from the hook, greater or smaller cutting force can he obtained. When knifing is completed it is necessary to cut the block of such a type as to make the last easy of exit from the footwear. The handworker would use either a bow saw or frame saw (Fig. 16). The latter is heavier and firmer but both are satisfactory in the hands of a good workman. TOOLS USED IN HAND LAST-MAKING 207 OTHER TOOLS Other common tools are useful for various purposes, such as a carpenter’s brace and. hit for drilling holes in the block, etc., and a chisel for grooving the block. The first tool used for finishing the last is the rasp, and its function is to remove the knife marks. The teeth of a rasp are similar in construction to those of a saw. It is a cutting tool, A II I I I2 5 II II I2 B Coarse Scraper II I I0 II Fine Scraper FIG. 17. SCRAPERS and hence only cuts in one direction. When using, one should always rasp in the same direction, i.e. the direction of the grain of the wood. This results in more uniformity of surface, and makes the subsequent stages of finishing easier. Rasps can he circularly cut or diagonally cut, and preference is a matter of opinion. It is said that the diagonally-cut rasp may, by going over the same place repeatedly, leave furrows, whereas the circular-cut rasp does not. These rasps are made specially for least-makers, and are usually flat on one side and convex on the other side. After the rasp a file is used. The object of this is to give definition to the lines of the last, such as the top of the comb and the feather. 208 BOOTS AND SHOES Scrapers are next used, and are of two kinds, coarse and fine (Fig. 17). The coarse scraper consists of a steel strip (about 12 in. x 1 21 in., mounted on a piece of flexible but strong wood. Ash is the wood usually chosen. The edge of the steel is bevelled, and then burred over, or “a wire put on to the edge.” The preparation of this wire edge needs great care to get satisfactory results. Primarily a very true and keen edge must be obtained on the steel along the entire length of the bevel as at A. Then using a piece of steel harder than that of the scraper blade (such as a currier’s steel), the bevel edge is rubbed evenly until a regular burr is made as at B. The wire has then been obtained on the scraper, which is now ready for use. This coarse scraper is obviously comparatively rigid and cannot be used for treating hollows in the last. However, this latter can be done by the fine scraper, which is a piece of flexible steel not mounted on wood. Hence, it can be bent to any curve or hollow of the last. In this case there are four wire edges, two on each edge of the steel. To prepare for use, the steel is clamped between two pieces of wood, and the oilstone used to get sharp right-angled edges. The currier’s steel is then applied obliquely along the steel, with the result that four wire edges are formed. (See Fig. 17.) Glass or sandpaper is used to put the finish on the last. Two kinds are usually required, a coarse and a fine paper. The fine paper being applied after the coarse tends to give a polish to the last. An extra polish can easily be obtained by rubbing the wood with a piece of bone or similar substance. The object of this finish is to enable the upper to slide over the surface during lasting—a rough surface would act as a brake. CHAPTER IV MAKING LAST MODELS BY HAND HAVING considered the necessary tools, the next stage will be to show the student how he can produce a last model. A chopped or rough-turned block will be the starting-point. This block is then “squared.” “Squaring” can be called the first stage of knifing, and it is to bring the rough block more into the shape of a last. Squaring can be done generally or specially. In the first case the squared block will be suitable for any type of last, and in the second case the block is squared relative to some given data. However, the stages are similar in each case. In the process of “squaring” there are seven main operations. 1. SQUARING THE SIDES It is desirable to have the seat narrower than the forepart, and so as a preliminary a coffin-shaped diagram is drawn on the bottom of the block (Fig. 18A). A straight line AC is drawn down the centre of the block, and a point B marked such that AB is five-twelfths of AC, A being the toe end. Through B an oblique line DBE is drawn and the points D and E mark the regions of the outside and inside joints respectively. The two lines AC and DE thus give the diagonals of the “coffin,” which can then be sketched in. With long sweeps of the knife the sides are cut down to the sketched lines, but it is important that at the finish of the process the plane of the sides should be perpendicular to the plane of the bottom and in no way oblique to the bottom (Fig. 18B). 209 210 BOOTS AND SHOES 2. SQUARING THE BOTTOM The seat portion is done first. Two cuts arc made down the side as in Fig. 18C. Then a cut is taken down the centre, but not to the end of the block. It is finished off just before the heel portion. A final cut is made on the other side of the heel. It is important when making these cuts to give some concave curvature so that at the end of the operation there is a suggestion of a waist and a heel. The seat finished, two cuts are taken down the sides of the forepart, and then one down the centre. These three cuts should be such as to give some convex curvature, both laterally and longitudinally to the forepart. When placed on a level surface the block should now show a little convex curvature in the forepart and concave curvature in the waist. (See Fig. 18D.) 3. CUTTTNG THE CORNERS OF THE HEEL As shown in Fig. 18E, the back PQ is divided into three equal parts by the points R and S. The points T, V, are then marked so that PT == QV == one-third PQ. RT and SV are joined, and lines perpendicular to these sketched up the back and sides. The corners are then cut down to these lines and present an appearance as in Fig. 18F. The block at its present stage has very little semblance of curvature, and the object of the next four processes is to give this in the appropriate parts. 4. ROUNDING UNDER THE 3 16 SEAT On the bottom mark a point D about in. inwards from the back (Fig. l8G). Sketch in a semi-ellipse ADB. Next select a point C (Fig. 18H) about one-fifth of the height up the back, and from C sketch in a line parallel to the bottom, and from A and D lines perpendicular to the FIG. 18. SQUARING AND KNIFING 212 BOOTS AND SHOES bottom. Then cut round the seat inside these lines and following the ellipse on the bottom. This gives the heel portion a rounded finish as in Fig. 18N. 5. TRIMMING THE BACK OF THE HEEL The back was left at stage 3 with straight, sharp edges. The next step is to round them off. This is done by making cuts along these edges, always giving the block a more upright tendency on the inside. The result is to round the back of the block laterally. To give the back curvature along its height, a shallow cut, tapering off about halfway down, is taken. These stages are illustrated in Fig 18K. 6. CUTTING DOWN TOP OF COMB The length of the comb in a direction parallel to the bottom of the block should, for average purposes, be about one-third the length of the block. With a size stick, AB (Fig. 18L), over the block and parallel to the bottom, mark off C from the back so that BC == one-third AB. Mark a point E up the back of the block a similar distance of one-third the length from the bottom. Sketch in the comb CFE, and with the major portion parallel to the bottom of the block. A similar curve is drawn on the other side. Cut down to these lines, and, when finished, the plane of the flat part of the comb should be parallel to the plane of the bottom of the block. 7. SQUARING THE FRONT AND TOP Long cuts are taken from the top of the comb down to the toe along the inside, the outside, and down the centre of the block. More wood is scooped out on the outside and this results in a more upright appearance on the inside. When making these cuts care must be taken to give the correct contours, convex at the MAKING LAST MODELS BY HAND 213 instep position I and concave at the joints J as in Fig. 18M. These seven processes then constitute the first stage of knifing, and the block should now possess the salient features of a last as regards curvature and distribution of bulk. CHAPTER V MEASUREMENTS FOR A LAST BEFORE further progress can be made it. is obviously necessary to have certain information about the feet concerned. The question arises, “What information is necessary, and how shall this information be set out?” Description alone would be difficult and of little value, as would also a series of figures. A pictorial representation of the foot is better, together with measurements accurately located on this. Such a representation could be in the form of a plaster cast or plan of the foot. Various methods are available, and the one chosen depends to a large extent on the resources at hand. Still a good and successful method should be based on the following points— 1. The method should be (a) quick in its operation, (b) clean, (c) ready and precise in its application. A long drawn-out method would be irksome to the client and would certainly lead to confusion. Cleanliness is always a decided attribute. The old method of covering the foot with printers’ ink and then taking a sole impression is obviously ruled out of court. Naturally the method should be one which can readily be carried into practice, and in no way have any tendency to complicated considerations. 2. The method should be simple and easily understood by the average person. This simplicity is a great asset. 3. The method should convey to the last-maker the kind of foot under consideration and the condition and position of the foot when the measurements were taken. This is important in order that the maker can give 214 MEASUREMENTS FOR A LAST 215 the necessary allowances, as will be discussed later; whether the foot is bony or fleshy, old or young; whether the heel was raised, or whether measurements were taken with the foot in repose or with the weight of the client on it. 4. The method should be such that all the positions of measurement can be located on the last to correspond exactly with those selected on the foot. 5. The method should not only show the amount of girth bulk, but also the way in which this bulk is distributed on the foot. For example, we may have two feet with the same joint girth, but one has a flat cross-section, and the other a more upright and sloping cross-section. Naturally, although measurements correspond, a different last shape would be required in the two cases. The obvious way is to plan cross-sections of the foot at the positions of measurements. How this can be done will be considered later. Keeping these points in mind let us examine and discuss several methods and decide on their relative advantages and disadvantages. METHOD 1 The apparatus required in this case is very simple, being a size stick and a tape. This is a point in its favour. The measurements at joint, instep, etc. (see Fig. 19), are taken as well as the size-stick length and noted thus— SIZE 8 Joint Instep Heel Ankle . . . . . . . . . . . . 9 14 in. 9 34 in. 13 34 in. 9 in. From this the maker is expected to construct a last suitable for the foot. This method gives some information, but fails to specify the positions of measurement. 216 BOOTS AND SHOES a grave omission, or the type and shape of the foot. How is the maker to know whether the foot was in repose or with the e d c b a FIG. 19. POSITIONS OF MEASURING THE FOOT (a) Joint. (c) Instep. (e) Ankle. (b) Lower instep. (d ) Heel. weight on? An experienced maker, with his judgment and a large slice of luck, might make a suitable last, but the element of chance is too great. Although this method has been used it has nothing to recommend it. METHOD 2 3 ll l a9 8 a 3 ll l b9 8 b FIG. 20. DRAFT FOOT OF In this a plan or “draft” of the foot is taken (Fig. 20). By this is meant that the border outline of the foot is traced. This tracing can be done by a pencil, provided it is kept perfectly upright, and that the substance of the pencil’s wood is allowed for in subsequent considerations. It is easily visualized that a sloping pencil would give an incorrect draft. Again there are various types of tracers which press up to the foot, and with careful and correct manipulation give a true outline of MEASUREMENTS FOR A LAST 217 the foot. The measurements of the joint and instep girths are taken, and these positions of measurement marked on the chart as a-a and h-h. (Fig. 20.) This method is a decided improvement on the first, and an attempt has been made to convey some idea of the shape of the foot. There is, however, much to be desired in this method although it is still used. METHOD 3 Here a location tape is used. This consists of two tapes fastened at right angles, as in Fig. 21. One tape is used to measure the girth 0 I and the other is II used to locate the position of this FIG. 21. LOCATION TAPE measurement from the toe end. When measuring, sometimes the big toe is selected as the point of reference, sometimes the second toe. Whichever projects the most is the one usually chosen. 9 8 7 6 5 4 3 2 I I0 2 3 4 5 6 7 8 It is preferable to have a special ruled sheet which provides space for each foot of a pair and also has suitable places for noting measurements. However, a plain paper can be used. The draft is first taken by tracer with the foot in repose, and the positions of the subsequent measures located on the draft. When taking these measures, the foot should be lifted slightly at the front and the corner of the location tape placed upon the first point of measurement with the distance tape hanging over the toe and the girth tape passing round the foot. The measurements taken should be recorded at the side of the draft at the located position of measurement. The other measurements up the front can be taken in the same manner, and usually three are 9 I0 II I2 I3 218 BOOTS AND SHOES sufficient, viz., at the joint, instep, and midway between those, called the lower instep. The instep point can be found by locating the small bone on the ridge up the front of the foot. The method of taking these measures is shown in Fig. 22. FIG. 22. MEASURING WITH LOCATION TAPE To measure the length of the foot, place the size stick sideways against the inner side of the foot (Fig. 23), see page 229. This measure should be taken with the weight on. As the draft length is that of the foot in repose, the difference of these two lengths will indicate the foot extension when weight is applied. Next, the heel measure should be taken from the bend of the foot, at the junction of the leg with the top part of the instep, and round the ball of the heel. It should be taken with the heel raised to the height of the heel the footwear is to carry. MEASUREMENTS FOR A LAST 219 The ankle measure is taken by dropping one end of the tape down the inner side of the foot, the other end of the tape being carried round the leg. Other leg measurements for long work are taken in precisely the same way. Applying Measurement to Lasts. When these measurements are applied to the last there can be several points of uncertainty. Firstly, the increase in length of the last over that of the foot must be definitely fixed. Otherwise the location measures are useless. Secondly, when measuring on the last will the tape be applied at the feather edge at the toe or at the top of the toe or toe puff ? This would again give rise to uncertainty, and the measurements taken from these two points can be widely different. Thirdly, was the girth measure at the joint taken straight across the foot or at an angle? It is obviously necessary to know this. Usually, however, in practice, the tape is put straight across, unless positions are marked on the plan. Fourthly, when measuring the instep position was the tape kept taut from the toe or in contact with the foot up the front? The two measurements would differ considerably. This method, if these latter points are definitely stated, is a good one, but it does not give any idea of the height or shape of the instep. Consequently, a fourth method could be devised to include this consideration. METHOD 4 The procedure of the previous method could be followed, but in addition a side elevation of the foot is taken. The simplest way is to have a hinged board with a piece of paper attached. The board can be flat or arranged so that its halves can be fixed at right 220 BOOTS AND SHOES angles to each other. The foot is placed on one-half of the board with the inside close to the folding board. A draft is taken and the usual girth and location measures taken as previously described. The positions of girth measures on the top of the foot can be marked on the foot by means of chalk. Without moving the foot the other half of the board is brought into position and fixed. An elevation of the foot and leg is traced and the positions of measurement from the top of the foot can be transferred to the profile. This method gives a more accurate picture of the thickness and shape of the foot and also specified positions of its dimensions. A little adjustable platform could be placed on the baseboard so that the height of the heel could be imitated and allowed for in the measurements. SOLE IMPRESSIONS As an additional piece of information a sole impression could be taken in conjunction with a plan and elevation of the foot. The sole impression would show the exact sole area of the foot in contact with the ground. There are several methods from which to choose. Foremost is a type of impression box, which is made specially for this purpose. It consists essentially of a rubber sheet inked on the underside. A sheet of paper is placed below this and nearly in contact with it. The foot is placed on top of the rubber sheet and an impression results on the paper below. Also, by using a pointer, a plan of the foot can be obtained on the same piece of paper without moving the foot. The result is a nicely inked impression, and the method is quick, clean, and ready in its application. The student who does not possess such equipment can obtain good impressions by one of several means. The sole of the foot can be covered with printers’ ink, and the subject walks on a sheet of white paper. An MEASUREMENTS FOR A LAST 221 ideal impression is obtained since the foot actually goes through the process of walking. It is a dirty method, and for that reason not popular. A piece of black cardboard affords suitable means to obtain an impression. This is soaped over, and a sheet of white paper is next taken and chalked over one side. The cardboard is placed on the ground, soaped side uppermost, and the paper placed on top with the chalked side down. The foot is then placed on the paper, and an impression of the white chalk on the black cardboard results. A plan can also be obtained with this method and location positions marked. The method is certainly cheap, but for obvious reasons such an impression cannot be kept for reference. Dyes can be enlisted to help in this matter. Two sheets of absorbent pepper are needed, and one of the two is soaked in a solution of aniline dye in methylated spirits. A little glycerine is added to the solution so as to keep the paper in a moist state. The clean paper is put on the ground on a flat surface and the dye paper on top of this. Finally, a sheet of clean paper. The foot is placed on the whole, and an impression results on the top and bottom papers. Usually, the impression on the bottom absorbent paper is the better one. By using a pointer a border outline can also be traced and positions marked. This is a quick and clean method, and the impression can be filed if necessary for future reference. Chemical reaction can also do its bit in this direction. When an iron salt comes into contact with tannic acid, a deep black precipitate is formed. A sheet of absorbent paper is soaked in a solution of iron chloride and a little glycerine added to keep it in a moist state. Another piece of paper is soaked in a solution of tannic acid and allowed to become almost dry. The tannic acid paper is placed on to a flat surface, and the iron 222 BOOTS AND SHOES paper above it. Finally, a sheet of clean paper. The foot is placed on to this, and a black sole impression is obtained on the tannic acid paper, to which can be added the foot’s outline and positions of measurement before the foot is removed. (See also Section XVI.) CHAPTER VI ALLOWANCES AND DEDUCTIONS FOR LASTS THE foregoing chapter has given to the student an indication of how he can obtain information of the foot regarding both its size and shape. But as is well known there is a wide variety in the types of feet. Not only this, but the various feet are subjected to different everyday considerations. Modifications are therefore called for when clothing these feet. After the foot is measured, this actual measurement is not always reproduced on the last on which footwear is to be made for that foot. Sometimes the last is made correspondingly smaller or larger, and these deductions and additions are made according to facts and experience. For example, the last is made longer than the foot, and this increase varies with circumstances. The circumstances which govern these allowances are several, and those appertaining to the foot will be considered first. Some feet are more “bony ” and others more “fleshy ” than a “normal” foot. Here then are three sets of conditions. The fleshy foot, owing to its greater coating of protective tissues, will be able to stand more pressure than a bony foot, and, consequently, the last girth for the former can be reduced more than the latter. For example, suppose we have a joint measure of 9 41 in. for both types of feet. Then as an illustration of the trend of the allowances, the joint measure on the lasts for these feet would be, say, 9 81 in. for the bony foot, and, say, 9 in. for the fleshy foot. 223 224 BOOTS AND SHOES There is again the question of a tender foot, which may be either of the fleshy or bony type. In such cases the foot is inclined to be hot and perspire freely. Such feet require greater measurement in the shoe than the normal foot, so as to lessen irritation as the foot expands. Consequently, if the foot was of joint measure 9 41 in. and it was bony and tender, the corresponding last girth might be made 9 38 in. In the case of a tender fleshy foot it might be 9 81 in. Age of the foot must he respected, and this determines allowances to a definite degree. With the young, growing foot, allowance must he made to accommodate its growth and development. The foot of a rniddle- aged person, however, when growth has stopped, could wear footwear made on a last whose girth is less than that of the foot. This results in well-fitting footwear, and for a normal foot there are no detrimental results. However, if the foot is bony or fleshy, considerations as previously discussed must he made. For old feet, extra addition to the last has to be made since comfort at this stage is of vital importance. As an example, suppose the joint measure of a young man’s foot and that of an old man’s foot are both 9 in. Then, in the former case, the last joint might be made 9 in., but in the latter case it may be made 9 81 in. The everyday activities of the foot are an important consideration. A man of leisure who does not walk much needs little allowance. As appearance is the great asset to him he requires a smart well-fitting shoe. Hence, his foot measurements can be reduced on the Last. But in the case of a market porter, the last measurement must be increased over that of the foot to allow for comfort and ease of movement. Consider a joint measurement of 9 in. Then for the former case the last joint measure might be reduced to 8 78 in., whereas in the latter case it would be increased to 9 81 in. ALLOWANCES AND DEDUCTIONS FOR LASTS 225 Sometimes the circumstances run all in one direction. For example, consider a, porter of age 55 years whose feet are tender and bony. Then in this case a joint measure of 9 in. might be made 9 41 in. on the corresponding position of the last. Now consider a man of leisure of age 25 years with a fleshy foot. A joint measure of 9 in. on the foot might be made a joint measure of 8 34 in. on the last. Naturally, there are cases when the circumstances are not in one direction, and in such cases an intelligent compromise has to be made. DESIGNS OF FOOWEAR AND LASTS The design of footwear to be made on a last has its effect on the relative dimensions of the foot and the last. The chief characteristics under this heading of design are the lateral shape of the toe, the profile shape of the toe, the height of the heel, and the type of upper. Consider the first. There should be much more allowance on the length for a shoe with a pointed toe than for one with a square toe. For the same foot to wear the two types, the toes will be nearer the end of a square toe shoe than for a pointed toe shoe. The pointed toe is dictated by fashion, and the necessary length must be given for comfort over the addition of length for the former. However, if the foot under consideration is naturally pointed at the toes this allowance need not be so great and the length can be modified to suit. When considering the shape of the toe the profile or depth is as important as the lateral width. The toe can be either receding or upright. Consequently, the toes of the foot can be accommodated closer to the end of the last in the latter case. Hence, more increase in last length for the same foot is necessary if the choice of style has a receding toe. 226 BOOTS AND SHOES It is common knowledge that the foot elongates when the weight of the subject is placed on it. This elongation can be in an average foot as much as a shoe size with the foot flat on the ground. However, as the heel is raised the foot is in an unnatural position, and under these circumstances there is less elongation of the forepart during walking. Hence, the higher the heel to be used the less length increase necessary in the last. But when these conditions prevail the foot expands more laterally, and, consequently, suitable modification must be made in the width of the forepart. At the same time, with high-heeled shoes there is not the same pressure on the heels as with low-heeled shoes. The result is that the seat width in the former case should be less than in the latter. The type of upper to be used decides to some extent salient features of lasts. Consider two types of uppers, say, a whole front and an apron front or winged cap. In the latter case extra accommodation should be made on the last to allow for the seams in the upper. A foot might be comfortably clothed in a whole-fronted shoe, but when wearing an apron-fronted shoe made on the same last discomfort would be experienced. Different conditions are presented with an instep-fastened upper, such as the bar shoe, compared with a court shoe. In the former case, the last at the instep should be in relationship with the corresponding part of the foot. In the latter case, this is not strictly necessary except at the edge of the vamp, but it is of more importance to have the top of the last thin along the sides. This results in the quarters clipping to the sides of the last and subsequently the foot. ALLOWANCES FOR FOOTWEAR MATERIALS Materials used for footwear are of great variety, but during making they undergo similar physical changes. ALLOWANCES AND DEDUCTIONS FOR LASTS 227 The three important properties of these materials which concern the last-maker are the stretch, substance, and flexibility. Some leathers when stretched exhibit high plastic properties and show little tendency to return to their initial length when released. Waxed calf is of this order. With box calf, however, this is somewhat elastic and if stretched and then released will tend to recover to its initial length. Consequently, with the same foot to be clothed, different considerations should be necessary with the last when the two mentioned materials are used. Regarding the substance of the material, this has a very important bearing on comfort. The leather is bent and creased when walking, and with one of thin substance there is hardly any movement at the crease. With a thick substance, however, there is a decided movement and “banking-up” inwards at the crease. If the necessary accommodation was not made, this foul material would press into the foot. Hence, for the same foot, a larger last is necessary for footwear made from thick material than from thin material. Some leathers are more flexible than others, and, consequently, require less force to bend them. This property must be considered and features introduced into the last to help progression in walking in the case of footwear made from material which is not very flexible. This will be considered later. To summarize the effect of materials on the choice of last, suppose a leather is to be used which has very little stretch, is of stout substance, and has little flexibility. In this case the maximum girth allowance would begiven. If the conditions were in the reverse direction, the minimum allowance would be made. There are various methods of making and attachment of the bottoms of footwear. These produce different results with regard to firmness and flexibility 228 BOOTS AND SHOES of the bottom. For example riveted work produces a very rigid sole, whereas a sew-round produces a very flexible bottom. Hence, in the former case. more girth measurement is necessary on the last to allow for this rigidity. The foregoing will give the student some idea of the considerations that are made when selecting a suitable last. However, he has obtained his measurements and data of the foot and must be impatient to translate these into an ideal last for that foot. From this data his next step is to construct a sole pattern. MAKING THE SOLE SHAPE PATTERN The majority of skilled last model makers carve the sole pattern directly on to the wood as they evolve the model. From the student’s point of view it is best to construct a sole pattern and use it when constructing his last. When cutting such a pattern it is first necessary to study three salient factors, viz., length, width, and shape of the foot. Consider that the plan of the foot is a true one, that is, taken with a tracer—not a pencil. This plan can have been taken with the weight on or weight off, but the condition, whichever it is, will have been noted. If both are taken, the mean can be assumed to be the length of the foot. The last must be made longer than the foot, and, consequently, the sole pattern also. This increase depends on the width and shape of the toe required, whether pointed or square, receding or upright. For average purposes with a man’s foot, say, size 7, the extension might be 2 21 sizes for a square toe, 3 sizes medium toe, and 3 21 to 4 sizes pointed toe. For ladies’ size 2 to size 7, 2 sizes, 2, 2 21 sizes, and 3 sizes respectively. Regarding the width of the sole shape, this, of course, ALLOWANCES AND DEDUCTIONS FOR LASTS 229 must not be so wide as the plan or border outline. The sole impression is a closer idea of the sole shape required, and if one is taken it greatly facilitates the process. However, if a sole impression is not available good results can be obtained by P sensible modification of the plan. X The reduction of the plan for the sole width depends on the nature and type of foot. For example, the reduction could be more for a fleshy foot than for a bony foot, but would be less for a narrow A9 upright foot than for a wide thin H foot. 2 II I 3 3 II I8 The shape of the sole is very important, particularly as regards the “twist” (see later). Usually, however, the insole shape should be more twisted than the border outline. If the foot is a very straight foot the insole must also be comparatively straight. If in this case the sole shape had been made too twisted, the results would be discomfort to the foot, and running over of the footwear. B II 93I8 I Q 5 II 5 II 9 I8 Q 9I8 E K L W S C F D Z Consider a border outline of a foot as Fig. 23, with the positions FIG. 23. SOLE SHAPE PROof joint and waist measurements DUCTION FROM DRAFT indicated. This was taken with a tracer and the weight of the subject on the foot. Further, the point X indicates the position of the centre of the second toe. A straight 230 BOOTS AND SHOES line is drawn from the centre of the seat Z to X. This line is continued to P so that there is an increase in length of 23 in. over the size stick length of the foot. This increase of 2 sizes should be sufficient for a medium toe shape since the measure of length was taken with weight on. Spring I II I 2 Size II I 9 38 x II I 9 58 II Pitch I FIG. 24. THE SOLE SHAPE From the positions of the inside joint A and outside joint B, draw lines perpendicular to the central line ZP. The seat position S is located at one-sixth the foot length from the back, and a line CSD drawn at right angles to ZP. The waist position W is located midway between the inside joint position H and the seat position S. Next it is necessary to decide on the transverse width of the shape relative to the plan. This depends, of course, on the type of foot. In this case the foot was inclined to be “bony,” and so the seat width was reduced by 81 in. on each side. This would be a suitable reduction. At the outside joint B the reduction was in., and the width at the inside joint position was reduced 81 in., on each side respectively. 3 16 The waist width KL can be arrived at by making KW on the outside approximately equal to half the seat width, and LW equal to one-quarter of the seat width. The salient points are now obtained and the sole shape can be sketched through these points as in Fig. 24. This sole shape can be pressed through on to paper, cut out, and appear as in Fig. 24, with the dimensions of ALLOWANCES AND DEDUCTIONS FOR LASTS 231 the foot indicated at their corresponding positions of measurement. At the toe can be recorded the spring of the proposed last and at the seat the pitch. Hence, the student will have the necessary information when he comes to apply this to the insole. CHAPTER VII KNIFING THE LAST HAVING obtained the appropriate sole shape, the construction of the last can be continued. When doing this it is best to proceed in a definite manner, step by step. A suitable block is cut so that its length is about 31 in. longer than the insole. This block is squared in the manner previously described. The shape of the bottom is considered first, and due attention paid to the longitudinal and lateral contours. First, break in the inside waist just behind the inside joint position, as illustrated in Fig. 25A. Then rub the block on the bench, and the contact position of the forepart will be indicated. This line should slope across the bottom of the block and not straight across it. Starting at this contact line, obtain the curvature in the waist, the amount depending on the type of last to be constructed (Fig. 25B). The curve does not extend to the extremity of the block but graduates to the front of the seat position. The heel pad is positioned, and the transverse contours of the waist and seat adjusted. The front or forepart is next considered, due attention being paid to the curvature along and across the last, and to the spring (Fig. 25C). When adjusting the transverse curvature at the contact position it is important to see that the twist of the plane through the contact point is positioned correctly relative to a horizontal plane in contact with the seat. (See “Twist.”) The block is now placed in the vice, and the insole pattern applied along the bottom with its back near to the edge of the back of the last. The correct “lie” of the shape is carefully adjusted and then traced around 232 KNIFING THE LAST 233 (Fig. 25D). These lines are then cut, making due allowance for the overhanging body of the last (Figs. 25E and 25F). Having shaped the contours of the bottom, the top portion of the last is built up on this foundation. Start first at the back and build up around the comb. This done, the top and front can be completed. When considering the back, the chief points are the curvature of the back, and the curvatures at the sides. FIG. 25. KNIFING THE LAST A profile of the back of the foot would be a great aid in the former case. The latter curvatures depend on to what purposes the last is to be put. In a court shoe last the side curvatures would be both concave, whereas for a boot last the curvature might be convex on the inside. During this process the transverse position of the comb relative to the border outline is studied. Sometimes it is central, and sometimes inclined towards the inside of the last. The comb having been so positioned, it is cut to the required length, and given the required curvature when viewed from the side. When dealing with the front, a profile of the foot is a 234 BOOTS AND SHOES great aid. This enables the correct profile of the last to be obtained. The ridge down the front of the last is considered, and made central or inclined to the inside as the case may be. The appropriate shape at the joints and around the sides of the forepart is obtained, and the toe cut to shape. Due attention should be paid to the profile shape of the toe. The general contours having been obtained, the next step is to compare the measurements of the foot with those of the corresponding positions on the last. The most satisfactory method is to locate the positions of measurement on the last, and at these positions test the girths. The positions on the bottom of the last at joint and instep measures can be obtained from the insole and should be made permanent by an awl mark. The top of the instep can be located by placing the last with its back against a vertical block of wood, and transferring the horizontal distance of the instep from the back of the foot’s profile from this vertical block. This position should also be recorded permanently by means of an awl mark. In the latter case care should be taken to present the awl in a direction perpendicular to the plane on which the last rests. This ensures that if more wood is removed at this position the instep point is still in its true relative position with regard to the axis length of the last. The measurements of the girths of the last are taken at these positions, and the necessary alterations made, leaving sufficient wood to allow for finishing. The next step is to cut the block from the last, to ensure that it can be removed from the boot or shoe without damage to the footwear. There are various types of blocks, as will be seen later, but with the equipment available the student can obtain good results as follows: Cut a step A on the comb of the last (Fig. 26), and select points as B on the inside and outside of the last at the joint positions. KNIFING THE LAST 235 Then saw, with the band-saw, straight from A to B. The next step is to cut down the front of the block. This should be done in a direction CB, not DB. In the latter case, the ridge left on the bottom portion of the block would catch on the upper during withdrawal. This tendency would be absent in the former case. The corner of the block, aaB, can be cut off and pegged. This makes the block narrower at the end and, hence, easier to withdraw. To fasten the block a headless nail is M A D C a a S B FIG. 26. CUTTING THE BLOCK inserted at S (Fig. 26) and forced into the bottom portion of the last. A screw at M, through the block, completes the operation. FINISHING THE LAST Knifing completed, the finishing of the last is proceeded with. Rasping comes first, and its object is to smooth down the knife cuts, and so define more clearly the shape of the last. However, the rasping operation should not be made more tedious by indifferent knifing. The primary aim should be to knife well and clearly, and this in itself will be conducive to easy rasping. Chalk the jaws of the vice, and pinch the last in the vice, with the minimum of pressure necessary to give a good hold. This prevents any tendency to bruise the last. Leave as much of the body of the last out of the 236 BOOTS AND SHOES vice as is possible, as this gives more freedom. The operation can he conducted with greater ease in four stages, as represented in Fig. 27. The last is placed with the heel towards the operator and the back raised. This enables the whole of the inside length and the back to be rasped. The outside is done next. Thirdly, the top and front. The last is clamped at the two FIG. 27. RASPING THE LAST * Indicates the position of workman sides with the toe slightly raised. Finally, the bottom. The 1ast is reversed from the previous stage with the toe towards the operator and the heel down. Every part of the wood should be touched with the rasp, but not so heavily as to leave deep grooves. As far as is possible the rasping should be done in one direction, and all the rasp marks lie in this direction, that is, in the direction of the length. This will facilitate subsequent processes. After rasping, the next step is to “set the edges” of the last. This is done with a file, and the object is to KNIFING THE LAST 237 get the edges sharp and even, if necessary. Great care must be taken to get the edges true and the curvature continuous. This is sometimes called setting the range, which feature will he considered later. When doing this constant reference should be made to the sole shape. Commencing at the back of the bottom, the edges are filed in a direction parallel to the bottom, taking care that the lateral curvature is not affected. Then, with the file upright, the edges along the outside of the back are “trued.” Similarly for the forepart and comb. By careful working, the edges from the forepart and seat can be made to merge and disappear into the waist. Having set the edges, the next step is to smooth the last and take out the rasp marks. The tools used in their order are the coarse scraper, fine scraper, and sandpaper. The order of procedure is similar to that for rasping, and each portion is completed before proceeding to the next. Two grades of paper can be used, first a coarse and then a fine grit. It is advisable to apply these with a circular motion so as to minimize any possibility of scratching. The last is now in a fit state to use, but extra polish can be given by rubbing it with a material harder than the wood of the last. The fibres of the wood near the surface are compressed, and an even polish results. However, this is not a permanent polish and affords little protection against the atmosphere, and so lasts are often french polished. As will be seen later, different methods are adopted in last manufacturing. Great care should be taken to set the edges correctly, and, when set, similar caution exercised to prevent their damage by scraper or sandpaper. Again, the scraper must not be applied too heavily at salient points on the last, otherwise too much wood will be removed, and the characteristic contours altered. 238 A DVANTAGES BOOTS AND SHOES OF M AKING L ASTS BY H AND P ROCESS The processes of hand last-making described enable the student to train his eye in the development of contour and shape in lasts. Before the advent of machinery, all last-makers had to start from the chopped block, but to-day this is rarely done. B ESPOKE L ASTS Modern West End practice is to make use of machines as far as is possible without interference with the individuality necessary. When possible the last-maker likes to take the necessary data of the feet himself, and so note any important points which require specific attention. Having obtained his draft and measures, and having studied the draft, he next selects a suitable stock rough-turned last. A selection of such lasts are kept, with the heel and toe in the rough state as they left the turning lathe. One is chosen which could be made suitable to the data either in all wood or with the addition of small leather fittings. If a last cannot be selected from stock, the nearest model is fitted up and from this a pair are rough turned. This is the practice when the feet are alike. Should the feet be distinctly odd, then it is necessary to have a model fitted up for each foot and the two rough turned, one to each model. This is found to be much quicker, since it eliminates the modification of one of the lasts if they had been a pair. The blocks are cut at the same time, and in some cases the square-cut block is preferred to the scoop block. Having received the rough-turned lasts, the maker proceeds to make his lasts to the required data. First, he removes the toe and heel chuck holding connection, sawing off the major portion, and then shaping the ends with a bench knife or spokeshave. KNIFING THE LAST 239 Usually, the length is left half a size longer than is necessary, for emergencies. The block is removed, and, the outside corners sawed off with a very fine saw. The major portion of the block is then replaced with the corner loose. This corner is pasted on to a piece of upper leather of thickness equal to the saw cut, and fastened in its original position by means of rivets. The latter are sunk below the surface. It is claimed that such a modified square-cut block has distinct advantages over the scooped block. It is easy to remove from the shoe with little fear of damage to linings, etc., owing to the removal of the corner. Again, on placing a last in a shoe and driving home the block, the block cannot slip further forward than its correct position, which is often the case with curved-cut blocks. Having modified the blocks, the maker continues to make the last by fitting it to the back portion of the draft first from heel to ball. The necessary wood is removed with a spokeshave or small rasp. With the back portion fitted, the necessary pitch is imparted and the last length reduced to its necessary size-stick length plus a small allowance for finishing. The prominent parts, if any, on the bottom of the foot ars ignored for the time being, and great care is taken to produce the correct range and pitch. The correct pitch would be checked by trying the model on the required heel; the latter naturally being reduced by an amount equal to the ultimate sole substance. With the back portion fitted and the length and pitch, etc., correct, the last is now reduced to the taken measures. The reduction is made from the top or sides, depending on the type of foot under consideration. At the same time the correct toe shape is imparted, together with the required amount of twist. The amount of twist or straightness is governed by the amount of twist in the draft. The maker then proceeds to set the 240 BOOTS AND SHOES range of the last, and to make a paper copy of the sole shape which he has automatically produced during the various stages. The last is finished with scrapers and sandpaper, and attention then diverted to the companion last. This is paired up with constant reference to the first, and to the paper sole shape. This enables the maker to get the same shape of toe, etc., in the pair. With both models finished, attention is paid to the bottom if necessary. Any necessary addition is made by leather fittings, attached by a strong adhesive and a few fine rivets. When making these fittings the maker takes great care not to interfere with the range of the last. This explains why the bottom of the model is considered last. It is much easier to get a true range on a last that has a normal forepart, that is, one without any prominences on the bottom. The last model maker does many of his operations automatically as a result of his experience, but it takes many years of application and practice to acquire that skill. However, the serious technical student could with advantage study the question of lasts, since to a large extent they control the appearance and to the full extent the fitting properties of footwear. A closer co-operation is very necessary between the foot anatomist, the last-maker, and the shoe manufacturer before the ideal conditions are reached. This is only possible when an expert in one section is thoroughly acquainted with the problems and requirements of the other two. With this state of affairs reached, they could work in unison with the common object of correct fitting and attractive footwear. CHAPTER VIII SPRING, PITCH, TWIST, AND RANGE IN LASTS IT is obvious that the last cannot be a model of the foot in any one of its positions of rest or activity. It should be, idealy, a mean shape between the positions of rest and the positions A Pitch Spring FIG. 28. PITCH AND SPRING taken up by the foot during its activity. A last which was perfectly flat along the bottom would be suitable for a foot that was never flexed or extended, or a person who never walked. Consequently, since the occupation of a coachman approaches these extreme conditions, the lasts for his boots can have most regard to plantigrade. But such an exclusive form would not be suitable for a walking boot or shoe. The first step, therefore, to approach this ideal state is to introduce “spring” into the last. Consider a last resting on a horizontal plane, and the seat raised to the distance demanded by the correct height of heel (Fig. 28). “Pitch” is the elevation of the 241 242 BOOTS AND SHOES seat under these conditions, and “spring” the elevation of the toe under the same conditions. SPRING Spring is introduced because it helps progression in walking when wearing shoes made on that last. The raised toe of the shoe offers some resistance to the downward pressure of the toes of the foot, resulting in a state of leverage at the ball of the foot. The consequence is facility of progression in walking. This characteristic of lasts varies in its magnitude according to different circumstances. When the shoe carries a high heel very little spring is required. In such a shoe the foot is not bent much during walking. The toes are already partially bent, and the contact position of the foot is in the region of the ends of the metatarsal bones. Hence, the foot is placed down rigidly rather than flexed during the action of walking. Very little aid to flexing, and consequent forward progression, is necessary in this case. On the other hand, for a very low heel the foot is bent considerably when walking. Hence, as an aid to progression, the maximum spring is required. Briefly, therefore, the trend is that the higher the heel the less the toe spring. Spring in the last has reference to, and is regulated by, the rigidity or flexibility of the footwear concerned. If the sole is very flexible, the shoe is easily bent and will follow the action of the foot very closely. Hence, little aid in the nature of spring is required. However, for a rigid sole the maximum aid is required, and, consequently, a lot of spring is given in this case. To have the forepart flat from joint to toe is a common practice in the West End hand-sewn trade, and it is only possible because of the high-grade workmanship associated with these productions, ensuring the greatest SPRING, PITCH, TWIST, AND RANGE 243 flexibility, and because of the restrained use of such footwear. To make screwed footwear on a last of this character would be obviously ridiculous. Consequently, to summarize, the greater the rigidity of the sole, the greater the toe spring necessary. The design of the footwear has its own quota of effect on this characteristic of lasts. Some, such as court shoes, have no leg or ankle supports or attachments as have boots. Hence it is necessary that the quarters should grip round the side of the foot to keep the shoe in place. This necessity can be helped by a suitable use of spring. Shoe lasts generally should have a fair amount of spring. The result would be that the toes when pressing on the forepart would set up a degree of tautness in the direction A (Fig. 28). This would have its effect on the gripping property of the shoe. Hence, in general, a shoe last should have more spring than a boot last. Fashion plays her part with pointed toe shoes, and, as has been stated previously, such should be made on lasts longer than the accepted standard last. This spring is necessary from a ‘"clearance" point of view. If it is not given, the extended toe is bent at an axis where the toes of the foot end. Consequently, the front wrinkles and turns up, and impairs the appearance considerably. PITCH “Pitch” has reference to the height of heel, and has its effect on the characteristics of lasts. The line of contact or tread line is positioned according to the pitch. It is obvious that as the seat of a last is raised the contact with a horizontal plane moves forward. From coverage data it lias been observed that this progression is about 181 in. for every 21 in. of pitch added. Consequently, it must be concluded that the greater the pitch the shorter the forepart, and vice versa. 244 BOOTS AND SHOES Further, for a last with high pitch, the forepart should be made wider and the seat narrower. This follows, since the weight of the subject is concentrated on the ends of the metatarsals under this condition. This position of the foot results in a greater spreading of the forepart, and a less spreading of the seat, when the weight is on. RANGE Range has been defined as the harmonious blending of the spring and pitch. It is understood to define the contours of the edges of a last. The range is good when the curves of the edges are in harmony and continuous. The range is broken when these conditions are not satisfied. This does not apply to the profile only but to the bottom. Suppose a person is looking longitudinally along the bottom of a last with the toe pointing to the observer. Then the edges of the forepart along each side should harmonize. Otherwise it is considered “out of range.” The range or edge of a last is not a fitting property; but is there purely to define the insole shape. It is obvious that the foot has no such defined edge but is curved at the sides. The last here ought to resemble the shape of the foot, but the claims of the process of manufacture must be met. Defined edges are a necessary part of this process. With the machine-sewn process and the Consol lasting machine, it is necessary, to get a shoe of smart appearance, that the last should have sharp edges in the sole form and a sharp and well-defined waist-line. Rapid processes introduced the use of sole levellers and sole moulders, and with these the best results are obtained when the last has well-defined outlines. Flat-seated lasts are the best for use with heel attachers, but it is a definite truth that footwear made on such lasts is the least comfortable. SPRING, PITCH, TWIST, AND RANGE 245 TWIST Finally there is the question of “twist" in a last. By this is meant the relative transverse positions of the seat and forepart. If the seat is rotated towards the inside from the central line of the forepart, the shape is said to be twisted. On the other hand, if the seat is moved more towards this central line, the shape is made straighter. When judging the twist of a last it can be done either in relation to the border outlines of the last or the sole shape. The last may appear straight with relation to one but twisted relative to the other. For the average foot the last should have a border outline which is practically straight and the insole should be a little twisted. There is also another state of twist to be considered. Suppose a person views a last longitudinally along the bottom with the toe away from the observer. Consider an imaginary tangential plane to the centre of the seat, and one to the tread or contact point. Then if the planes are parallel there is no twist. If they are inclined at an angle there is some twist. It is generally accepted that there should be some twist, with the forepart plane raised towards the inside of the last. This feature is considered to prevent “running over” of the footwear. In some cases lasts are made with no such twist, but never should the forepart plane be inclined above the seat plane on the outside of the last. Although some of the essential principles are disregarded to suit manufacturing processes, it is necessary for the technical student to keep these principles alive. The day may come when, by the efforts of manufacturers and engineers, these correct principles will be provided for in mass production. The aim of the lastmaker is clear and definite, and the ideal last has been produced when shoes made on it are elegant, comfort able, and, further, retain their shape during wear. CHAPTER IX LAST MANUFACTURING AS the development of an industry affects its allied trades, so has the rapid development of boot and shoe manufacturing had its effect on last manufacture. Improvement in machinery still grows apace, and it is difficult to visualize the ultimate result. The industry is still young, but the veteran stage as regards machines is very quickly reached. The hand-process of making lasts was quickly displaced by machine methods, and, generally speaking, the best of the latter were of American origin. However, from an historical point of view, it is interesting to consider some of the early forms of machine. One of English origin resembles an ordinary lathe and is essentially a copying machine. The model, having been made by hand, was placed in a frame together with a rough block. The former was forced into contact with a dummy wheel, and the latter into contact with a cutting wheel. The most forward of the knives and the dummy were arranged in line with each other, if an exact copy of the model was required. But as the turned piece was rough, and had to be finished, it was made larger than the model. Hence, the dummy was moved to accommodate this, or else the model was made a little larger than the required last. Models for the machine were prepared in the ordinary way, knifed and rasped by hand. One model sufficed for the right or left foot last, and various fittings could be turned for the same model by adjusting the position of the dummy wheel. However, this resulted in an 246 LAST MANUFACTURING 247 increase or decrease exactly the same over the whole of the last. This is not the result that is strictly required. FIG. 29. GILMAN LATHE The next progressive stage was the introduction of the Gilman reverse last lathe (Fig. 29). The illustrations of this are due to the kindness of the British United 248 BOOTS AND SHOES Shoe Machinery Co., Ltd., and Messrs. Gilman & Son, of Vermont, U.S.A. Two types are shown which are in everyday FIG. 30. IMPROVED GILMAN LAST LATHE use, but that shown in Fig. 30 is an improvement on the other. The essential difference is that the LAST MANUFACTURING 249 former requires factory shafting to work it, whereas the more modern type has individual motors. The capacity of the latter machine is from 60 to 80 pairs of lasts per day of eight working hours. This variation depends on the size of the lasts and the type of cut or feed used. Briefly, the machine consists of a swing frame which carries the model to be copied and the rough block to be turned. This frame oscillates freely, and a special clutch mechanism is provided on every machine for stopping the block right side up when the swing frame is pulled out. The weight of the frame keeps the model in contact with a dummy wheel and the rough block in contact with the cutters. The hanging frame allows the block to go forward or backward upon the cutter, which cuts the block at the corresponding point at which the model rests on the dummy wheel. Hence, when and where the model touches the dummy wheel so the cutters cut the block. This machine turns both right and left lasts accurately from one model, and has sufficient variation of work spindle speeds and feeds to cover a wide variety of lasts. It is capable of grading five sizes on the English system and seven on the French system, both larger and smaller than the model. The largest diameter of model that the machine will accommodate is 6 21 in., and that of the rough block 11 in. The maximum model room between the clamps or dogs is 12 34 in., and the corresponding accommodation for the block is 13 34 in. It is a practice to find one operator tending three or four machines. The Gilman lathe can be equipped with large dummy wheel and large cutters, or small dummy wheel and small cutters—the former of 10 in. diameter and the latter of 3 21 in. With the 3 21 in. cutter head, this machine accurately reproduces the concave sides of 250 BOOTS AND SHOES the model, and gives results which cannot possibly be obtained with the 10 in. cutter head. This is a decided improvement, considering that some of the modern lasts have parts of deep concavity. In the latest machines an attachment is incorporated that automatically slows up the spindle speed while the model is going over the comb or highest point of the last. This prevents bumping of the swing frame, which is a usual occurrence at this point. The place in the last where this occurs can be set by the operator with a simple adjustment, or, if not required, can be entirely eliminated. The latter case is likely to arise when turning men’s lasts of more regular pattern. As was mentioned previously, the machine illustrated in Fig. 29 is driven from factory shafting, whereas that in Fig. 30 has individual motors. The latter type is considered to have some advantages over the former. For example, the motor-driven one can be installed in a lower room, since no overhead shafting is required. Further, it can be placed in the most advantageous position in the factory as regards space and lighting. There is also less power consumed. The individual motors are used only when the lathe is running. There is no overhead shafting running all the time, consuming enough power to run all the machines linked to it. Again, with the shaft-driven machine, the cutter-head belt travels backwards and forwards along the large drum. Consequently, when adjusting the position of the cutter carriage to see if the block is large enough, it is necessary to keep the machine running. With the individual motor suspended below the cutter carriage, the carriage can be moved at will without starting the machine. This is obviously of advantage to the operator and further lessens the risks of accident. Such machines as previously described will not only LAST MANUFACTURING 251 reproduce the model, but will grade upwards or downwards. For example, if a size 4 ladies’ last is selected as the model, it is possible to produce a range from size 2 to 7 from this one model. By reversing the machine, the opposite foot can be reproduced. This grading is geometric, and in itself does not produce a range of lasts with the same characteristics as regards magnitude. Improvements on this method will be considered later when dealing with co-ordinated lasts and patterns. In the hands of a skilled operator it is possible to produce lasts which have the forepart characteristics of size 5 and the seat characteristics of size 4. This is obtained by gradually adjusting the grade as the size 5 is turned from the 4 model. The next development in last-turning machines is one which produces a pair of lasts at the same time. The model is placed below the machine and in contact with a dummy wheel. This controls the movements of two blocks which are presented to the cutters, and, in one operation, a pair of lasts are turned to correspond exactly to the model. By means of a special lathe, co-ordinated last models (see later) are produced for every size of a range, and in conjunction with the dual machine lasts are produced more uniform as a pair. There is no necessity to stop the machine, insert a new block and reverse the machine to turn the other last of a pair. The latter is likely to lead to errors. PREPARING THE M ODEL However, whatever the type of machine used, it is first necessary to have a model. The model is prepared with the greatest possible care, and the model-makers are craftsmen with considerable skill. It is made nearly like the last required, but has guide points for measurements and extra allowances above or below the finished 252 BOOTS AND SHOES article for sawing, fastenings, plates, and finishing. The locations for measurements are made by means of round-headed nails on the model, whose shapes are reproduced on the turned last in the relative positions. Hence, checking in the correct corresponding positions is an easy matter. Along the edges of the model last, nails are driven in very close to each other, and then filed off to reproduce the correct contours of the last. Further, a steel toe-plate is fixed on the bottom. These reinforcements protect the model when in use, and prevent the destruction of the edges and consequent shape of the model. After the model has been prepared, the insole shapes are carefully graded and the model and patterns go to the lathe, and the various sizes and fittings are turned from the one model in rights and lefts lasts. In the case of the co-ordinated method each size has its individual model. T URNING THE BLOCKS The rough blocks are turned first with a very quick feed to remove most of the superfluous wood. Then they are turned with a very slow rate of progression, and, if the 3 21 in. cutter head is used, a very faithful reproduction is obtained. When it leaves the lathe, there is superfluous wood on the toe and heel of the last. The next step, therefore, is to remove this. Various methods are in use. One is that the toe-maker, as he is called, carefully shapes the toe and heel with a small bench knife, or a spokeshave. During this he makes constant reference to the inner-sole shape in question. Sometimes to aid him the last toe can be made to follow a template which is the same shape as the toe of the insole. As the last moves in this restricted direction it comes into contact with a saw which cuts to the template. Similarly when dealing LAST MANUFACTURING 253 with the back he may have a template whose shape is the correct one for the back required. A more scientific and accurate method makes use of various precise machines. For removing the superfluous wood on the back the last is presented to a special saw, called a “Wobble Saw.” The last rests on a rocking bed, and the curve traced by the movement of the bed can be adjusted by a gauge for that purpose. Consequently, after the back has been presented to the saw, its curvature is exactly the same as that set on the gauge. This is a very quick and precise method of removing the surplus wood, and at the same time imparting the correct vertical shape to the back of the last. Then there is the “Toe-and-Heeling” machine. This is a very clever device and is constructed to operate on two pairs of lasts at the same time. The lasts are arranged on either side of the model in a special frame so that they all have their axes parallel. The frame can be rotated, and first is fixed with the toes uppermost. A follower is placed below the extremity of the model, and is capable of rotating in contact with it. At the same time as it rotates it also moves parallel to the axis of the model, and so in its complete operation covers the surface area of the toe of the model. Working in unison are four cutters which operate on the lasts. Hence, the toe of the model is reproduced on the two pairs of lasts. By swinging the frame half a revolution the backs are brought uppermost, and similarly they are faithfully reproduced from the model. This is undoubtedly a vast improvement on the hand method of “toeing and heeling.” S UBSEQUENT O PERATIONS The subsequent operations are carried out in various orders at different factories, but the object is the same, 254 BOOTS AND SHOES that is, to add the necessary furniture to the last and finish it for use. First the comb could be suitably sawed and the leather introduced at the top. This leather is in a rough state, and is later trimmed up to the correct outline of the comb. By means of a band-saw the blocks are cut, or the last is divided suitably to allow for fixing of hinges and such equipment. In the latter case, with a hinged last, it is obviously necessary that the two parts should fit accurately, and be able to move easily in relation to each other. During this process, several auxiliary machines are used to ensure that the hinges are fixed in the correct place. Then there is the drilling of the jack holes, which is done by a power drill. Great care and accuracy are taken to ensure that the axis of the hole is at right angles to the top of the comb. This is necessary to ensure that the last sits squarely on the pin support when presented to the seat-lasting machine. If otherwise, there is the great danger of breaking the pin on this machine when pressure is applied to the seat of the last. BOTTOM P LATES During these processes another department is busy preparing the bottom plates, where necessary. These are of sheet iron, and are cut to the shape of the innersole, either wholly or in part, by means of special shears. They are made slightly larger than the insole to give allowance for finishing. These plates are punched suitably to accommodate the nails or screws which attach them to the bottom of the last. Larger holes, i.e. tack holes, are punched where required to facilitate the temporary attachment of the innersole during the manufacture of footwear. LAST MANUFACTURING 255 Where possible these plates are moulded to the shape of the bottom of the last by a suitable machine. This greatly facilitates their quick and accurate attachment. FINISHING PROCESSES Next comes the finishing process. The lasts are presented to emery or sandpaper wheels, usually a coarse paper first and then a fine one. This process is entirely hand-operated, and therefore requires delicacy of touch and a true eye. It removes all traces of the grooves left by the lathe, and any other mark resulting from the preceding processes. In the hands of an unskilled operator it is possible for too much wood to be removed, and the outlines and features of the last impaired. Consequently, it may be possible to visualize, in future, automatic scouring machines which eliminate the human factor completely. Finally, the last is polished. This can be done in several ways. The last can be coloured, if necessary, and then applied to a revolving brush made of leather washers, a mixture of shellac and resin having been previously put on to the brush. The heat caused by the friction is sufficient to soften this mixture, which is pressed into the wood by the action of the brush. The last is finally polished on a similar brush, free from shellac and resin. The surface of the last is now highly glazed, and as a whole has been made more resistant to the influences of moisture. Other methods follow a similar procedure, but use various types of wax, such as carnauba, instead of the shellac-resin mixture. The lasts are then stamped with the size and identification number and are ready for dispatch. With some last manufacturers it is now becoming a practice to stamp the joint and instep girths on the corresponding positions of the last. As previously mentioned, by inserting round-headed nails at the 256 BOOTS AND SHOES positions of measurement on the model, these positions are reproduced on the last. Naturally, these small projections are removed when finishing, but their positions can be made permanent before this operation by an awl mark. Hence it is possible for independent observers to record the same girth measurements of the last. This is not possible when the positions of measurement are not specified, and often leads to disputes between last and boot manufacturers. CHAPTER X CO-ORDINATED LASTS AND PATTERNS T HIS description is the name given to a new system of automatic and precise unification of all sizes of lasts and patterns, in which each size is a perfect copy, in that it reproduces the character, appearance, and contours of the original model as called for to suit trade requirements. This system was originated and perfected by the United Last Company of America, and it is to the English representatives, The British United Shoe Machinery Company, that the author is indebted for this information. In order to understand this system better it is perhaps best to mention some of the practices it supersedes. The usual procedure of obtaining lasts is for the shoe manufacturer to collaborate with the last-maker in obtaining the necessary model. This is usually, for ladies’ lasts, a size 4B fitting. When this model is perfected, the shoe manufacturer orders the range of sizes and fittings that he requires. All reputable firms of last-makers can be depended on to produce a perfect pattern model but, unfortunately, the problem does not end there. When making lasts from this model, the last-making machine, as previously seen, produces any sizes larger or smaller than the model. The machine as it grades follows the model, and, consequently, increases or decreases the various measurements in all directions. Consequently, as these are produced the lines of the lasts carry up or down, as the case may be. As an instance of this, suppose the correct toe spring of the 4B model is 81 in. Then the toe spring of the larger 257 258 BOOTS AND SHOES sizes will progressively increase, and that of the smaller sizes progressively decrease. By the time the larger sizes are reached the toe spring will be very much higher. Consequently, the resulting shoe will be distorted that amount and be considerably different from that made on the original model. Further, the pitch will not be uniform in the range of lasts, and, if the same height of heel is used in each case, an incorrect heel tread will result (Fig. 31). This might lead to FIG. 31. SIZES 4 AND 8: SIZE 8 LAST GRADED FROM A SIZE 6 HAND-BROKEN MODEL the breaking down of the shanks and breaking off of the heels, with resultant short life in wear. This has always been, and still is, one of the evils of shoe manufacturing, and it is claimed that the only solution to correct this is the use of co-ordinated lasts and patterns. In theory it should be possible to obtain perfect lasts of any size from an original perfect model. In practice this is not possible when some methods of procedure are adopted. This is obvious when it is remembered that the last-grader operates from a fixed centre. When the grade is changed the machine automatically carries on the radial directions from this centre, the lines and contours and angles of the original model. It is obvious that, with any change in size, an article will be produced CO-ORDINATED LASTS AND PATTERNS 259 that prolongs every line and contour in the same direction and angle that they run in the original model. Hence, a line in the model which slants upwards will continue to rise at exactly the same elevation as the sizes increase and continue to retreat as the sizes decrease. These results would be quite in order, if the foot, in the different sizes, followed this geometric arrangement. However, the average human foot does not do this as the size varies. Nature makes allowances to preserve similar proportions and characters in the different sizes. Hence, to follow this trend of nature, lasts should be suitably designed. It is claimed that the co-ordinated system for lasts makes these allowances in the successive sizes. Under the old system, if this be classed as the new, it is only possible to do one thing to try and overcome these defects, which are natural in the mechanical limitations of the grading machines, but unfortunate in the effects upon the appearance and fitting properties of the shoes above and below the model size. This procedure is to turn from the size 4 model the sizes 4 21 , 5, 5 21 , and 6 upwards, and in half-sizes to size 2 downwards. At sizes 2 and 6 it has been customary with most last manufacturers to “break” the last. That is, the last is sawed at the vamp line and at the breast of the heel, and suitable wedges introduced to obtain the desired toe spring and heel angle. This manipulation produces a new model correct in some aspects but fails to keep to two essential measurements, viz., the long and short heel. “Breaking” a last is done by hand, and, consequently, is subject to the limitations of the hand and eye. It cannot be depended upon for absolute accuracy, and results in distorting the proportions that are perfect in the original model. This explains why the smaller and larger sizes of any given style so often vary in general 260 BOOTS AND SHOES effect and appearance from the model style. Some shoe manufacturers have adopted what is called “progressive heel grading.” In this, the heel height for the same style is higher or lower as the heel seat lines ascend or descend on the grading. Hence, in the initial 4B model style, the suitable heel chosen might be a 14/8 heel, i.e. 1 34 in. heel. But the size 8 would carry a higher heel, and the size 2 a progressively lower one. Still the whole range is supposed to be one suitable in style, etc., to carry a 14/8 heel. This is certainly an unsatisfactory makeshift. A 14/8 heel style should carry a 14/8 heel throughout the entire range of sizes. Heel heights are measured at the breast, and the whole process of breaking the last at size 2 and size 6 results in a distorted last, one out of proportion. The distorted last resulting from the “breaking” makes still more difficult the problem of unity of last and pattern. On every side, with both lasts and patterns, the further away from the model size the greater the difficulties involved. This is a situation that cannot produce a standardized true fit. Hence, it is distinctly unsatisfactory to the shoe manufacturer, the dealer, wearer, and everyone else concerned. This situation has been met by the new system and some of the difficulties eliminated. The system of co-ordinated lasts and patterns is an invention in last and pattern-grading that overcomes many of the difficulties and defects previously mentioned. It would not be a completed ideal to have this system in last-grading alone. To give its full effect to shoe-making it is necessary that corresponding improvement be made in pattern-grading. Consequently the lasts and patterns made work absolutely together—hence the name of the system. Every woman has not a size 4B fitting foot, yet every CO-ORDINATED LASTS AND PATTERNS 261 woman is entitled to the same shoe appearance regardless of the size of her feet. Where the new system is used, every size is a model with the same characteristics as the original. Every size, whether larger or smaller, is as perfect in outline, character, fitting qualities, and appearance, as the original model. As previously mentioned, in the manufacture of lasts, it is first necessary to get out a line of samples. These samples generally are the result of the combined efforts of the last manufacturer and his expert designers. The samples, which in FIG. 32. 2-4-6-8 HEELS GRADED FROM BREAST ladies’ lasts are usually size 4B fitting, are then submitted to the manufacturer for his consideration. He then chooses the type best suited to his particular sphere, and, from his criticisms and suggestions, a last is finally produced which meets with his particular requirements. The shoe manufacturer has now chosen a 4B last, which he considers correct, and places his order for the number of pairs of each size, and half-size, and of each fitting, as meets his requirements. The last manufacturer has then to make a run of widths from the original 4B model to cover the range required by the manufacturer. Hence it is necessary here to note that the same toe spring, same width of shank, and same pitch are required in each width. Suppose the order covers a range of widths from AAA to EEE. It has been the practice of last-makers to 262 BOOTS AND SHOES mark off the bottom of the last for the breast of the heel at 2 in. in all widths. This on the new system is considered inaccurate because of the fact that every width takes a different size of heel (Fig. 32). Hence it is considered more correct to make the heel breast at 2 in. on the 4B, and fit that last with a size 8 heel (Fig. 32). The 4A last would then take a size 6 heel, and the 4AAA a size 2 heel. (See Fig. 32 and table below.) 1 AAA 2 3 4 5 1 26 32 1 27 32 1 28 32 1 29 32 1 30 32 27 32 28 32 29 32 30 32 1 31 32 1 1 1 1 32 10 11 12 2 321 2 322 2 323 2 324 2 325 2 32 3 32 4 32 5 32 2 326 2 322 2 323 2 324 2 325 2 326 2 327 2 321 2 322 2 323 2 324 2 325 2 326 2 327 2 328 2 32 3 32 4 32 5 32 6 32 7 32 8 32 2 329 1 28 32 1 29 32 1 30 32 31 1 32 2 B 1 29 32 1 30 32 31 1 32 2 C 1 30 32 1 31 32 D 31 1 32 2 1 32 2 9 2 321 A 2 31 1 32 8 2 1 2 7 2 AA 1 32 6 2 2 2 2 2 2 2 2 2 2 2 2 321 2 322 2 323 2 324 2 325 2 326 2 327 2 328 2 329 2 10 32 2 32 3 32 4 32 5 32 6 32 7 32 8 32 9 32 10 32 2 11 32 E 2 2 EE 2 321 2 322 2 323 2 324 2 325 2 326 2 327 2 328 2 329 2 10 32 2 11 32 2 12 32 EEE 2 322 2 323 2 324 2 325 2 326 2 327 2 328 2 329 2 10 32 2 11 32 2 12 32 2 13 32 2 2 2 2 2 2 2 2 2 For each width away from the B fitting, the heel size goes up or down by one. Now the fact that the heel grades 321 in. in length between sizes clearly shows that the breast point must go forward 321 in. for a 4C fitting and backward 321 in. for a 4A fitting, and progressively so through the range of fittings. The marking off of 2 in. for the breast on all widths of size 4 is not in itself too great an error. But the inaccuracy does not stop there. Any condition which is wrong in the size 4 model is greatly exaggerated in the extreme sizes owing to the progressive growth of the error by grading. If the sizes were now turned from this size 4 model, we should have, as previously discussed, inconsistent toe spring and pitch. To overcome CO-ORDINATED LASTS AND PATTERNS 263 this, or to hold the toe spring and heel height the same on the extreme sizes as on the model, the last size 6 is “broken” (Fig. 33) and wedges inserted. Hence, one set of faults are corrected, but at the same time another set just as harmful are created, viz., alteration of measurements. This is a recognized method of procedure which the co-ordinated system eliminates. These models, the correct 4B, the other 4’s slightly incorrect and the broken 6’s, were then used to turn the sizes F IG . 33 . S IZ E 6 R EG UL AR L AS T C OM P ARE D WI TH S IZ E 6 R EG UL AR L AS T B RO K EN BY H AN D and half-sizes needed to fill the order. Therefore, the sizes 2 and 8 were as far out as the size 6 before being sawed and wedged (Fig. 34). On the other hand, Fig. 35 illustrates the result when the lasts are graded on the new system, as compared with the regular grade formerly adopted. The lasts are graded mechanically, and the toe spring kept the same on every size. The regular 8’s show increased pitch with the same toe spring. Hence, comparison is shown between this and the result from ordinary regular grading. The positions aa and bb indicate where the co-ordinated movement commences and ends, and shows the result of coincidence of the heel seat lines of sizes 4 and 8 and the same toe spring in these and intervening sizes. In some 264 BOOTS AND SHOES cases the last-maker wedged the size 2 and size 8 in a similar manner to the size 6. Obviously, in doing so, he further altered Regular Toe spring held FIG. 34. SIZES 4 AND 8 REGULAR GRADED LASTS COMPARED WITH A SIZE 8 AFTER BEING GRADED FROM A BROKEN SIZE 6 TO HOLD THE TOE SPRING the measurements which by previous wedging had been made incorrect. Figs. 36 and 37 illustrate these points. In Fig. 36 the 8 Regular 8 Co-ordinate 4 Model b a b Mechanical grading commences at “aa” and stops at “bb” a FIG. 35. SIZES 4 AND 8 REGULAR LASTS COMPARED WITH SIZE 8 LAST GRADED MECHANICALLY ON CO-ORDINATED SYSTEM TO GET CORRECT SPRING Mechanical grading commences at aa and stops at bb lasts illustrated are size 8, and the broken line indicates the hand-broken last, whereas the solid line shows the corrected last by the new system. The hand-broken last shows CO-ORDINATED LASTS AND PATTERNS 265 an increase in the long heel and short heel measurements due to the necessary wedging. Fig. 37 shows a similar variation in FIG. 36. SIZE 8 LAST, FORMER WEDGE METHOD measures caused by the efforts to register the correct spring and pitch on a size 2 last. These are some of the considerations which caused the co-ordinated or mechanically-broken method of last- grading FIG. 37. SIZE 2 LAST, FORMER WEDGE METHOD to be born and completed. The ultimate result of this method is the obtaining of as perfect a fitting last in the extreme sizes and widths as in the 266 BOOTS AND SHOES initial 4B model. The method overcomes all inaccuracies incidental to the making of the run of widths, by holding the height of the heel at the proper point for the breast, and at the same time keeping the toe spring and pitch constant. This FIG. 38. SIZES 2-4-6-8 LASTS, GRADED FOR SAME TOE SPRING HEEL HEIGHT latter fact is shown in Fig. 38 and Fig. 39 shows how one bend of shank piece serves for the whole range. This obviously FIG. 39. SIZES 2-4-6-8 LASTS, SHOWING HOW ONLY ONE BEND OF SHANK IS NECESSARY FOR THE WHOLE RANGE effects a considerable saving in time and detail as regards the correct assembly of lasts, heels, and shanks. In the matter of upper patterns, unless cut on an adapted system, it has been found that in assembling a CO-ORDINATED LASTS AND PATTERNS 267 regular graded pattern, on any size other than the 4’s, to a hand-broken last in which the length measurements have been distorted, difficulty is experienced when lasting the shoe. From Fig. 40 it is noticed that the seat is in the correct position, but the vamp cue is riding high on the front of the last. Further, the top of the back stands away from the last, as also does the vamp from the toe puff. The following operation of pulling-over puts an extra strain on the upper along the long FIG. 40. COMPARISON OF SIZE 8 HAND-BROKEN LAST AND SIZE 8 REGULAR GRADED UPPER heel-line. If the vamp is pulled to the correct length measurement required, the strain necessary is often so great that the upper may break at the vamp seam, or at any other point that comes within the sphere of this line of strain. Another effect is the looseness of the fit of the upper around the top. This may be partly overcome by subsequent lasting operations, but whatever the efforts this tendency of looseness will still persist. As there is considerable “life ” in the leather, it tends to shrink when the last is removed where it has been over-strained in lasting. Hence, it is sometimes found that the open front type of shoe has a cutting effect on the fleshy part of the instep while the top is still loose. This may be caused by the extreme strain necessary in 268 BOOTS AND SHOES lasting due to bad relationship between last and pattern. A further difficulty that Fig. 40 indicates is the lack of lasting allowance over the toe owing to the upper being held at the back of the last. To overcome this it has been a practice for FIG. 41. SIZE 4--PATTERN CO-ORDINATED WITH LAST some pattern-makers to grade the patterns in the extreme sizes considerably longer than is regular. Hence, not only do manufacturing difficulties arise but money is wasted on leather. FIG. 42. SIZE 8--PATTERN CO-ORDINATED WITH LAST However, if a correct upper assembly is obtained on every size it is very evident that the majority of the previous troubles will be eliminated. At the same time there is a saving of material as well as getting all sizes and widths of the shoes to fit as well as the sample CO-ORDINATED LASTS AND PATTERNS 269 size. Figs. 41 and 42 compare the assembly of patterns for size 4 and size 8 when the patterns and lasts are co-ordinated. They both show the correct vamp height and correct position at the top of the back. There is contact at the tip of the toe, and the Lasting Room should not experience any more difficulty when lasting the 8’s than when lasting the 4’s. The system claims many other advantages regarding the holding of grades at various regions of the patterns. This new method of last and pattern production is very good, and great efforts have been made with enormous success to place it on a scientific basis. Briefly, it has substituted machine precision for human inaccuracy. The originators of co-ordinated lasts make many claims for their system, and briefly they are as follows : Every size and width a perfect model with uniformity of appearance and character throughout. The same height of heel and the same toe spring throughout the range. The heel tread and arch perfectly placed in every size. No undue strain in lasting. Relief from fitting inaccuracies in sizes below and above the model size. Scientific, compensated grading and co-ordination for every size and width of lasts and patterns. CHAPTER XI TYPES OF LASTS LASTS can be classified in several ways: according to the cut of the block as sectional, easy exit, etc.; according to the kind of footwear, boot shoe, slipper, etc.; or according to the needs of manufacture, machine-sewn, welted, hand-sew, etc. The second heading is preferable, since the other considerations can be common to lasts for various types of footwear. Types of lasts are made to carry out the considerations previously mentioned, and under no circumstances should they be used for purposes other than those intended. It would be stupid to make slippers on a boot last. The results would be deplorable. There is a type of last for every type of footwear, and it is time well spent to choose a correct one for the prevailing circumstances. BOOT LASTS Consider first the type of lasts for boots. For a man’s heavy boot the measurements must, as previously discussed, be larger than the foot. This will ensure comfort when clothed by a fairly stout upper. The waist should be wide, and, due to the rigidity of the bottom, the toe spring ample. The sides of the last should be thick, this accommodation being necessary for the thickness of the ankle bones. With a boot made of lighter material the above considerations should be followed but to a lesser degree. Both the seat and the waist width and the girths should be less to allow for the stretch of the material during wear. The thickness at the sides would be 270 TYPES OF LASTS 271 reduced, and, as the bottom would be more flexible, less toe spring is required. RIDING-BOOT LASTS When considering lasts for riding boots, the question of fitting the foot is not the only one. Of equal importance is the satisfactory ingress and egress of the foot. It is absolutely necessary that the latter conditions are established. Consequently, lasts for such work are straighter at the back and have a pronounced thickening at the instep. This extra measurement allows for the easy movement of the foot. Further, as such boots are not intended for much walking, the toe spring is made less, with the resulting appearance of the forepart flat to the ground. The heel measure of the foot should also be provided for. SHOE LASTS Shoe lasts are made very thin along the sides, and the back curve more pronounced than a boot last. The former feature in the last allows the quarters of the shoe made upon it to fit very closely round the ankle. Such lasts are also made flatter in the waist, particularly the outside waist. If the waist was too arched on the outside, as soon as the shoe began to be worn, and pressure was put on the waist, the quarters would gape at the sides. With some makers, a shoe last is given a little more toe spring than a boot last used for making footwear of similar weight. This results in a better grip along the side of the foot when the forepart is depressed by the toes. COURT-SHOE LASTS In the previous cases the footwear concerned has some means of attachment to the foot. However, this does not apply to a court shoe, and, consequently, the fitting properties of such a shoe depend upon the upper 272 BOOTS AND SHOES clipping the foot below the ankles. Lasts for this type of footwear are made thin along the sides, and have more curvature in the back than a shoe last. This results in a smaller measurement from the toe to the top of the back, and a more satisfactory resultant tension in the top of the shoe when made. Again, such lasts have low pitch and are flat in the waist. The toe spring is inclined to be larger than in a shoe last, and, as the sole is light and flexible, the toes can easily cause the forepart to lie flatter on the ground. This feature also will add its effect to the prevailing purpose of obtaining a good grip of the shoe against the foot. This type of last is intended to carry a low heel, but it must be remembered that a lady’s court shoe now manufactured for outdoor wear usually has a high heel. However, lasts for the latter type have the same general characteristics to a large extent. The forepart is proportionately shorter, and, although it would be impossible to have a flat waist, undue curvature here should be avoided. It must be remembered that when the heel of the foot is raised, say, 3 in., the waist of the foot is relatively straight and not arched. Further, the majority of the weight of the body is transferred to the forepart, and very little stress is applied to the waist. These conditions are totally different from those which prevail when a low heel is used. SLIPPER LASTS Slippers again have their own characteristic last. Lasts intended for these should be equal to or slightly larger in dimensions than the foot, since the chief function of such footwear is comfort. The back should not be so curved as that of a court shoe last, and there should be very little pitch. The toe spring should be generous, and this is rendered necessary by the lowness of the heel usually TYPES OF LASTS 273 worn, coupled with the long quarters which have a greater tendency to lie loose or gape at the sides. The bottom should be more rounded transversely and the waist should be much straighter than in a shoe last. The preceding only concern a few of the large varieties of lasts used to-day. LASTS FOR DIFFERENT DESIGNS OF FOOTWEAR Most types of footwear have their own particular last. Hence, as regards sport, there are different lasts for cycling shoes, running shoes, tennis shoes, football boots. The first are characteristically wide in the seat, whereas the second are very narrow. With a tennis shoe last very little toe spring is necessary owing to the very flexible bottom, but ample accommodation is left for the comfort and ease of movement of the foot. The football boot is again used under different conditions. No heel is worn and the bottom is usually rigid. The last is narrow transversely and is rounded more in keeping with the shape of the foot. The general aim is to get a snug fit to the foot. There are special lasts for skating boots, ski boots, moccasin slippers, Sahara sandals, veldtschoens, etc., each with the characteristics necessary to give correct fitting properties in the shoe when in wear. LASTS FOR DIFFERENT METHODS OF ATTACHMENT Lasts are modified for processes of manufacture. Hence, some lasts have ridges round the front. These are or types of shoes with apron fronts, and the ridge is to accommodate the apron front seam. With the Sahara sandal, the edge is bevelled to facilitate the method of bottoming used. The last for veldtschoen also has a slight bevel along the feather at the forepart. This is to facilitate better making, as the upper can be pressed into the cavity so formed at the feather. The 274 BOOTS AND SHOES result is a neater and closer attachment seam when the sole is stitched. And so one could go on mentioning the different details that it is necessary to satisfy when deciding on a last for a particular purpose. However, footwear is usually of the shoe, court shoe, slipper, or boot variety, and the features mentioned under those headings should be present in suitable lasts for all corresponding variations of these types. Last, but not least, is the finishing last (Fig. 43). Its name indicates its function. Such a last should be about half-a-size FIG. 43. FINISHING LAST shorter, and one-half fitting less, than its parent ordinary last. The seat is also rounded under. This will ensure its easy insertion and withdrawal from the footwear without undue straining of the materials and seams. This last is in two parts hinged together, but, as no undue pressure is put on it during its use, no means are necessary to make it rigid. Lasts for making various kinds of work have also minor variations that are introduced to suit the particular method of manufacture. Consider first, lasts for sew-rounds, hand-sewn work, pegged or braced work. These have just the plain wooden bottom. On the other hand, for Consol lasted machine-sewn work, the bottom of the last is covered with a thin iron plate. The function of the plate is to clinch the tacks during the lasting TYPES OF LASTS 275 process. With machine-welted work the lasts have generally an iron seat plate only. The forepart is usually wire braced on the bed laster and then jointed on a staple laster. After welt sewing no tacks are present in the forepart, therefore they are not clinched when driven in. With the seat, it is either wiped over and tacked on the bed laster, or the seat-lasting machine is used. In either case a metal plate is necessary to burr over the tacks. On some lasts a toe plate is used. This is only when a riveted method of attachment to the insole at the toe during lasting is in operation. The rest of the forepart can be staple-lasted, solution-lasted, or braced. MODERN LAST BLOCKS As described on a previous page, the hand-method of block-cutting was once the only means possible. The block was secured by a screw, but the speed demanded as the industry grew very quickly ruled out of court screw-fastened blocks. What was required was a last that, whilst permitting of the correct formation of the shoe itself, would also permit of easy withdrawal from the constructed or partly-constructed footwear, and without distortion. Just as one of the virtues of the hand-sewn welted method is that the last is not withdrawn until the shoe is made, so the easier withdrawal of the last, tending less to damage the workmanship already performed, is a distinct gain in the machine-sewn process. Thus a group of lasts known variously as “easy exit” lasts, “broken” lasts, or “sectional” lasts came into use. The parts of some are locked by a key, some are self-locking, some are hinged, but nearly all have a division of the last into a back and a front portion, instead of into a top and bottom. However, the block last is still used in a modified form, as will be seen later. 276 BOOTS AND SHOES One of the earliest forms of lasts of this character is the well-known “Easy Exit” last of Messrs. Mobbs & Lewis, to whom the author is indebted for these illustrations. Figs. 44 and 45 show this model closed and open. It is in two parts which are self-locking, and which can be separated by a key. When being removed from the footwear the front portion slides back and up with little resistance and, consequently, little effect on the upper. A later invention of this firm is the “Wedge Hinge ” last (Fig. 46). This is a very popular last and FIG. 44. EASY EXIT LAST CLOSED certainly of an easy exit type. It is in three portions, back and front, which are hinged together, and the wedge, which fits accurately between the former when the last is fully extended. The wedge is kept in place by a spring pin which fits into a metal socket in the front portion. The pin can be withdrawn, and consequently the wedge, by pulling on to a cord, one end of which is attached to the front ridge of the last. To preserve the contours of the last, the portion occupied by the cord down the front can be accommodated by a groove when the last is in use. The wedge withdrawn, by pulling on the back portion the last bends and FIG. 46. WEDGE HINGE LAST FIG. 45. EASY EXIT LAST OPEN 278 BOOTS AND SHOES consequently shortens. Hence, the greater facility for its removal. A further type of modern last is the “Gap Spring” last (Fig. 47). The name again aptly describes its construction with a gap between the front and back portions, which are hinged together. A strut and spring are fixed in the gap, and these keep the last rigid when it is fullv extended. This enables the FIG. 47. GAP SPRING LAST various arduous operations of pulling-over, lasting, levelling, etc., to be carried out without risk of collapse. During these processes firmness is essential, but still this form of last can easily be collapsed. When this is done, instead of the spring being compressed, an escapement is provided for its release. Hence, when the last is in this latter state, the spring retains its power and is uninjured. The popularity of the “Circular Cut” last (Fig. 48) is still very great. This was made to satisfy a demand for an easy exit last without a gap or any loose parts whatever. The principle is similar to the gap spring last. The making of this type requires great care and precision. The special spring hinge has to be so fixed TYPES OF LASTS 279 that when the last is broken the circular cuts move parallel to each other. Also, when the last is extended for use, the convex portions of the front fit exactly into the concave portions of the back. Special machines have been devised to ensure that the parts of the hinge are fitted accurately. An improvement on the hand-sawn block is still in great use in the form of the scoop block (Figs. 49 and 50). These blocks FIG. 48. CIRCULAR CUT LAST are cut by the band-saw, and the absence of any corners facilitates their removal from the last, and lessens any possibility of damage to the upper. A wooden pin protrudes from the front portion near the bottom of the block, and engages in a suitable cavity in the block itself. This makes a solid contact between the bottom portion of the last and the bottom of the block. To complete the temporary attachment of the block to the bottom portion many devices are in use. One is to fix a spring fastener (Fig. 49). This is fixed to the body of the last, and the spring pin engages the block in a hole near the top. To release the block, 280 BOOTS AND SHOES the spring pin is depressed by suitable means through this hole. FIG. 49. SCOOP BLOCK LAST A further form of attachment is with a cord and a cotter pin (Fig. 50). FIG. 50. SCOOP BLOCK LAST¾COTTER PIN Here the spring fastener is replaced by the cotter pin, which is inserted through the top of the block into the FULL LENGTH SHORTENED READY FOR PULLING-OVER SHORTENED UPPER PULLED OVER FULL LENGTH UPPER STRETCHED FIG. 51. NOVO LAST By courtesy of Messrs. George Care, Ltd. 282 BOOTS AND SHOES bottom portion of the last. To prevent misplacement of the pin, it is attached to the block itself by a suitable length of cord. Although great attention has been paid to the easy exit of lasts, in some cases the easy ingress of the last is of great importance. With some methods of shoe construction the last FIG. 52. CARE’S LAST WITH KEY is slipped and then has to be reinserted to complete the process. Hence, it is essential to have a last which can be inserted quickly and easily without undue distortion of the footwear. Experiments are in progress to patent such lasts, and one of the latest innovations in this direction is the “Novo” last of Messrs. George Care, Ltd. However, this is only one of the many claims for this interesting idea. Since its inception it has been widely TYPES OF LASTS 283 used, particularly in the making of court and similar types of shoes. The result has been the production of a really snug-fitting machine-made shoe. One of the greatest manufacturing difficulties has been in the pulling-over and lasting of such shoes to get the required grip at the ankle. With the use of the “Novo” last similar results are obtained with FIG. 53. CARE’S LAST machine-made shoes as those achieved in hand-making. By means of a sliding joint, the last can be shortened up to a maximum of about 31 in. The upper is pulled over with the last in its shortened position, and the last is then extended to its full length. Hence, a better longitudinal tension is obtained, comparable with that obtained by the use of “hoist” in the hand method. The quarters clip the side of the last and the completed 284 BOOTS AND SHOES shoe will have less tendency to slip at the heel. (See Fig. 51.) The ease with which the last can be slipped is a good feature, and its construction ensures that during this process there will be no distortion of the backs of the shoes. The first form of this last was hand-operated by means of a key, and gave a steady and gradual movement (Fig. 52). However, for factory requirements it is not ideal, and the new version is expressly designed for this purpose. The same feature is present, but instead of the screw movement, the last is stretched by one mechanical device, and slipped by another. The two parts of the last are held in position when stretched by means of a split-pin (Fig. 53). The result of these modifications has been a great increase in the speed of operation of such lasts. CHAPTER XII LAST MEASUREMENTS MEASUREMENT USUALLY the term “measurement” conjures up visions of accurate specification of an object. The definite internal and external dimensions of a box can be stated, and the article produced absolutely to these measurements. It is possible to order screws which are correct in size to a high degree of accuracy. With some scientific instruments it is possible to measure accurately to a very small fraction of a unit. But certain difficulties arise when the measurement of lasts is considered. The shape is very complex, and no progressive schemes have been evolved for correct and absolute representation of the shape and size of a last. A house can be shown in every detail by a series of flat drawings, and the latter made by one person can be understood by another. What similar method is in operation adopted for lasts? Research work has been done and is being continued in this direction, with every hope of success. However, here will be considered the methods of measurements which are universally used. The two chief things considered are the length measurement of the last and the girth measurements. LAST LENGTHS The length measure is taken on the size-stick principle, and is the length from a perpendicular plane touching the toe to a parallel perpendicular plane touching the back of the last. This measure can vary for one particular last, depending on how the last is placed when measuring. If the seat is raised, the 285 286 BOOTS AND SHOES measure is different from when the seat and tread are on the same horizontal plane. Hence, specification of position seems to be a first consideration. The English method of specifying the standard length of lasts is to commence at 4 in. from the end of the scale, this length being called size 0. The unit of gradation of sizes is 31 in., and hence size 1 is 4 31 in. long, size 2, 4 23 in. long, and so on. This progression of sizes continues to size 13 of 8 31 in. in length. Here the numbering recommences, and instead of size 14, the next size is size 1 of 8 23 in. From here onwards the size numbers run consecutively. Hence confusion can arise, since it is possible to have two lasts stamped the same numerical size but varying by 4 31 in. in length. The half-size, or 61 in. gradation, is also used freely, but it would be better if a new size unit was adopted—a unit which is between the present size and half-size. It is acknowledged that the unit 31 in. is too great a difference to be made from size to size, especially for light work, whilst 61 in. is too small a difference. The selection of another unit would necessitate a change of size-stick numeration but would result in the abolition of such compromises as half-sizes. The American method of last length determination differs but slightly from the English. The American scale commences 11 in. for size 0 instead of the 4 in. on the English scale. at 3 12 The same method of size numeration is adopted. Hence, lasts in the two systems with the same size mark differ in length by 1 in. 12 The French system naturally bases its measurements on the metric system. The difference between size and size is 23 of a centimetre, and is known as a Paris Point.* Hence, as 1 centimetre is equal in length to ×3937 in., it follows that the Paris Point is equal in length to ×2625 in., or approximately 164 in. From * T h e s a m e u n i t i s u s e d i n G e r m a n y a n d i s c a l l e d a s t i t c h. Inches Shoe sizes Paris Points Centimeters 1 2 3 1 4 5 6 7 2 8 9 10 11 3 12 13 14 4 0 1 2 5 8 17 18 19 4 20 21 22 6 23 7 24 8 7 16 3 5 6 15 9 25 26 27 10 28 11 29 12 30 31 13 9 1 33 2 34 3 10 12 35 36 4 37 5 38 6 39 7 11 32 40 41 8 42 9 43 10 44 11 45 FIG. 54. INCHES, SHOE SIZES, CENTIMETRES, PARIS POINTS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 LAST MEASUREMENTS 287 Fig. 54 (see inset) it will be seen that size 1 adults’ is 33 Paris Points, and size 8 approximately 42 Paris Points. It is interesting to compare the two systems, English and French, and note several points of difference. These points are mostly in favour of the French scale. The gradations in Paris Points commence at the extreme of the size-stick and not at an arbitrary zero like 4 in. on the English scale. Again, the Paris Points specify an actual size in length, whereas our unit of 31 in. is only a grade from size to size. For example, we cannot say that 5 x 31 in. is equal to the length of size 5. Actually size 5 can be either 5 23 in. or 10 in. Whereas, on the French Paris Point system, a last of size 33 is quickly determined as 22 centimetres in length. The latter is definitely much more simple and less likely to lead to confusion. Further, the variation from size to size of 23 of a centimetre is less than 31 in. in the English system. Consequently, there is not the same necessity for the use of half-sizes as there is on the English system—a further step towards simplicity. Another French system of using centimetres as the length unit is employed largely on the Continent, size 22 here being 22 cm. in length. LAST GIRTHS The next consideration is the measurement of the girths of the last in relation to the length. These are known as “fittings,” and lasts can be made in any number of fittings, but generally six are considered sufficient. Hence, a series of six lasts with the various fittings have the same standard length, but their joint girths increase according to some accepted fitting scale. The fittings can be denoted by letters as A, B, C, etc., or numbers as 0, 1,2, etc. The former is the usual American notation, and the latter essentially English. Hence, by comparison, the A fitting = 0 fitting, B fitting 288 BOOTS AND SHOES = 1 fitting, C fitting = 2 fitting, D fitting = 3 fitting, E fitting = 4 fitting, EE fitting = 5 fitting. However, some English last manufacturers adopt variations of this notation. For example, one reputable firm have A to signify a 1 fitting, and E to signify a 5 fitting. Further, they specify X fitting lasts. In this 1X fitting signifies a last with a 2-fitting joint and a 1-fitting instep and heel; 2X a 3-fitting joint and 2-fitting instep and heel, and so on. There is no accepted fixed standard for joint girth measures, and this is unfortunate. Different lastmakers have their own particular scales. However, most of them allow 41 in. difference between the fittings for the joints for adult sizes. For example, if the joint in a 3 fitting measures 8 in. in girth, then the 4 fitting will measure 8 41 in. Again, the instep measure is not always uniform for the same joint girth, and all manufacturers do not allow the same difference from fitting to fitting. Sometimes 41 in. is allowed from size to size and fitting to fitting, as with the joints. Various considerations enter into the question of the differences that should be made for fittings. A fitting should represent a type of foot, and, whilst all feet are alike in their general plan and construction, they are not alike in the proportions that exist between their various parts. The narrower the fitting or joint measure, the greater is the difference between the joint and instep measures. This difference is termed the “rise.” Again, the greater the joint measure the less the “rise.” Moreover there is not an even rate of growth from infancy to adulthood. Generally speaking, the period of greatest increase in stature is the first year of life, the growth of the second year being half that of the first, and gradually declining until the twelfth year, when the rate is about one-fifth that of the first year. So with the foot. The growth in length is more rapid LAST MEASUREMENTS 289 4. The difference between fittings should be smaller in infants’ and greater in adults’. SCALE 5 78 0 3 Fitting. 413 16 There are various scales of measurement in use but as yet no expansive general scale. About 1890, Mr. G. F. Alden, of Norwich, prepared scales for the various ranges of lasts. Using the female scale as an illustration, he fixed definite limits which he considered correct from his practical experience. He took size 4 as his higher limit, and on average found the joint and instep girths to the 7 78 in. and 8 41 in. respectively. As his lower limit he selected size 2 21 infants’, half the length of the former, and specified the average girths to be 4 13 in. 16 7 5. All positions for application of girth measurements should be defined. 1 2 3. The rise should be greatest in adults’ and smallest in infants’. FIG. 55. ALDEN’S TAPE, 2. The rise should be greatest in small fittings and smallest in large fittings. 841 0 1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 1. As the difference between the lengths is made equal, then so should the girth measurements increase by equal increments throughout the considered range. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 Joint Girths. Consequently, from these various aspects, principles which govern a satisfactory scale of last girth measurements can be stated. Instep Girths than the growth in girth, and this is another fact which must be considered when arranging lasts for all the series of feet. 290 BOOTS AND SHOES joint and 5 in. instep. These were for his 3-fitting last. Having fixed his limits, he obtained the girths for the intervening sizes by dividing the difference of girth between the limits into the same number of equal parts as intervening sizes. Hence, 14 21 equal parts complete the range from size 2 21 infants’ to 4 adults’. Mr. Alden constructed tapes on this method and had a separate tape for each fitting. The scale for the instep girths was constructed in the same way on the other edge of the tape. (See Fig. 55.) Size 2 12 Infants’ Size 4 Adults’ Fitting Joint Instep Rise Tread Joint Instep Rise Tread 1 4 3464 4 50 64 16 64 1 21 32 7 1032 7 26 32 16 32 2 12 2 4 43 64 57 64 14 64 1 23 32 19 32 1 32 14 32 2 58 3 4 52 64 5 12 64 1 25 32 7 28 32 8 328 12 32 2 34 4 4 61 64 5 647 10 64 1 27 32 8 325 8 1532 10 32 2 78 5 6 64 14 64 8 64 29 32 14 32 22 32 8 32 3 2 32 4 32 5 Difference 9 64 4 5 7 64 1 2 64 FEMALE SCALE 2 32 OF 7 8 9 32 8 8 7 32 C. F. ALDEN The above table* shows the key measurements for this Alden scale, and illustrates how the joint and instep girths for the other fittings were derived from the chosen 3-fitting standards. For size 4 an amount of 329 in. was added to or subtracted from, for higher or lower fittings, the joint measurement of the 3 fitting. The instep increment was, however, made equal to 327 in., and hence the required variation of rise was obtained. Similarly for the size 2 21 infants’, half the above was decided, hence, the joint increment from * See Manufacture of Boots and Shoes by F. Golding, p. 75. LAST MEASUREMENTS 291 3 fitting was 649 in., and. the instep increment 647 in. Hence, this scale follows the principles stated previously except the last, and although such a scale may be desirable, yet it is not often now followed. Alden also suggested a way to locate positions of measurement. He constructed tapes, with a system of measurements for the distance from the toe end of the last to the top of the joint and the top of the instep. This is obviously not accurate owing to the difficulty of applying such a tape similarly on every occasion. Other scales of measurement that have been advocated are the 41 in. scale, 91 in. scale, irregular scales, etc. Consider some of these and how they can be modified to satisfy the necessary principles. The in. scale is considered the simplest, and involves only the addition or subtraction of 41 in. with certain modifications as to ranges of sizes. Since 41 in. is a large increment, it is considered that adjustments should be made to keep the scale on a practical basis. This can be done by introducing “breaks” in the scale, where the joint measurements are made equal on each side of the break. With the instep measurement a difference of 81 in. is introduced on each side of the “break.” In both cases, however, the increments are 41 in. in the various ranges between the breaks. The scale on page 292, Table I, is for ladies’ lasts, and, as given, only satisfies one principle, the third. However, it can be modified to satisfy principles 2, 3, and 4, and partially 1, and is shown on page 293, Table II. As can be seen, the variations of “rise” from size to size and fitting to fitting have been obtained by introducing differences of 0, 161 in., 162 in., etc., in the joint and instep measurements, at the break between sizes 1 and 2 and sizes 6 and 7 infants’. This gives a better result, if the principles stated signify the ideal, and the lowest unit of 161 in. is not impossible to work to. 292 BOOTS AND SHOES The 91 in. system is in some ways superior to the 41 in. system in that a smaller increment is utilized. A difference of 29 in. is made from size to size in the joint girth and also from fitting to fitting. The instep measures, however, do not follow this equal step from size to size. Breaks are made between sizes 6-7 infants’, 10-11 infants’, 1-2 adults’, and at these breaks a difference of 185 in. is introduced. However, in the ranges between the breaks the difference of 29 in. is adhered to. The TABLE I THE 4 IN. SCALE OF LAST MEASUREMENTS 2 Fitting Size 1 4 3 Joint Rise Instep 5 1 4 1 8 Joint Rise Instep Joint Rise Instep 5 14 5 38 5 12 3 8 1 2 5 8 5 3 4 5 78 6 6 18 6 14 6 38 6 6 1 4 6 1 4 6 12 6 1 2 6 1 2 6 34 5 5 5 6 5 12 5 58 5 34 7 5 1 2 3 4 3 4 8 5 3 4 9 6 10 5 5 6 6 6 14 6 14 6 14 6 12 11 6 14 12 6 12 13 6 34 1 1 4 3 8 O O 7 2 7 3 7 14 4 7 12 3 4 5 7 6 8 7 8 14 1 2 O O 1 8 O 5 6 6 1 4 6 6 12 6 12 6 34 6 58 6 12 6 78 6 34 7 18 7 7 3 8 7 1 2 7 1 4 7 1 4 7 34 7 12 8 7 34 1 4 1 4 3 8 1 2 O O O 8 14 8 34 8 12 O O 5 7 8 5 78 1 8 6 O 6 18 6 34 6 34 7 7 7 14 6 78 6 34 7 18 7 7 38 7 18 7 7 38 7 14 7 38 7 14 7 58 7 12 7 78 7 5 8 7 1 2 7 8 7 3 4 8 18 7 3 4 7 1 2 8 7 3 4 8 14 8 14 8 8 12 8 14 3 4 1 2 1 2 1 4 3 8 7 34 8 8 1 2 1 8 Joint Rise Instep 5 34 6 34 8 14 8 8 12 5 58 1 4 6 12 8 1 2 5 5 18 5 O 4 O O 7 1 2 O 8 8 1 4 8 34 8 12 9 8 34 8 1 2 O 8 1 4 3 8 1 2 9 8 34 9 14 9 O O O 7 7 58 8 12 8 34 9 1 2 O 9 14 9 12 LAST MEASUREMENTS 293 difference, however, between fitting and fitting is 29 in., as for the joint girths. On page 294, Table III illustrates the scale for ladies’ lasts and, as can be seen, satisfies principles 2 and 3 and partially principle 1. This scale again can be modified, as shown on page 295, Table IV. It results in the satisfying of principles 2, 3, and 4, and partially 1. There are no breaks in this scale, but at the TABLE II LAST MEASUREMENTSC 14 Fitting Size 2 2 3 4 415 16 4 5 3 16 5 7 16 5 5161 5161 2 511 16 5 5 16 5 9 16 5 5 16 5 9 16 5 5 12 5 78 511 16 515 16 5 78 8 3 4 6 1 8 5 15 16 6 3 16 6 1 8 6 3 8 6 3 16 6 7 16 6 3 8 9 6 10 6 14 11 6 14 12 6 12 13 6 3 4 1 7 2 7 6 6 58 6167 6 34 6167 7 611 16 X 8 4 611 16 6 58 613 16 6 58 7161 6 78 5 16 1 8 X 7 1 4 6 1 6 15 16 5 6 16 5 10 16 5 7 16 5 11 16 6 7 0 2 4 5167 511 16 515 16 X 6 6 1 4 6 1 2 6161 6 18 6 14 6 5 16 6 3 8 6 1 2 6 9 16 6 5 8 6 3 4 6 34 613 16 6 78 613 16 7 18 7161 3 8 5 16 X 7 5163 514 515 16 16 X 7 5 5162 5163 513 513 16 16 X 3 SCALE MODIFIED Joint Rise Ins. Joint Rise Ins. Joint Rise Ins. Joint Rise Ins. Joint Rise Ins. 3 6 3 IN. 1 7 7 0 6 12 6 34 6 78 7 615 16 7 7163 7 14 7 16 1 2 7169 X 2 6 14 7 X 7 7 7161 1 7165 7 12 7163 7169 7 38 7 58 7169 711 16 7 34 713 16 7 58 7 14 7 34 7 12 7 78 7 34 8 8 8 18 7 7 8 7 1 2 3 4 8 1 8 8 1 8 7 3 4 8 3 8 X 7 1 4 4 7 1 2 5 7 34 6 8 3 4 7 8 8 1 4 8 1 2 10 8 38 8 8 58 8 14 8 7 8 8 1 2 9 1 8 8 3 4 8 8 8 1 4 7 8 8 8 1 4 8 12 8 14 8 58 8 12 8 34 8 12 8 78 8 34 3 4 9 1 8 9 3 8 9 9 1 4 8 9 6 9 9 1 4 4 8 1 4 8 1 2 8 1 4 8 38 8 1 2 8 58 8 34 8 34 9 9 9 1 4 9 1 2 2 8 78 9 18 9 1 4 9 38 9 1 2 9 58 294 BOOTS AND SHOES divisions marked by a cross the increment of been kept to. 4 18 in. has not With reference to the last principle, that all positions of measurement should be located, several attempts have been made to satisfy this. It is the habit of some last manufacturers to mark positions definitely and to stamp on the last at these positions the correct girth measurements. How then is it possible to ascertain if TABLE III LAST MEASUREMENTSC 19 4 4 18 4 18 4 18 3 4 5 Joint Rise Instep Joint Rise Instep Joint Rise Instep Joint Rise Instep 5184 5187 5188 414 18 5183 5185 5 5189 5 5 5187 5184 5189 5188 511 18 512 18 6 5184 511 18 5188 513 18 512 18 515 18 516 18 517 18 7 5188 516 18 512 18 6 516 18 6182 6182 6184 8 5 12 18 2 18 16 18 2 18 6 18 6 18 7 8 6 5 5 6 6 4 18 6 3 4 6 6 1 2 513 18 6188 9 516 18 6186 6182 6188 6186 610 18 610 18 612 18 10 6182 610 18 6186 612 18 610 18 614 18 614 18 616 18 11 6 6 18 6 15 18 6 10 18 6 17 18 14 18 7 1 18 7 7183 12 6 10 18 7 1 18 6 14 18 7 3 18 7 5 18 13 614 18 7185 7 7187 7184 7189 7188 711 18 1 7 7189 7184 711 18 7188 713 18 712 18 715 18 2 7184 714 18 7188 716 18 712 18 8 716 18 8182 3 7 8 18 7 12 18 8 2 18 7 16 18 8 2 18 8186 7 12 18 7 16 18 8 6 18 8 2 18 8 6 18 810 18 7 16 18 8 2 18 8 10 18 8 6 18 8 10 18 6 8 2 18 8 6 18 8 14 18 8 10 18 8 14 18 7 8186 816 18 810 18 9 814 18 9182 9 9184 8 810 18 9182 814 18 9184 9 9186 9184 9188 4 4 18 SCALE 2 Fitting Size IN. 5 9 8 10 8 4 18 8 8 18 8 12 18 7 8 6 7 5 6 8 4 18 8 8 18 8 12 18 8 16 18 7 4 18 3 4 7187 814 18 9 LAST MEASUREMENTS 295 these positions are correct ? Previously the standard length of the last has been spoken of, and this refers to the size which is marked thereon. All lasts, however, which are marked the same size are not necessarily of the same length. It has been discussed previously that when fashion decreed pointed toes it was necessary to extend the forepart of the last to give a comfortable TABLE IV LAST MEASUREMENTSC 19 Fitting Size 2 18 2 3 3 18 5 6 Joint Rise Ins. Joint Rise Ins. Joint Rise Ins. Joint Rise Ins. Joint Rise Ins. 3 417 18 4 5183 5 5187 6 11 18 5 7 511 18 8 515 18 9 6181 10 6 5 18 11 6189 12 613 18 13 617 18 1 3 18 7 7 6 514 18 6184 6 5182 5181 3 5186 5185 6 12 18 7 9 6 5 14 18 5 7 7 6185 6183 6 13 18 6 7 13 18 7 7184 3 7188 714 7188 18 716 712 18 18 712 18 8182 716 18 4 7 12 18 5 7 16 18 6 8182 812 8186 18 7 8186 816 810 18 18 9 814 18 8 810 18 9182 814 18 9184 9 8 4 18 10 8 8 18 7 16 18 8 2 18 8 8 6183 6185 1 14 18 6 6 7 7 15 18 6 3 7187 7187 6 18 8 8 2 18 8 6 18 814 810 18 18 7184 1 7 15 18 7 7188 712 18 15 18 716 18 X 716 18 8182 8182 8184 8184 8182 8186 8186 8188 8 6 617 18 711 711 18 18 12 18 6189 613 18 17 18 7183 7183 7 710 7188 18 14 18 6185 0 611 613 18 18 14 18 7186 7184 6187 6189 X 2 8 6186 6186 7182 5 9 18 X 516 18 X 6 7189 7185 6 18 5 5188 512 18 15 18 610 610 18 18 11 18 7185 7181 5184 1 6182 6182 3 7181 615 18 7 7188 7182 12 18 5 15 18 X 6189 6187 612 18 5187 5187 511 511 18 18 13 18 6181 517 18 5 8 18 7184 616 18 5183 5183 2 510 5189 18 6188 6184 X 4 18 SCALE MODIFIED 4 X 3 18 IN. 8 8 18 8 12 18 8 6 18 8 10 18 816 814 18 18 4 8 10 18 8 14 18 8 10 18 8 14 18 812 18 2 816 18 9 9182 9 9184 9184 9186 9186 9184 9188 9188 910 18 9182 9 296 BOOTS AND SHOES shoe. However, by considering all measurements from the back of the last, this variation can be ignored. The inside joint position of the foot is considered on an average of five-sevenths the axis length of the foot from the back. Hence, to ascertain the corresponding position on the last, subtract from the length of the standard last marked on it, 2 21 shoe sizes for a lady’s foot. Then five-sevenths of the remainder if measured from the back indicates the inside joint position. For example, if the last is marked size 5, the standard length is 10 in. Hence the inside joint will be located in. from the back of the heel. Hence it will at 57 (10 - 56 ) = 6 23 42 be seen that any attempt to locate the joint and instep positions by their relation to the overall length of the last must result in error, and also that similar error will arise when considering their positions relative to the standard last length, unless the measurements are from the back. The position of the inside joint is one of great importance, and in some schools of thought is considered the best position for determining the standard length of a last. Regarding the instep, opinions differ considerably as to its position. This uncertainty is easily understood, however, since lasts vary in the insteps because each last is changed in its form in relation to the foot, to allow for thinning the side, etc. The position of the instep on the last is not always determined by the same rule. Sometimes for size 4, and sometimes for size 5, it is located at a distance of 2 in. above the inside joint position. A more reliable method is to place the back of the last against a vertical plane and then measure horizontally through the last a distance equal to half the standard length of the last. Hence a last marked size 5 has a length of 10 in., and the instep position would be 5 in. along a straight line from the plane in contact with the back. LAST MEASUREMENTS 297 Owing to the difficulty of ascertaining the same position for measurement on a last at the second attempt, the position of measurement in the first case must be marked. If this is done the same measurement can be repeated any number of times with little divergence. On a wooden last the positions can be marked in several ways ; either by a pencil, ink, or an awl mark. The reference points selected could be the inside joint position and the instep position, as previously discussed. It is always satisfactory to locate these positions on a central axis in the last, and having selected these positions strike out at right angles to this axis. Suppose AB (Fig. 56) represents the standard length of a size 4 ladies’ last, and is reduced to C, by say 2 21 sizes, so that BC is the length of foot for which the last is suitable. The inside joint position T is located at five-sevenths BC from B, and the instep position I at half AB. In the same way, the outside joint, waist, and similar positions can be located as some proportion of the measurement of the foot. From these a “position chart” can be constructed for the various sizes, say, a range of size 2 to size 7. A piece of paper XY of convenient width is taken, and a centre line GH drawn equal in length to size 4. Along GH, GT and GE are drawn each equal respectively to the inside joint position for size 4 and size 7. The distance ET is trisected, giving the inside joint positions for the intervening sizes 5 and 6. For the sizes smaller than 4, these size increments can be marked off below T. Lines are drawn at each of these positions at right angles to the centre line GH. Similarly HI and HF are the instep positions for lasts size 4 and size 7, and a similar instep position scale can be constructed. Having made the chart, it is placed on a horizontal plane with the edge H in contact with a vertical plane. 298 BOOTS AND SHOES The last is placed with its back in contactwith this plane, and its central axis coincident with the centre line on the chart. The X A G C Inside Joints 7 T E 6 5 4 T 3 6 5 4 3 2 In st ep s 2 7 F H B Y HI H2 FIG. 56. POSITION CHART positions of the inside joint and the instep can be read off along the horizontal, and these LAST MEASUREMENTS 299 positions transferred to the last by lines at right angles to the plane on which the last rests. The latter can be performed by the aid of two set squares and the required positions determioned accurately. Hence, by using such a chart, a series of lasts can be examined, their salient positions fixed and the measurements at these positions verified. This chart is constructed for the seat in contact with the horizontal plane. If, however, the points are to be located with the heel raised, then the forward movement of the “tread” contact position can be allowed for by having suitable zeros H1, H2, etc., to correspond to the various heights of heel. CHAPTER XIII CROSS-SECTION OF LASTS Having discussed the length of the last, and its bulk girth, what considerations are made for the distribution of this bulk ? It is necessary to refer to the foot, and note that the inner margin is thicker and higher than the outer margin, and that it has no lateral expansion as the outer margin has. These facts were not recognized at one time, and it was common to find that the cross-section of a last was symmetrical about a centre line. The Americans influenced English last-makers in the recognition of this point, and lasts are now made to provide for this varying thickness and movement of the inside and outside of the foot. In some instances, too, much has been made of this discovery, and the tendency has been to design lasts with too much bulk along the inside. The great toe and the little toe have certain functions to perform, and for this reason must have due attention in the shaping of the cross-section of the last. The last dare not, under any circumstances, be less in substance at the point on the last corresponding to the same point on the foot. With the little toe the substance of the last must never be less, but should usually be greater, than the substance of the foot. However, in many cases the structure of the last has to be made with reference to the after-processes of shoe manufacture. Toe-caps demand a small difference in the shaping of the sides of the toe of the last and also a certain increase in the height of the toe. Between the first and second phalanges of the great toe there is a side depression amounting in the average male foot to about 41 in. There 300 CROSS-SECTION OF LASTS 301 is therefore no necessity for the last to be thick at this point. In fact it can be thinned a little, and in so doing the cap seam is accommodated, and a good range and appearance obtained, with no loss of comfort. It is to be desired, however, that the toe of the last should be just slightly higher and thicker when toe-capped work is to be made. Regarding the higher portions of the last, the comb is sometimes placed centrally. This is of no disadvantage when the footwear concerned is a court shoe, but when the footwear covers the ankle and parts of the leg this condition would not be satisfactory. In this case the comb should be displaced to the inside with a resultant steeper inside wall of the last. Again, with the court shoe lasts, the comb is thinned considerably and the bulk of the stuff of the last is carried at the sides. This sharp comb should be carried to the joint, and if this were not so the shoe would press into the foot at the root of the instep. Work has been carried out to study the shape and distribution of bulk in the foot, and the application of these data to obtain the best fitting last. Of recent years the Datum machine of Mr. F. W. Roberts, F.B.S.I., does, amongst other things, automatically and quickly take tracings and areas of the cross-section of a foot or last at any desired position. It is not the good fortune of every student to have access to this machine, but this need not deter him from a study of this important question. It is possible to take cross-sections of the foot and the last by a graphical method, which, although slow and perhaps tedious, is nevertheless fairly reliable. A piece of strong cardboard is taken and cut to the exact size of 6 in. square. From this is cut a portion 5 in. by 4 in., leaving a bridge piece as in Fig. 57. The inside edges of this bridge are graduated in inches and 302 BOOTS AND SHOES tenths or any other desired unit. Stays are attached to the back so that the bridge stands in a vertical plane. If a cross-section of a last is required, then the last should be placed with its back against a vertical plane and resting on a central line at right angles to this plane. Hence the position of C B D A FIG. 57. BRIDGE FOR TAKING CROSS-SECTION the cross-section can be recorded as having been taken at a certain distance from the back of the last. This obviates any likely error due to extended toes, should it be required to compare thus any section of the last with the corresponding section of the foot for which the last was made, or to compare with another last. The bridge can then be placed across the last at any desired position and inclination, but it is much simpler CROSS-SECTION OF LASTS 303 to have the face of the bridge always parallel to the vertical plane against which the back of the last rests. A cardboard pointer should then be made and graduated in the same units as those on the bridge. The bridge in position, and that position marked, the pointer can be applied, always horizontally, and the position of any D FIG. 58. TRANSFERENCE OF POINTS TO SQUARED PAPER point D on the cross-section of the last fixed relative to the graduated scales AB and BC (Fig. 57). The location of this point can be transferred to a suitable piece of graph paper of the same size and graduations as the gab if the bridge. Hence the series of points so obtained would give a cross-section of the last (Fig. 58). A similar method could be applied to obtain the profile of the last. The distribution of bulk in a last is of the greatest 304 BOOTS AND SHOES importance, and only after close study of this, together with the variations of the foot in its motions, will the question of correct fitting be solved. The faults in foot fittings are laid in turn at the door of the last manufacturer, the shoe manufacturer, and the shoe buyer. A closer relationship for the one ideal would help to eliminate these faults and so apportion further blame, if any. INDEX SECTION I PATTERN CUTTING AND MAKING ALBERTS 39 Allowances over formes, average, 95 Alterations for different materials, 77-81 Ankle-strap shoes (infants), 66 Apron-front shoe (women’s), 55-6 BACK curves, 101-2 Backstraps, inside, 90 ––––, measurements for, 93 Bagged edges, 91 Balmorals, seamless, 70 ––––, (women’s) 42 Bars, grading of, 152-3 Bespoke patterns, 70-72 Binding the pattern, 180 Block knives, 130 Blucher boots, 70 Board patterns, cutting of, 174 Boot lining patterns (women’s) 87 –––– standards (men’s), 14-26 –––– –––– (women’s), 42-45 Boston backs, 30-31 Bottom stock patterns, 122-138 Brogued shoes (men’s), 34-6 Buckle one-bar shoe, 48 Button piece, springing a, 25 Buttoned boot standard (men’s), 23-6 CAMBRIDGE shoes (men’s), 37-8 Children’s standards, 62-3 Closed seams, 96 Closing seams, allowances for, 96 Clumps, 131-2 Coachman boots, 108-11 305 Colour schemes, 104 Compasses, 99-101 –––– for grading, 146-7 ––––, their use in grading, 163 Component parts, cutting of, 27-31 Copying a made-up shoe, 105 Court shoe, 51 Cromwell patterns (women’s) 59-60 Cutting the parts, 82-6 DERBY boot lining, 87-9 –––– –––– standard, 18-19 –––– shoes, (children’s), 62-3 –––– –––– (men’s), 37-6 –––– –––– (women’s), 46 –––– tongue, cutting the, 85 Designing, 103-6 Drafting the tongue, 85 ELCHO boots, 107, 120-21 FACING widths, measurements for, 93 Field boots, 116-120 –––– marshal top, 113 Foot-length, obtaining the, 98-9 Forme,derivation of word, 5 Formes , method of cutting, 5-11 GEOMETRIC grading, 141-2 –––– –––– of a set of Oxfords, 142-6 Geometric method of finding positions for inside joints, 98-102 Gibson (infants’), 64-5 Gibson tongue, cutting the, 85 306 BOOTS AND SHOES Gillie shoes, 56-7 Golosh depths, 97 Goloshes, interlocking, 29 –––– (whole), production of, 27 –––– with wings closed up together, 30 Grades, 151-2 Grading by geometric systems, 149 –––– children’s standards, 154-6 ––––, comparative system of, 164-6 –––– innersoles and outsoles from one stencil, 157162 –––– insoles into fittings, 161-2 –––– machine number 5, 170 –––– machines, 140, 167-73 –––– patterns into sets, 139-153 ––––, proportional compasses for, 146 –––– with parallel rule, 147-8 –––– –––– set-squares, 148-9 Grecians, 41 HALF-BELLOWS watertight tongue, 19-21 Half-Wellingtons, 116 Hand-sewn, allowances for, 95 Hartford grading machine, 167-9 Heel angles determined by position of foot, 13 Heel covers, 69 High leg work, Standard construction for, 44 Hubert tops, 111 Hussar tops, 113 INFANTS’ standards, 63-6 Insole patterns, 122-6 JOCKEY backs, 30-31 –––– boots, 108-11 –––– tops, 111 LAPPED seams, 96 Lasting-over allowance, 94 Lachet Balmoral, 22-3 Lifts, 137-8 Light riveted, allowances for, 95 Linen vamp lining, 91 Lining patterns, 87-93 Long work standards, 107-121 Louis heel, machine-sewn, 12930 MACHINE-DRAFTED, allowances for, 95 –––– -sewn, allowances for, 95 –––– -welted, allowances for, 95 Making, different methods of, 79 marker (probable date 1800), 73 ––––, to construct the, 75 Master knives, 130 Men’s standards compared with women’s, 14 Metal-bound patterns, cutting of 176-8 Middle soles, 131-2 Miners’ boots, 70 “Models,” the alternative name for standards, 12 Monk shoe (women’s), 57-9 Mosquito boot, 11 Mulled uppers, 79 NAPOLEON top, 113 Navvies’ boots, 70 Newmarket boot, 112 ONE-BAR shoe linings, 92 –––– –––– standards, 46-9 –––– shoes (girls), 63 –––– –––– (infants’) 65 Open-stitched seams, 96 Outsole patterns, 126-9 –––– ––––, allowances for finishing, 127 –––– ––––, allowances for substances of upper and insertions, 127 –––– ––––, –––– for width of welt, 127 outsoles, machine-welted, 130 overseamed seams, 96 INDEX Oxford quarter linings, 91 –––– shoe (men’s) 32-3 –––– –––– (women’s), 46 –––– standards (children’s), 62 –––– –––– (infants’), 64 PARALLEL rule, 147-8 Pattern allowances for making and closing, 94-7 ––––, binding the, 180 –––– cutting as an art, 106 –––– grading, 139-153 –––– markers, 72-3 Pegged seats, allowances for, 95 Poplins, allowances for, 95 Pronged buckles, 49 Proportional compasses, 99-101 QUARTER, cutting the, 21-2 84-5 –––– lining, 86 –––– patterns, 26 RANDS, 69 Reed power grading machine, 169-70 Riding boots (ladies’), 112-3 Rights and lefts patterns, 67-9 SANDAL shoe (women’s), 60-61 Seamless boots, 70 –––– shoes, 53 Seat pieces, 132 Set-squares, 148-9 Sew-round sole patter, 129 Sew-rounds, allowances for, 95 Shank patterns, 132 Shoe lining patterns, 89-90 –––– standards (women’s), 4650 Side-lining patterns, 136 307 Sketch designs, copying, 104-5 Ski shoe (women’s), 55-6 Slide buckles, 48 Slipper patterns, 39-41 Sock pattern, 132-3 Sole castors, 130 Soule’s system of forme cutting 6-7 Sports shoes, (women’s), 55 Sportsman’s boots, 116-20 Standards, construction of, 12-26 Stiffeners, designing of, 135-6 ––––, kinds of, 133-5 Substance-tape, 10 Swaysland, E.C., 157 TOE-CAP, cutting the, 84 Tongue, half-bellows watertight, 19-21 Tongues, measurements for, 93 Top bands, measurements for, 93 –––– pieces, 137-8 Turnshoe linings, 89 –––– sole pattern, 129 UNIVERSAL pattern grading machine, 170-73 VAMP, cuttingthe, 82-3 –––– heights, 97 –––– lining, 86 Veldtschoens, allowances for, 95 WELLINGTON boots, 113 –––– boots (dress), 114-6 Welted seams, 96 Working patterns, making of, 174-80 308 BOOTS AND SHOES SECTION II THE MAKING OF LASTS ALDEN, C.F., 289-90 –––– scale, 290 Alder, 191 Allowances and deductions for lasts, 223-231 American influence on English last-makers, 300 –––– method of specifying last lengths, 286 Annular rings, 192-3 Axe, coachmaker’s, 200 BARK bottoms and sides, 193-4 Beech, 186-7 Bench, last-maker’s, 201-4 Bespoke lasts, 238 Blocks, turning the, 252 Boot lasts, 270 Bottom plates, 254 Breaking a last, 259, 260 CHARME, 186 191 Circular cut last, 278-9 Coachmaker’s axe, 200 Co-ordinated lasts and patterns, 257-68 Court-shoe lasts, 271-2 Cross-sections of lasts, 300-304 Cutting down top of comb, 212 –––– the corners of the heel, 210 DATUM machine, 301 Designs of footwear and lasts, 225 EASY exit last, 276 Ellis, Dr., 183 Exogens, 192 FASHION in footwear, 183 Feet, varying types of, 223-4 Finishing last, 274 –––– processes, 255-6 –––– the last, 235 French v. English systems of specifying last lengths, 286 –––– wood, 186, 191 GAP spring last, 278 Gilman lathe, 247-9 Girths of lasts, 287-299 HAND process in making lasts, 238 IDEAL wood, 185-6 KNIFE, last-maker’s, 204-6 Knifing the last, 232-240 LAST blocks, modern, 275 –––– manufacturing, 246-56 ––––, measurements for a, 214222 –––– models made by hand, 209-213 Last-maker’s bench, 201-4 Lengths of lasts, 285-7 MAPLE, 189 Materials used for footwear, 226-7 Measurements for lasts, 285-299 Measurements for a last, 214 222 Medullary rays, 193 Model, preparing the, 252-3 Modern last blocks, 275 NORTH American maple, 186 Novo last, 281-4 PARIS point, 286 Pitch in lasts, 243-4 INDEX Position chart, 297-9 Progressive heel grading, 260 RANGE in lasts, 244 Rasp, last-maker’s, 207 Riding-boots last, 271 Roberts. F. W., 301 Rough-turned blocks, 189-191 Rounding under the seat, 210 SANDPAPER, 208 Sap wood, 192 Saw, frame, 206 –––– teeth, 199-200 Scrapers, 207-8 Shoe lasts, 271 Shrinkage, 194 Slipper lasts, 272-3 Sole impressions, 220-22 –––– shape pattern, making the, 228-231 309 Spring in lasts, 241-3 Squaring the bottom, 210 –––– the front and top, 212-3 –––– the sides, 209 Structure of wood, 192-7 T A B L E S of last measurement, 292-5 Toe-and-heeling machine, 253 Tools used in hand last-making, 198-208 ––––, various, 207 Trimming the back of the heel, 214 Twist in lasts, 245 Types of lasts, 270-284 VICE last-maker’s, 203-4 WOBBLE saw, 253 Wood, structure of, 192-7 Woods used, 185-191 END VOLUME I –––––––––––––––––––––––––––––––– PRINTED IN GREAT BRITAIN AT THE PITMAN PRESS, BATH


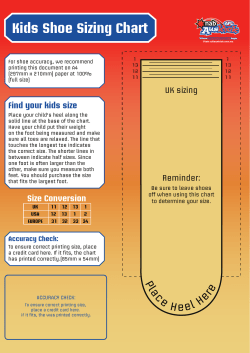

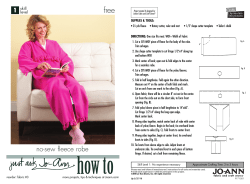

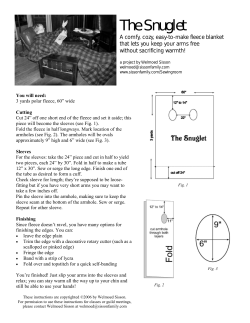

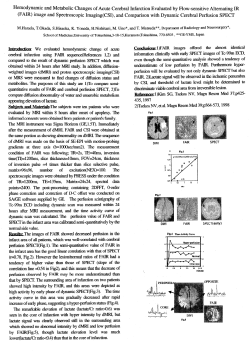
© Copyright 2025