
State-of-the-Art In Gas Treating
State-of-the-Art In Gas Treating Mahin Rameshni, P.E. Chief Process Engineer WorleyParsons 125 West Huntington Drive Arcadia, CA, USA Phone: 626-294-3549 Fax: 626-294-3311 E-Mail: mahin.rameshni@worleyparsons.com British Sulphur 2000 San Francisco, CA – USA November 2000 Table of Contents Page Abstract .......................................................................................................................iv Section 1 Introduction 1-1 Section 2 Selection Criteria for Acid Gas Removal 2.1 Natural Gas Processing............................................................................................2-1 2.2 Petroleum Refining ...................................................................................................2-2 2.3 Synthesis Gas Treatment.........................................................................................2-2 2.4 Data Base Outline.....................................................................................................2-3 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process 3.1 Elemental Sulfur Removal........................................................................................3-1 3.1.1 Inline Separator / Filtration System................................................................3-1 3.1.2 Disposal Solvent Injection ..............................................................................3-2 3.1.3 Slug Catchers .................................................................................................3-4 3.1.4 Gravity-Based Scrubber.................................................................................3-4 3.2 Heavy Hydrocarbon Removal ..................................................................................3-4 3.3 BTEX Emissions .......................................................................................................3-5 3.3.1 Integration with Membranes...........................................................................3-7 3.3.2 Integration with Molecular Sieves ..................................................................3-7 3.4 COS/CS2 Removal ...................................................................................................3-8 3.5 Effect of NH3..............................................................................................................3-9 3.6 Dehydration Process ................................................................................................3-9 Section 4 Amine Unit Configurations 4.1 Liquid Treating ........................................................................................................... 4-2 i Table of Contents Section 5 Solvents 5.1 Selective H2S Removal..............................................................................................5-1 5.2 Bulk CO2 Removal .....................................................................................................5-2 5.3 Physical Solvent Process ..........................................................................................5-3 5.4 Equilibrium Behavior of Solvents...............................................................................5-5 5.5 Software........................................................................................................................... 5 5.6 Typical Product Specifications...................................................................................5-8 Section 6 Dealing with Corrosion and Foaming in Amine Unit 6.1 Tendency to Foam at High Concentration ................................................................6-1 6.2 Corrosion in Amine Unit.............................................................................................6-1 Section 7 Impact of Feed Gas Composition on SRU Efficiency 7.1 Section 8 Revamp Options ........................................................................................................7-2 WorleyParsons Sulfur Recovery & Criteria Selection for Tail Gas Treating System 8.1 Selection Criteria for Tail Gas Treating Processes...................................................8-2 8.2 H2S Conversion/Removal Technologies...................................................................8-3 8.3 BSR/MDEA Technology ............................................................................................8-5 8.4 Tail Gas Treating with Flexsorb SE Solvents ...........................................................8-5 8.5 Sub-Dewpoint Claus ..................................................................................................8-6 8.6 BSR/Selectox & BSR/Hi-Activity Technologies ........................................................8.7 Section 9 WorleyParsons PROClaus Process Section 10 Conclusion 10-1 Section 11 References 11-1 ii 9-1 Table of Contents Page Figures 1 Basic Gas Treating & Sulfur Recovery Facilities ......................................................1-1 2 Typical Acid Gas Removal Diagram .........................................................................4-3 3 Typical Physical Solvent Configuration .....................................................................5-7 4 H2S Content VS. SRU Recovery...............................................................................7-2 5A Comparison of Different Tail Gas Processes ...........................................................8-3 5B Comparison of PROClaus with Sub-Dew Point Process .........................................8-7 6 BSR/Selectox Process .......................................................................................8-9 7 BSR/Hi-Activity Process...................................................................................8-10 8 PROClaus Process ............................................................................................9-3 Tables I Acid Gas Sources ......................................................................................................2-1 II Data Base Outline ......................................................................................................2-3 III Main Available Processes..........................................................................................5-4 IV Solvent Capabilities....................................................................................................5-4 V Typical Product Specifications...................................................................................5-8 VI Comparison of Tail Gas Cleanup Processes............................................................8-4 VII Tail Gas Cleanup Process.........................................................................................8-4 VIII WorleyParsons BSR/Tail Gas Processes.................................................................9-2 iii Abstract Gas Treating in gas industries, and in oil and chemical facilities is getting more complex due to emissions requirements established by environmental regulatory agencies. In addition, increasing demand of using new wells with complex components and new sources of sour gases is encouraging gas specialists to look forward to the new technologies, new solvents, and new ways to find solutions. In response to this trend, gas preconditioning upstream, or final step(s) for gas conditioning downstream of the gas-treating unit, are emerging as the best options to comply with the most stringent regulations. The final steps of gas conditioning are a combination of different processes to remove impurities such as elemental sulfur, solids, heavy hydrocarbons, and mercaptans that current commercial solvents are not able to handle. In cases where there is no sulfur recovery / tail gas unit installed downstream of the gas plant to destroy the remaining impurities, meeting the product specification is very crucial. Solvents could be contaminated with undesired elements, causing plugging, foaming, corrosion, or changing the required product specification. Over the years, many papers have been presented due to the gas preparation required prior to any gas treating system. There is no indication, however, of any unique process that is able to handle all of the impurities. In cases where sulfur recovery and tail gas units are installed downstream of the gas plant, gas preconditioning may not be required and most of the impurities will be destroyed in the sulfur recovery unit. However, with the increasing sulfur content in crude oil and natural gas and the tightening regulations of sulfur content in fuels, refiners and gas processors are being pushed to obtain additional sulfur recovery capacity. At the same time, environmental regulatory agencies in many countries continue to promulgate more stringent standards for sulfur emissions from oil, gas, and chemical processing facilities. It is necessary to develop and implement reliable and cost effective technologies to cope with the changing requirements. In response to this trend, several new Claus tail gas technologies are emerging to comply with the most stringent regulations. Typical sulfur recovery efficiencies for Claus plants are 90-96% for a two- stage plant, and 95-98% for a three- stage plant. Most countries require sulfur recovery efficiency in the range of 98.5% to 99.9% or higher. Therefore, the sulfur constituents in the Claus tail gas need to be reduced further. The key parameters affecting the selection of the gas-treating and tail-gas cleanup process are: Selection of gas preconditioning process upstream or final gas conditioning downstream of the gas treating unit based on nature of impurities Gas pressure and temperature iv Abstract Feed gas composition, including H2S content, CO2 and hydrocarbons, and other contaminants Process configuration Selection of the dehydration process Product specification, such as H2S, CO2, H2O, hydrocarbons, and mercaptans Optimization of the existing equipment Required recovery efficiency Concentration of sulfur species in the stack gas Ease of operation Remote location Sulfur product quality Costs (capital and operating) In response to the above trends, selection of the right tools is very crucial. Those tools could be a “right” technology, a “right” solvent, a “right” simulator, and a proper economic design with low- energy consumption to reduce operating and capital costs. Generic and specialty solvents are being divided into three different categories to achieve sales gas specifications: 1) chemical solvents 2) physical solvents 3) and physical-chemical (hybrid) solvents. In other words, regular gas units could be identified as amine units for H2S removal, dehydration process, turbo expander for deep chilling, and caustic treatment for removing sulfur compounds from liquid product. Or they could be specified as solvents for H2S Selectivity, solvents for CO2 Removal, and solvents for organic Sulfur Removal. Final selection is ultimately based on process economics, reliability, versatility, and environmental constrains. Clearly, the selection procedure is not a trivial matter and any tool that provides a reliable mechanism for process design is highly desirable. Acid gas removal is the removal of H2S and CO2 from gas streams by using absorption technology and chemical solvents. This paper emphasizes on the selection criteria for gas preconditioning and the final steps of gas conditioning processes for industry needs. v Abstract The various gas-treating process technologies with commercialized chemical, physical, and hybrid solvents to meet the various environmental regulations are presented. This paper also demonstrates how these processes are chosen based on the selection criteria mentioned above. The various Claus tail gas-treating technologies developed and commercialized to meet the various environmental regulations are presented. Depending on the process route selected, an overall sulfur recovery efficiency of 98.5% to 99.9% or higher is achievable. The latter recovery corresponds to less than 250 parts per million by volume (ppmv) of SO2 in the offgas going to the thermal oxidizer prior to its’ venting to the atmosphere. vi Section 1 Introduction As the results of the new revolutions in challenging the various solvents and different process configurations, gas processing in gas industries and refineries has become more complex. In response to this trend and to comply with the product specifications, more equipment and more process upstream or downstream of gas processing should be implemented. The selection criteria for gas processing is not limited to the selection of gas treating configurations by itself; it is expanded to the selection criteria of more side process / down streams configurations, to complete the gas processing in order to meet the product specification and to satisfy environmental regulatory agency requirements. For instance, if the H2S concentration of gas to the sulfur recovery unit is low, the acid gas enrichment unit is recommended. Acid gas from the gas-treating unit flows through the acid gas enrichment unit where the H2S has substantially separated from the CO2 and N2. The stream that is enriched in H2S is fed to the sulfur recovery unit while the desulfurized CO2 and N2 stream is sent to the thermal incinerator. Figure 1 represents the basic gas treating and sulfur recovery facilities. Acid gas and liquid sweetening will be followed by the other process that is shown in figure 1. Liquid sweetening will be discussed in the following sections. Acid Gas and Liquid Sweetening Enrichment Facilities Sour Water Stripping Sulfur Recovery Tail Gas Treating Sulfur Degassing, Solidification & Storage Incinerator Figure 1- Basic Gas Treating & Sulfur Recovery Facilities 1-1 Section 2 Selection Criteria for Acid Gas Removal Acid gas removal is the removal of H2S and CO2 from gas streams by using absorption technology and chemical solvents. Sour gas contains H2S, CO2, H2O, hydrocarbons, COS/CS2, solids, mercaptans, NH3, BTEX, and all other unusual impurities that require additional steps for their removal. There are many treating processes available. However, no single process is ideal for all applications. The initial selection of a particular process may be based on feed parameters such as composition, pressure, temperature, and the nature of the impurities, as well as product specifications. The second selection of a particular process may be based on acid/sour gas percent in the feed, whether all CO2, all H2S, or mixed and in what proportion, if CO2 is significant, whether selective process is preferred for the SRU/TGU feed, and reduction of amine unit regeneration duty. The final selection could be based on content of C3+ in the feed gas and the size of the unit (small unit reduces advantage of special solvent and may favor conventional amine). Final selection is ultimately based on process economics, reliability, versatility, and environmental constraints. Clearly, the selection procedure is not a trivial matter and any tool that provides a reliable mechanism for process design is highly desirable. The variety of the acid gas sources that have different gas compositions, pressure, temperature, and nature of impurities and might require different means of gas processing to meet the product specification, are presented in table I. Table I- Acid Gas Sources Natural Gas Processing LNG Facilities Petroleum Refining Synthesis Gas Treating Chemicals and Petrochemicals Coal & Heavy Oil Gasification LPG Systems Pipeline Dew Point Control Landfill Gas Facilities Feed to Tail Gas Treating Ammonia & Hydrogen Plants Selection of the right tools is very crucial. Establishing and conducting all the elements together at the same time, would generate such a beautiful art in gas treating. 2-1 Section 2 2.1 Selection Criteria for Acid Gas Removal Natural Gas Processing Natural gas is one of the common sources of gas treating, with a wide range in CO2/H2S ratios and high pressure treating. If natural gas is not an LNG application, it could be treated with selective H2S removal if significant CO2 is present. If C3+ is present, the desirability of using physical or mixed solvents is reduced. If organic sulfur is present, the desirability of using physical or mixed solvents is increased. It is favored to use proprietary solvents if natural gas has significant CO2 and /or H2S for large units/ and to use conventional solvents for small units particularly with modest acid /sour gas levels. 2.2 Petroleum Refining Petroleum refining is another source of gas treating with low CO2 content, unless the refinery has catalyst cracking unit, in which case the gas may contain COS, organic sulfur, cyanides, ammonia, and organic acids. The acid gas from hydrotreating and hydrocracking essentially contains H2S and ammonia. The gas treating pressures and H2S specifications vary for individual applications, and MEA/DEA/MDEA or formulated amines are the typical solvents. The refinery typically has multiple absorbers and a common regenerator as listed below: Fuel gas treating Hydrotreater product/fuel gas Hydrotreater recycle gas Hydrocracker product/fuel gas Hydrocracker recycle gas LPG liq-liq contactor Thermal/catalyst cracker gases Services independent or combined as practical 2-2 Section 2 2.3 Selection Criteria for Acid Gas Removal Synthesis Gas Treatment Synthesis gas treatment is characterized by high CO2 and low (or no) H2S. If the amount of CO2 is limited, it is preferred to use selective H2S treating via formulated/hindered amine, mixed solvent, or physical solvent. If H2S is not present and there is modest or essentially complete CO2 removal, it is preferred to use activated MDEA, hot potassium, mixed amine, and physical solvent. 2.4 Data Base Outline In order to select the optimized process, gas-treating units are divided into several categories and each one requires different solvents, simulator, or available technology. However, each project is required to be evaluated with more than one technology in order to meet the project specification, circulation rate, and duties, which is truly dependent on the gas composition (such as H2S, CO2 and NH3). In addition, the selected process must be evaluated to make sure it is economic. Table II represents the most common process being used in gas plant industries. Table II- Data Base Outline HP Gas Treating System, Bulk CO2 Removal from Natural Gas, and Selective H2S Removal Physical Solvent Process (SELEXOL, Murphreesorb, IFPEXOL) Other Solvent Process (DEA, MDEA, DGA, aMDEA, Sulfinol M/D, Flexsorb, Gas/SPEC *SS, Membrane + amine, UCARSOL, Chevron-IPN, Benfield, K2CO3) Tail Gas Treating (H2S Recycle & Selective Cat. Oxidation Process Typical Solvent (MDEA, HS-101/103, Gas/Spec *SS, Sulfinol, Flexsorb) BSR /Amine Process Shell SCOT/ ARCO WorleyParsons BOC Recycle Resulf Dual-Solve BSR / Wet Oxidation MCRC CBA Sulfreen BSR /Selectox BSR/Hi-Activity/PROClaus Super Claus Incinerator Tail Gas Wellman-Lord Claus Master Clausorb Clintox Cansolv 2-3 Elsorb Bio-Claus Section 2 Selection Criteria for Acid Gas Removal Acid Gas Enrichment Typical Solvent (MDEA, Sulfinol M/D, FLEXSORB, UCARSOL, Gas/SPEC *SS) Ammonia Plants Physical Solvents, aMDEA, Hot Potassium, Dow 800 series, etc. Cryogenic Systems Chemical Solvents Enhanced Oil Recovery (EOR) Chemical & physical Solvents EOR CO2 Recovery Plants Similar to Bulk CO2 Removal Ethylene Plants Similar to Bulk CO2 Removal Flash Regeneration CO2 Removal Similar to Bulk CO2 Removal Hydrogen Plants Chemicals Solvents LPG Treating Chemical Solvents Oil Refinery Systems Chemical & Physical Solvents Dehydration systems EG, DEG, TEG, Solvents, Methanol, Molecular Sieve Process, etc. 2-4 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process Unusual impurities are on the increase by demand of exploring new sources of the sour gas. Following are some the unusual impurities that may require additional removal steps in gas -treating. Feed gas compositions should be evaluated for needs of gas preparation prior entering to any gas plant. Contaminated gas will damage the solvent and cause plugging, pipeline cleaning of liquids and solids, corrosion, foaming, and changing product specifications. This paper addresses different Raw Gas Preconditioning and Final Conditioning processes. 3.1 Elemental Sulfur Heavy Hydrocarbons (CnHm) & BTEX, such as Benzene & C8+ COS, CS2, RSH, Mercaptans, Hg Solids, Carbon Elemental Sulfur Removal Several studies have being performed regarding the elemental sulfur removal in gas plant industries. Elemental sulfur causes the “series” problem within the gas plant such as plugging of exchangers, crystal forming and contaminating the solvent, and changing the product specifications. GPSA Engineering Data Book and the Perry and Chilton Chemical Engineering Handbook, show that the gravity-based scrubbers are not effective for particles smaller than approximately 1 micron, whereas filtration is effective for particles as small as 0.01 micron. Sulfur is one of the elements that have a tendency to bond extensively to itself and chains in a similar fashion to carbon, and produces S8. Chains can break and react with other molecules such as H2S or produce solid sulfur that is suspended in the water. Sulfur has the potential to act as a fairly strong oxidizing agent and causes corrosion in stainless steel equipment. 3.1.1 Inline Separator / Filtration System All gas-sweetening units should have a well-designed inlet separator. Inline separator has been used as a filtration system to remove the particles and to remove 3-1 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process any entrained solids. The inline separator should be designed not only on the basis of inlet fluid volumes but also on surge capacity to handle slugs of liquid hydrocarbons, H2O, and well-treated chemicals. In cases where solids or liquids are known or anticipated to be a problem, a high-efficiency separator such as a coalescing filter separator should be used. The second stage of filtration should be performed by using the carbon filter for removing particles down to 5 microns. The activated carbon filter should always be located downstream because the deposition of solids would plug the carbon filter and prevent its regeneration. If the gas is contaminated with the large amount of the elemental sulfur, even more steps should be taken before entering the gas into the inline separator. Otherwise, inline separator will plug. The latest filtration system is the implementation of designing the special media for the elemental sulfur removal. This filter can facilitate the separation of the sulfur in conjunction with simultaneous liquid aerosol removal. The liquid quantity would be available for assisting the separator, i.e. whether or not additional water injection ahead of the filter would be necessary. This could be done by simply adding a water injection upstream of the inlet nozzle. Due to the hazardous (lethal) nature of the gas, it would be advisable to have the ability to steam or nitrogen-purge a unit that would need to be serviced. Basically, the installation of this filter provides the ability to simultaneously water-wash the gas while providing for sub-micron elemental sulfur removal. The filter media allows small liquid droplets to coalesce by impingement. As larger droplets grow, they become sufficiently heavy to drain through the glass fibers. To prevent plugging of the glass fibers, a pleated paper of prefilter could be used. 3.1.2 Disposal Solvent Injection DAD’s and DMDS are well known as the disposal solvents that could be injected to the well to absorb the elemental sulfur. The rich fluid, which contains elemental sulfur, is disposed and the solvent will not be regenerated. Sulfur Scrubbing by Using Chemical Solvent The elemental sulfur removal is achievable by using absorption oil as a sulfur solvent in sour gas wells to control sulfur deposition. This solvent is based on a mixture of alkylnaphthalenes diluted in a mineral oil; both can physically combine with the precipitated sulfur. The solvent will be regenerated and its behavior in corrosion inhibitors is outlined. This solvent, with an oil-soluble inhibitor having proper phase behavior, can effectively control corrosion in sour gas wells with high reservoir water production. 3-2 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process Application of a solvent in sour gas wells should satisfy the following important characteristics: No corrosion with the well fluid Sufficient sulfur solubility No irreversible reactions with precipitated sulfur Stability under conditions Low vapor pressure Corrosion prevention Ability to separate from water Suitable uniform quality Suitable viscosity Ability to be regenerated and recirculated Simple recovery of the absorbent sulfur The liquid is injected at the wellheads and travels by gravity through the annulus. The solvent mixes with the upcoming gas and formation water and is reproduced by the well fluid. The annulus cross-section narrows around the couplings of the tubing connectors. At high injection rates, the annulus becomes partially filled up, forming a liquid column and creating slugs that travel through the tubing. The produced liquid phases are separated at the surface by 3 three-stage systems consisting of a free-water knockout drum, a separator, and the scrubber of the glycol dehydrator. The formation-water/solvent mixture is collected in tanks at each well site. The temperature decrease shifts the sulfur solubility of the gas to lower values. Depending on the particular super-saturation of the gas, sulfur precipitation could take place in the cooler. To prevent plugging of the cooler tubes, a small volume of solvent is injected downstream of the free-water knockout drum, the sulfur loading capacity is about 30 g/L. 3-3 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process 3.1.3 Slug Catchers If the elemental sulfur content in the feed gas is very high, slug catchers are highly recommended to remove the elemental sulfur. Slug catchers should be designed with enough capacity to remove all the particles. 3.1.4 Gravity-Based Scrubber The elemental sulfur could be removed by using the gravity-based scrubber with a separation flash drum or settling storage tank that should be sized with sufficient residence time. 3.2 Heavy Hydrocarbon Removal During phasing-in of new wells, feed gas is enriched with heavy hydrocarbons and oil. Hydrocarbon liquids are known to cause foaming in amine systems. It has been found that hydrocarbon liquid may reside in the piping; however, the liquid flow regime must be evaluated. Then, the first option is to drain these hydrocarbons from pipelines. This liquid could be drained from a pipe by installing dip legs at different locations such as at the end of header, and between the final two branches. The purpose of carbon filtration removal of hydrocarbon molecules and chemical contaminants, which promote amine foaming, is to remove hydrocarbons prior to the amine unit. Selective solvents have a capability of removing trace sulfur compounds, but hydrocarbon losses with the acid gas are high. Hydrocarbons have a higher solubility in physical solvent than in water; therefore, a higher physical solvent concentration should result in an increase in hydrocarbon content in the acid gas. There are other options could be used for hydrocarbon removal, such as: Using physical solvent for gas treating if applicable. Draining the heavy hydrocarbons from pipelines prior to gas plant. Providing a Water Wash Scrubber (with a separation flash drum with sufficient residence time, the dissolved hydrocarbon can gravity-separate from the bulk solution) and using baffles & weirs. 3-4 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process Providing a gas carbon filter upstream of multi-cyclone separator and coalescing filter. Providing skimming facilities such as skimming pots for flash drums with sufficient residence time. Using mole-sieve bed downstream of the gas treating (mole-sieves could be designed with multi-beds for the dehydration, aromatic removal, and Hg removal, etc. in one package). Adding one or two fractionation columns within gas treating for the removal of the remaining hydrocarbons, and to recover the C2-C4 and blend it back to the treated gas to maintain the required heating value. If the amine-based solvent is applicable, some hydrocarbon removal could be achieved by minimizing the lean amine, running stripper with lower pressure, and using low circulation rate. If the sulfur recovery unit is located downstream of the gas plant, the heavy hydrocarbons and BTEX could be destroyed by designing a suitable burner to achieve 2,200 °F minimum. If the acid gas feeding to the sulfur recovery unit has the low percent of H2S (Lean Gas), oxygen enrichment is recommended. If the gas has retrograde properties close to its hydrocarbon dew points, it is of particular importance to minimize pressure losses. Drums could be equipped with proper hydrocarbon condensate withdrawal, such as skimming pots. 3.3 BTEX Emissions An amine unit operates by contacting an amine solution with the sour gas or liquid feed counter-currently in an absorber column. H2S and CO2 in the feed are absorbed by the amine in the solution, and the sweetened gas exits the top of the column. Rich amine exits the bottom of the column and is sent through the regeneration system to remove the acid gases and dissolved hydrocarbons, including BTEX. The lean solution is then circulated to the top of the absorber to continue the cycle. The sweetened gas exiting the absorber is saturated by water from its contact with the amine. The overheads, including BTEX from the amine regenerator column, are sent to a sulfur recovery unit. The aromatic compounds including benzene, Toluene, Ethylbenzene, and Xylene (collectively known as BTEX), are included as hazardous factors in air pollutants. If the raw gas contains appreciable amounts of H2S, a sulfur plant is used to treat the overheads from the rich amine stripper. This treating normally destroys any 3-5 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process BTEX or other hydrocarbons. Several operating parameters directly affect the amount of BTEX absorbed in an amine unit, such as inlet BTEX composition, contactor operating pressure, amine circulation rate, solvent type, and lean solvent temperature. MDEA absorbs the lowest amount of BTEX compared to DEA and MEA; therefore, it is recommended to use MDEA where BTEX is observed in the sour gas, (if it is applicable). Several operating parameters directly affect the amount of BTEX absorbed in an amine unit. These factors include the inlet BTEX composition, contactor operating pressure, amine circulation rate, solvent type, and lean solvent temperature. Following is a list of strategies that should be followed to limit the BTEX emissions from gas plant: Minimize the lean amine temperature. The amount of BTEX emissions in amine systems decreases with an increase in lean solvent temperature. Use the best solvent for treating requirements. (i.e. MDEA absorbs the lowest amount of BTEX). Minimize the lean circulation rate. BTEX pick up increases almost linearly with an increase in circulation rate. If the stripper pressure is higher, the overall BTEX emissions are lower. Sulfur has the potential to act as a fairly strong oxidizing agent and cause corrosion in stainless steel equipment. H2S is very soluble in molten sulfur; so then H2S would be expected from typical solubility’s of gases into liquids. Sulfur reacts with hydrocarbons to form mercaptans, which are present in sour gas. The high solubility of sulfur in CS2 has been recognized. Other solvents are oily disulfides, amines, alkanolamines, and aromatic hydrocarbons. Amines and alkanolamines compounds are extensively used in German sour-production schemes and depend on the following reaction for taking up sulfur. RNH2 + H2S Æ RNH3 + HS9 Technology has been patented for loop systems using this approach. Sulfur should be managed and it is reasonable to predict that a suitable chemical base might prevent sulfur deposition. Acid-base reactions are rapid compared to 3-6 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process decomposition reactions and could act to capture the sulfanes as ionic polysulfides before decomposition occurs. If water is contaminated with bicarbonate, that water becomes corrosive. This is a suggestion here that indicates aqueous sodium bicarbonate should be injected into the bottom of the wellbore to control sulfur deposition until production matures and the formation water takes over. If the gas containing high levels of sulfur, say more than 10 tons per day is to be removed, then a regenerable H2S adsorption / desorption process, such as a Claus process for the conversion of the removed H2S into elemental sulfur, is normally favored. If less than a few hundred pounds/day of sulfur needs to be removed, fixed beds of chemical absorbents will remove H2S to any level required. The used catalysts and absorbents can be sold to the metal recovery industry, and there are no disposal problems. 3.3.1 Integration with Membranes Membranes are now being used widely for the purification of natural gas containing high levels of CO2. For instance, it has developed a membrane-based process to separate and recover hydrocarbons, including propylene and ethylene, from nitrogen and light gases. Unfortunately, the membranes available presently lack selectivity, and it is not possible to precisely control the rate of diffusion of the various components present across the membrane. Therefore, it is rare for the stripped gas to meet the sales gas specification. 3.3.2 Integration with Molecular Sieves Molecular sieves are used extensively to dry natural gas. In this role, they will also remove H2S but because water is significantly more powerfully bonded than H2S, they are not very effective for the combined H2S/H2O removal duty. The new technology is using the molecular sieves as a multi-bed combination, each for a specific duty. This combination could be a dehydration bed, in addition to a removal bed for heavy hydrocarbon(s), Hg, or any other impurities that could be effectively selected for removal technology. These beds should be cost effectively designed. 3.4 COS /CS2 Removal Some of the chemical and physical solvents are capable of removing COS / CS2 at some level; however, the solvent may not be able to meet the product specifica3-7 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process tion. In that case, using another conditioning process is feasible. The molecular sieves process could be used for COS / CS2. The amine reclaimer system is an alternative for COS / CS2. Reclaimer operation is a semi-continuos batch operation for removal of degradation product from the solution and removal of suspended solids and impurities. Reclaimer operates on a side stream of 1-3 percent of total solvent circulation rate. If a physical solvent is being used for the acid gas removal, COS / CS2 could be improved by increasing the fresh solvent circulation rate since the semi-solvent is already saturated and providing an additional chiller system would increase the absorption process. Any gas treating, including natural gas and refinery offgas, are contaminated with mercaptan and COS. Any gas-treating unit operates by contacting a solvent solution with the sour gas or liquid feed counter-currently in an absorber column. H2S and CO2 in the feed are absorbed by the solvent in the solution, and the sweetened gas exits the top of the column. Rich solvent exits the bottom of the column and is sent through the regeneration system to remove the acid gases, dissolved hydrocarbons, and COS. Several operating parameters directly affect the amount of COS absorbed in a gas treating unit, such as inlet COS composition, contactor operating pressure, solvent circulation rate, solvent type, and lean solvent temperature. The chosen solvent should be capable of absorbing COS in the absorption process and release the COS to the acid gas in the regenerator. The acid gas from the regenerator is sent to the sulfur recovery unit to decompose any sulfur compounds, including COS. Pure physical solvent is particularly effective in a high-pressure system, high-acid gas treatment for removing H2S, CO2, COS, organic sulfur species, and a wide range of other gas stream contaminates. Usually, two absorbers are designed with physical solvents, one absorber for H2S removal with semi-lean physical solvent and another absorber for CO2 and COS removal with lean, pure solvents. If more absorption of COS is required, additional free-COS, free-lean solvent should be fed to the H2S absorber, or semi-lean physical solvent has to be cooled prior feeding the H2S absorber. The purpose of the amine reclaiming units is to distill the water and amine from the fouled solution leaving behind the entrained solids, dissolved salts, and degradation products that cause foaming and corrosion problems. The reclaimer is an integral part of a successful amine sweetening process. It normally operates on a side stream of the lean amine solution leaving the bottom of the stripper column. The temperature of the reclaimer is to be controlled through the cycle. The presence of COS, CS2, FeSO2, free oxygen, and other con- 3-8 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process taminants can poison the amine. In such cases, a reclaimer is often used to regenerate the degraded amine. Amine degradation depends on different factors. All of the feed to the reclaimer is assumed to go overhead except the degraded amine. A flash calculation would be essentially impossible since the composition and properties of the degraded amine vary widely and are never accurately determined. The reclaimer has only one inlet stream that comes from the reboiler, and two outlet streams (the reclaimer OVHD and the reclaimer dump). The reclaimer operating temperature is in a range of 300-350 ° F and, usually, 1-5 percent of the lean amine would be fed to the reclaimer. 3.5 Effect of NH3 When small amounts of ammonia are present in the sour gas, nearly all of the ammonia should be scrubbed from the sour gas by the amine solution. Due to the high solubility of ammonia in water, the ammonia may build up in the circulating rich-amine solution and present several problems in the absorber and stripper. Some of the operational problems with ammonia are meeting the project specification, flood in the stripper, inability to hold the pressure control set points on the condenser or reboiler. These problems all have the same root cause. Ammonia is absorbed at the pressure and temperature in the absorber, rich amine is loaded with ammonia fed to the stripper, and the K value for ammonia in the condenser is considerably less than one. Therefore, most of the ammonia is vaporized in the stripper, and is returned in the reflux. This process continues to build up until steady-state ammonia either overcomes the low K value in the condenser or forces its way to the reboiler against high K value in the tower. 3.6 Dehydration Process Gas hydrates are crystalline compounds composed of water and natural gas in the pipelines. The conditions that tend to promote hydrate formation include the following: low temperature, high pressure, and a gas at, or below, its water dew point with free water present. The formation of hydrates can be prevented by using any of the following methods: Adjusting the temperature and pressure until hydrate formation is not favored. Dehydrating a gas stream to prevent a free water phase. Inhibiting hydrate formation in the free water phase. 3-9 Section 3 Raw Gas Preconditioning Process & Final Conditioning Process EG, DEG, and TEG are the most widely used solvents for bulk removal of water from natural gas. Methods of calculations are the K-chart method and Hammer Schmidt’s Equation, which are both presented in GPSA, 1994, and computer simulation. Use of amines in aqueous solutions saturates the sweet gas with water vapor, regardless of whether the entering sour gas is wet or dry. For some amine processes, this means that a dehydration step necessarily follows sweetening. One process, which overcomes this shortcoming, is the use of MDEA or DEA in combination with ethylene or diethylene-glycol. The combination of amine and glycol will usually do an excellent job in removing acid gas constituents, but generally does not dehydrate as well as a conventional glycol installation. Using other technologies, capable of water removal, could be EG injection, methanol-protected cold processes, hydrate- formation temperature predications, and Cold Finger Drizo. Finally, the molecular sieve process is an alternative for the dehydration process in addition to removal of other impurities. 3-10 Section 4 Amine Unit Configurations The most common amine design configuration includes one single absorber, one single regenerator, and all related equipment such as pumps, filters, and heat exchangers. Sometimes other configurations required to be considered to be able to design the gas treating units, in addition to being able to meet the project requirement. Other considerations are listed below as a reference: One single absorber, and one single regenerator One single absorber, and several flash stages Absorber A in series with absorber B, and single regenerator Absorber A/B in parallel with a common regenerator Split –flow configuration using absorber A, B, or A/B Absorber A/B with two lean amine feeds Absorber A/ B and regenerator with side heaters / coolers Single –Stage Co-current static mixing element Absorber A/B with amine pump-around One single absorber, one single regenerator, with amine and Semi-amine split flow H2S & CO2 Absorbers, one single Regenerator, with amine and Semi-amine split flow Molecular sieve process Membrane process Figure 2 represents the typical amine unit configuration. Some of the above configurations are not common processes; therefore, a brief description follows: Absorber with pump-around may be used when a gas stream containing, for example nine mole percent of CO2. In order to reduce the total circulation of the solvent, an internal recycle or pump-around circuit is used with a heat exchanger to cool the stream. The process enables recovery of 89% of CO2 in the feed gas. Split- flow may be used to provide a significant reduction in the amount of stripping steam needed. Lean and semi-lean solvent enters the absorber to sweeten the gas. The partially stripped semi-lean solvent stream is drawn off the third tray of the regenerator. Molecular sieve process may be used for selectivity of H2S removal in the presence of CO2. In this process, the gas passes through one of two to four fixed beds of molecular sieves, where the H2S along with H2O and organic sulfur compounds are removed from the gas by a process similar to adsorption. When the bed becomes saturated with H2S, the main gas flow is switched to another bed, which is freshly regenerated. Twenty percent of the sweet gas is heated to 600 -700 °F, and passed through the fouled bed to regenerate it. The hot regeneration gas is then cooled 4-1 Section 4 Amine Unit Configurations and processed by an amine unit to remove H2S from the regeneration gas. The regeneration gas is sweetened; it rejoins the main gas stream downstream of the sieve beds. 4.1 Liquid Treating Liquid treating is another amine unit for sweetening hydrocarbon liquids by using DEA, MDEA, or MEA solvent. The acid condensate-sweetening unit removes H2S and CO2 from the acid condensate feed by liquid-liquid contacting the sour condensate with lean solvent such as DEA. The sour condensate flows through the acid condensate coalesce filter where particulate matter is removed and entrained water is coalesced and separated. The acid condensate then flows to the acid condensate contactors where CO2 and H2S are absorbed by the lean DEA solution. The contactors are liquid-liquid contactors containing 2 or 3 packed sections. The treated condensate from the acid condensate contactor is washed using a recirculating water wash. The treated condensate and the wash water are mixed in the water-wash static mixer. The mixer is then coalesced into two liquid phases and separated in the water-wash separator. Makeup water is continuously added to the circulating water-wash circuit to control the buildup of DEA in the wash water and to help maintain the water content of the DEA system. Water is also continuously withdrawn from the water-wash circuit and mixed with the rich DEA solution. In this process, liquid hydrocarbon enters the bottom of a packed absorber and lean amine enters the top of the absorber. Sweet liquid leaves the absorber from the top and rich amine leaves the absorber from the bottom. The most common liquid–liquid absorbers are packed contactors, jet educator-mixers, and static mixers. However, other processes such as Merox, Molecular Sieve, KOH, and Iron Sponge could do the liquid treating process. 4-2 4-3 MAKE-UP CONDENSATE SOUR OIL / WATER SOUR GAS SWEET PRODUCT GAS AMINE DRAIN M Figure 2, Typical Acid Gas Removal Diagram CW COND STM MAKE-UP CONDENSATE PURGE WATER ACID GAS TO SRU TO ACID GAS FLARE Section 4 Amine Unit Configurations Section 5 Solvents Generic and specialty solvents are divided to three different categories to achieve sales gas specification; however, these solvents may be called chemical solvents, physical solvents, and physical-chemical (hybrid) solvents. On the other hand, regular amine units are divided into an amine unit for H2S removal, molecular sieve dehydration, turbo expander for deep chilling, and caustic treating for removing sulfur compounds from liquid product, or finally, are divided to: Solvents for H2S selectivity Solvents for CO2 removal Solvents for organic sulfur removal The primary differences in process by using generic amines are in solution concentrations. MEA is ordinarily used in a 10 to 20 percent by weight in the aqueous solution. DEA is also used in the 10 to 30 percent by weight in the aqueous solution. DIPA, DGA, and MDEA are used in higher concentrations. Typical concentration ranges for DIPA and MDEA are 30 to 50 percent by weight in the aqueous solution. DGA concentrations range from approximately 40 to 70 percent by weight. 5.1 Selective H2S Removal The absorption of H2S and the selectivity of H2S over CO2 are enhanced at a lower operating temperature; consequently, it is desirable to minimize the lean amine temperature. To achieve low H2S slippage in the absorber operating at high pressure, it is necessary to strip the amine to a very-low H2S loading (typical loading is < 0.01 moleacid gas/mole amine). Steam stripping occurs in the regenerator at high temperature and reverses the reactions given above. The steam reduces the partial pressure of H2S and CO2 over the amine, thus reducing the equilibrium concentration (or loading) of these components in the amine. For highly selective H2S removal, solvents by The DOW Chemical Co. (Gas Spec), Union Carbide (Ucarsol), BASF (aMDEA), EXXON (Flexsorb), and others have been developed that exhibit greater selectivity and H2S removal to lower treated gas specifications. However, these solvents are MDEA-based solvents. These solvents have other applications; such as H2S removal from CO2 enhanced oil recovery (ROR) enrichment processes. Solvents for H2S selectivity are used for refinery systems with high CO2 slip, tail gas treating, natural gas treating, H2S removal from liquid hydrocarbon streams, natural gas scrubbing, and refinery systems with LPG streams containing olefins. 5-1 Section 5 5.2 Solvents Bulk CO2 Removal Solvents for CO2 removal are used for natural gas treaters, landfill gas facilities with high CO2 feed, ammonia and hydrogen plants, and natural gas or LNG facilities with downstream cryogenic facilities. MDEA solvent and mixtures of amines can be used for bulk CO2 removal. However, this performance is very sensitive to one or more of the operating parameters, such as liquid residence time on the trays, circulation rate, and lean amine temperature. MDEA has a number of properties, which make it desirable for applications such as: High solution concentration up to 50 to 55 wt % High-acid gas loading Low corrosion Slow degradation Lower heats of reaction Low- vapor pressure and solution losses Amine solvents and physical solvents are used over a wide variety of process conditions, ranging from atmosphere pressure for refinery off-gas and Claus tail gas treating, to high pressure for natural gas sweetening. Amine solution in water is very effective at absorbing and holding H2S and CO2 from weak acids, when dissolved in water. The weak acids react with the amine base to help hold them in the solution. Therefore, a chemical solvent (such as amine) is used for these components. The Hot Potassium Carbonate Process has been utilized successfully for bulk CO2 removal from a number of gas mixtures. It has been used for sweetening natural gases containing both CO2 and H2S. If gas mixture containing little or no CO2, potassium bisulfide is very difficult to regenerate, and it is not suitable. 5.3 Physical Solvent Process Physical solvents for organic sulfur removal are used to remove sulfur compounds such as carbonyl sulfide, carbon disulfide, dimethyl disulfide, methyl mercaptan, ethyl mercaptan, and C3- mercaptan. The feed to the gas treating units are from natural gas and refinery offgas, landfill gas recovery, ammonia production, coal and heavy- oil gasification, syngas treating, and pipeline dew point control. The physical solvent has low volatility, low to moderate viscosity, high boiling points, and excellent chemical and thermal stability. 5-2 Section 5 Solvents Acid gas (such as H2S, CO2, CH3SH, CS2, and SO2) is more soluble in these solvents than CH4, C2H6, Co, H2, N2, and O2. Heavier hydrocarbons and water are also soluble in these solvents. The selectivity of physical solvents to the acid gases over the hydrocarbons is best achieved by control of solvent polyglyme distribution, water content, and operating conditions. Physical solubility of components in physical solvent is related to the ratio of the number of solute molecules and the number of solvent weight, which decreases the number of molecules per unit mass. Consequently, capacity for the solute is reduced. Another interesting interaction is the SO2 polyglyme relationship. SO2 is highly soluble in these solvents by an order of magnitude greater than H2S. The interaction is reversible with a heat solution of approximately 35 KJ/mol, or roughly twice that of H2S. Sometimes, gas contaminants (like mercaptans and trace sulfur compounds) do not form acids in water and are relatively unaffected by amine solutions. To remove these contaminants, we resort to simple absorption in a fluid using a physical solvent. Water has a small amount of absorption or solubility for mercaptans, but not enough to be effective in meeting the light specifications. Therefore, solvents that are classified as a “hybrid” solvent are designed to merge the effects of chemical and physical solvent technologies. This solvent is usually about 2030%wt water, 40-60% amine, and 10-40% physical solvent. Figure 3 represents the typical physical solvent configuration. The configuration should be optimized based on the acid gas composition. Table III represents the main processes available in gas industries. 5-3 Section 5 Solvents Table III- Main Available Processes Physio-Chemical Physical MIXED SOLVENTS Miscellaneous Conventional Amines Selexol LE-701 Solids Beds Proprietary Amines Methanol Sulfinol M/D Chemical Adsorption Activated Murphree sorb Exxon Range Physical Adsorption Formulated K2CO3 Hindered Amines Chemical Hot Carbonate Redox 800 Slurries Table IV represents the solvent capabilities4. Table IV- Solvent Capabilities Solvent MEA Meets ppmv, H2S Yes Removes Mercap. COS, Sulfur Partial Selective H2S Removal No Solution Degraded by Yes (COS,CO2, CS2) DEA Yes Partial No Some (COS, CO2, CS2) DGA Yes Partial No Yes (COS,CO2, CS2) MDEA Yes Partial Yes (1) No Sulfinol Yes Yes Yes (1) Some (CO2,CS2) Selexol Yes Yes Yes (1) No 5-4 Section 5 Solvents Solvent Hot Potassium Meets ppmv, H2S Removes Mercap. COS, Sulfur Selective H2S Removal Yes (2) No (3) No Iron Sponge Yes Partial Yes Mol Sieve Yes Yes Yes (1) Strefford Yes No Yes Solution Degraded by No Benfield Yes (CO2 at high Conc.) Lo-cat Yes No Yes Yes (CO2 at high Conc.) (1) These processes exhibit some selectivity. (2) Hi-Pure version. (3) Hydrolysis COS only. 5.4 Equilibrium Behavior of Solvents The design of chemi-sorption processes requires a clear understanding of the equilibrium between the solvent and the dissolved gas. In general, the solvent consists of an active component, such as an alkanolamine, together with diluents, physical sorption promoters, and corrosion inhibitors. Because of the presence of these additional components, the solubility of the dissolved gas is usually given in moles-of-solute per mole-of-active sorbent known as solvent loading. At constant solute partial pressure, the solubility of the dissolved gas varies with the liquid concentration of the active component. Flash calculation for H2S and MDEA shows that the more concentrated MDEA solution exerts a higher partial pressure at the same solvent loading. To achieve a specified outlet concentration of the absorbed component in the absorber, it is necessary that the stripped solvent leaving the regenerator must contain a concentration of solute less than that which would be in equilibrium with the gas leaving the absorber at the conditions at the top of the absorber column. It is known, H2S reacts with aqueous solutions of certain amines at a faster rate than CO2. 5-5 Section 5 Solvents In order to account for this selectivity, it is necessary to incorporate tray efficiency into equilibrium state models for these units. The stage efficiency is a function of the kinetic rate constants for the reactions between each acid gas and the amine, the physio-chemical properties of the amine solution, the pressure, temperature and the mechanical tray design variables, such as tray diameter, weir height, and weir length. The Murphree Efficiency Equation is known as the most common approach to design the amine units as well as the equilibrium solubility and phase enthalpy. Vapor-phase enthalpy is calculated by the Pen-Robinson Equation of State, which integrates ideal gas-heat capacity data from a reference temperature liquid-phase enthalpy, and also includes the effect of latent heat of vaporization and heat of reaction. The absorption or adsorption of H2S and CO2 in amine solutions involves a heat effect due to the chemical reaction. This heat effect is a function of amine type and concentration and the mole loading of acid gases. The heat of solution of acid gases is usually obtained by differentiating the experimental solubility data using a form of the Gibbs-Helmholtz Equation. The heat effect results from evaporation and condensation of amine and water in both the absorber and regenerator of liquid enthalpy. Water content of the sour water gas feed can have a dramatic effect on the predicted temperature profile in the absorber and should be considered especially at low pressures. 5-6 FEED GAS FILTER SEPARATOR H2S ABS. 5-7 L/R EXCHANGER NO. 2 CO2 RECYCLE FLASH DRUM VENT GAS FLASH DRUM TO VENT Figure 3, Typical Physical Solvent Configuration H2S RECyl DRUM CHILLER / REFRIGER ATOR NO. 1 CO2 RECYCLE FLASH DRUM SALES GAS CO2 ABS. CHILLER / REFRIGER ATOR LPC LPS AG TO SRU Section 5 Solvents Section 5 5.5 Solvents Software The commercial simulation software provided by Hysim/ Hysis, D.B. Robinson, and Tsweet, is widely used in the gas processing industry. All three programs use thermodynamic models that Kent and Eisenberg develop it. However, each one has been fitted using proprietary data as well. Therefore, the result of each simulator might be different for the same case. All listed commercial programs claims that are able to handle any type of generic amine design, but sometimes will not have the same results or even it is not possible to use them as a suitable tool to solve the entire problem. Therefore, it is wise to use engineering judgment and to design a gas plant, to meet all gas treating design aspects. 5.6 Typical Product Specifications Table V represents the typical product specifications for refining, gas processing, and tail gas-treating plants. Table V- Typical Product Specifications Refining Gas Processing Tail Gas Treating Fuel gas treating : 50 to 100 ppmv CO2 LNG Plant: 50 ppmv H2S USA: 10 ppmv LPG: copper strip CO2 General: 2% vol H2S General: 150 to 200 ppmv H2S : 1 to 4 ppmv 5-8 Section 6 6.1 Dealing with Corrosion and Foaming in Amine Unit Tendency to Foam at High Concentration If foaming occurs, it is often caused by some alien compound being introduced into the system, such as a corrosion inhibitor being injected at the wellhead. Other root causes could be pipeline liquids and solids entering the amine system through an ineffective, raw-gas preconditioning system, contaminants in the circulation amine, or dissolved amine degradation products and additives in the system. Operational problems with amines, including excessive losses, foaming, corrosion, hydrogen cracking and blistering, are symptoms of poor performance, which can be traced to the accumulation of amine heat-stable salts. The ion exchange-based process removes both the heat stable salts anions and any metalcations from any amine system. Foaming in an amine sweetening process can result in a number of different problems, (e.g. reduced plant gas, decreased efficiency, specifications cannot be met, and amine losses). Foaming could be caused from suspended solids, condensed hydrocarbons, amine degradation products, and overheating of amine or any foreign material such as makeup water, corrosion inhibitor, etc. Silicon-based, and a few other types of antifoam agents, have been found to work reasonably well in many cases. Antifoams are surface-active molecules that change the surface tension of liquid to reduce foaming. In addition, the solution should be kept clean by using adequate mechanical and carbon filtration, carbon should be changed when it is spent, heat stable salts should be prevented from building up, and proper metallurgy should be selected. 6.2 Corrosion in Amine Unit Corrosion in amine units (especially in DEA units) needs very special attention for the repair of existing equipment as well as inspection of the entire unit with the following procedures: Initial inspection of repaired equipment Re-inspection of undamaged equipment Equipment and piping requiring examination Examination and procedures and methods Wet-fluorescent magnetic-particle testing Dry magnetic-particle testing 6-1 Section 6 Dealing with Corrosion and Foaming in Amine Unit Shear-wave ultrasonic testing Visual testing Visual testing Surface preparation For amine units, PWHT is recommended for all carbon steel equipment, including piping, exposed to amine at service temperature of 180 ° F and higher. Not only the maximum operating temperature but also effect of heat tracing and steam-out on the metal temperature of components in contact with the amine should be considered. Industry experience has shown that many reported instances of ASCC in DEA units have occurred in non-PWHT carbon steel equipment exposed to temperatures higher than 180 0F. However, some cracking problems have been reported in DEA units at temperatures below this value. In some cases, equipment including piping has been known to crack during steamout, owing to the presence of amine. Each user company should evaluate the need for PWHT at temperatures below 180 ° F in equipment such as absorbers and contactors. MEA degrades to form acidic and basic products. Acidic degradation forms multi-acids and eventually reacts with bases to form heat-stable salts, which are removed by carbon filtration; however, acids cause corrosion. To reduce or prevent corrosion, remember to consider the following items: Keep contaminants out of unit Use filtration, wash feed Select adequate metallurgy Avoid buildup to heat-stable salts Design to limit reboiler tube temperatures Limit flow velocities Avoid air ingress 6-2 Section 7 Impact of Feed Gas Composition on SRU Efficiency The acid gas composition leaving the acid gas removal has an impact on sulfur recovery efficiency. If the H2S concentration of gas to the sulfur recovery unit is low, the acid gas enrichment unit is recommended. H2S, hydrocarbons, and ammonia content would establish the criteria for sulfur recovery designs and efficiency and to overcome the remaining impurities that heritage from acid gas processing. The conventional sulfur plant could be converted to the oxygen enrichment to process more sour gas and to destroy the impurities require the higher temperature for destruction at the same time. If the solvent in the existing gas plant has been changed in order to process more acid gas, the downstream units such as the SRU/TGU need some equipment modifications for capacity expansion. In general commercially available technologies offer three levels of oxygen enrichment: low-level (up to 28%), medium-level (up to 45%), and high-level (up to 100%) providing additional capacity of about 25%, 75%, and 150% respectively. All of the existing major equipment can be reused for low-level oxygen enrichment. For medium-level oxygen enrichment a specially designed burner such as WorleyParsons/BOC's SURE direct oxygen injection burner is needed. High-level oxygen enrichment requires the implementation of technology such as WorleyParsons/BOC's Double Combustion SURE process. The process involves the addition of a new reaction furnace burner, reaction furnace, and waste heat boiler upstream of the existing equipment. The solvent in the tail gas unit could also be converted to a more selective solvent, in order to be capable of processing more acid gas. The process involves the addition of a new quench circulation pump; quench water cooler, and an amine cooler, to increase the cooling duty. Otherwise, all of the existing major equipment can be reused. Using oxygen enrichment with the proper burner design for ammonia and BTEX destruction would allow the burner to operate with the higher temperature and would destroy the undesired elements. It might be required to convert the catalyst to TiO2 to destroy the impurities such as COS/CS2. The design criteria for sulfur recovery units could be the following: Higher air/oxygen demand Dilution effect on Claus equilibrium Dilution effect on vapor loss COS/CS2 loss (TiO2 & BSR) The emission level is pending on the selection criteria of the sulfur recovery designs and the tail gas treating in terms of the oxygen enrichment level and the selection of the special solvent, respectively, to achieve SO2, CO, NOX, and H2S (10 ppmv max) to the acceptable level. 7-1 Section 7 Impact of Feed Gas Composition on SRU Efficiency The operating cost and sulfur product quality is ultimately based on the following items: Chemical consumption amine vs. liquid Redox Catalyst requirement (TiO2 & others) Byproducts (water & steam) Contaminants (liquid Redox, bio processes) Access to means of disposal (agricultural use & blend-away in a large pool) Figure 4 represents the sulfur recovery efficiency based on dry H2S content. The dry H2S content could be calculated prior to design of the sulfur recovery units. Recovery, % 98 96 94 92 90 0 10 20 30 40 50 60 70 80 90 100 H2S Content, % dry Figure 4 – H2S Content VS. SRU Recovery 7.1 Revamp Options The acid gas processes, sulfur recovery units, and the tail gas units could be evaluated in terms of reconfigurations, and economic impact to meet the new requirements and increase the capacity as follows: Transition from generic to proprietary solvents in acid gas removal Transition from air to oxygen in sulfur recovery units, to increase the capacity and destroy NH3, BTEX, and heavy hydrocarbons Reconfigure catalyst in the reactors Transition from generic to proprietary solvents in tail gas units Increase the amine concentration to process more feed gas Evaluation of the existing equipment 7-2 Section 7 Impact of Feed Gas Composition on SRU Efficiency Evaluation of the existing plot plan for any addition of the new equipment Converting from Strefford Process to amine process 7-3 Section 8 Sulfur Recovery & Criteria Selection for Tail Gas Treating System Various aspects and considerations when choosing the most optimum process configuration for tail gas treating are discussed. There are several key features affecting the selection of the tail gas cleanup process; that three steps should be taken. When the required recovery efficiency and concentration of sulfur species in the stack gas is known, selection of the tail gas process is one step closer. The first step is one of the most important criteria for the selection of the tail gas treating processes. When the required sulfur recovery is established, the selection of the tail gas process will be limited. Tables 6&7 represent the various tail gas cleanup processes with the recovery that will be achieved. When concentration of impurities in the acid gas, such as COS and CS2, H2S content, feed gas composition, and treated gas specifications are established, the type of amine used for a particular application could be selected in step two. Finally, the third step is the evaluation between the identical process chosen for ease of operation, capital and operating cost, and remote location. For revamp units, minimum equipment modifications and process configurations should be considered as main key factors. The hydrogenation/hydrolysis step employs WorleyParsons’ patented technology known as the Beavon sulfur removal (BSR) process. This process will be used when 99.9% or higher sulfur recovery is required. WorleyParsons acquired the exclusive rights to a series of innovative catalysts developed for two tail gas-treating processes. The LBNL catalyst has demonstrated high efficiency and selectivity in converting SO2 contained in the typical 1st Claus catalyst converter as well as the 2nd Claus catalyst converter tail gas to elemental sulfur. These catalysts are to be used in WorleyParsons newly offered technology, PROClaus process and are capable of enhancing the sulfur recovery of a conventional Claus SRU to 99.5%. The LBN catalyst also converts a substantial fraction of the H2S in the tail gas to sulfur. The second catalysts are to be used in WorleyParsons-offered technology, HiActivity Process, and are capable of enhancing the sulfur recovery of a conventional Claus SRU to 99.0%. In this process, the conventional Claus catalyst in the third sulfur converter is replaced with WorleyParsons' Hi-Activity catalyst. Different from the conventional Claus catalyst, WorleyParsons' Hi-Activity catalyst selectively promotes the reaction of H2S with oxygen to form elemental sulfur directly. With an enhanced, sulfur recovery efficiency of 98.5 to 99.0%, this may be sufficient in satisfying sulfur emissions regulations in certain areas and no further tail gas treating would be required. WorleyParsons' BSR/Selectox tail gas treating system has repeatedly demonstrated (commercially) its capability of achieving up to 99.0% overall sulfur recovery. This system represents a process of much simpler configuration than that of the BSR/MDEA system. In the event that 99.0% overall sulfur recovery efficiency is sufficient to satisfy the local sulfur emissions regulations, this system does offer 8-1 Sulfur Recovery & Criteria Selection for Tail Gas Treating System Section 8 significant capital cost and operating cost savings compared to the BSR/MDEA system. Figure 5 shows a block flow diagram of typical sulfur recovery systems employing various WorleyParsons proprietary technologies. These systems consist of a Claus SRU and a BSR followed by the options of Selectox, Hi-Activity, and MDEA tail gas treating units to attain overall sulfur recovery efficiencies of up to 99%, 99.5% and 99.9+% respectively. The tail gas treating unit is followed by thermal oxidation to convert all residual H2S and other oxidizable sulfur compounds to sulfur dioxide prior to venting to atmosphere via a stack. For the MDEA tail gastreating route, it is possible in some cases to reduce the H2S concentration to a sufficiently low level to permit venting the offgas without thermal oxidation. 8.1 Selection Criteria for Tail Gas Treating Processes Tail gas treating follows the sulfur recovery unit for converting most of the remaining sulfur compounds in the Claus tail gas to H2S. The most commonly used tail gas cleanup processes can be divided into three categories: Tail gas hydrogenation, followed by either selective amine coupled with acid gas recycle such as BSR/MDEA, BSR/Flexsorb, SCOT, and HCR, or selective catalyst oxidation such as PROClaus, BSR/Selectox, and BSR/Hi-Activity. Sub-dew point Claus, such as, WorleyParsons ER Claus, CBA, MCRC, and Sulfreen Direct Oxidation of H2S to Elemental Sulfur, such as SuperClaus Other Claus tail gas treating options, such as incinerator tail gas processes (i.e. ClausMaster, Cansolv) are marketed recently. This section presents the selection criteria for tail-gas process configuration salient-design features; including safety design features, sulfur recovery efficiency, and comparison of capital and operating costs of these technologies. 8-2 Sulfur Recovery & Criteria Selection for Tail Gas Treating System Section 8 8.2 H2S Conversion/Removal Technologies The second major step of the Claus tail gas-treating unit involves the following candidate technologies. Tables VI&VII present the comparison of tail gas cleanup processes. Figure 5A below represents the different tail gas cleanup configurations. H2S/SO2 AC Modified Claus Thermal Stage 95 % Converter # 1 Claus 97 % Converter # 2 Claus Converter # 3 Claus H2S/SO2 AC Hydrogenation 99.9 % Thermal Stage Converter # 1 Claus Converter # 2 Claus Converter # 3 Claus Water Removal Amine Air 99.0%# 4 Converter Selectox Air 99.5 % Converter # 4 HiActivity H2S A98.8 % Direct Oxidation Thermal Stage Converter #1 Claus AC Converter # 3 Selective Oxidation or Claus Converter # 2 Claus Air 99.3 % Converter #4 Selective Oxidation Air Figure 5A, Comparison of Different Tail Gas Processes 8-3 Section 8 Sulfur Recovery & Criteria Selection for Tail Gas Treating System Table VI- Comparison of Tail Gas Cleanup Processes No. of Converters Sulfur Recovery, % Relative Cost Modified Claus 3 97.0 1.00 PROClaus 4 99.5 1.20 Sub-Dewpoint 3 99.0 1.20 Sub-Dewpoint 4 99.5 1.40 Direct Oxidation 3 98.8 1.15 Direct Oxidation 4 99.3 1.30 BSR/Selectox 4 98.5-99.0 1.45 BSR/Hi-Activity 4 99.5 1.35 BSR/Amine or SCOT 3 + amine 99.9 1.70 Process Table VII- Tail Gas Cleanup Process Process Capital Cost Operating Cost Efficiency, % BSR/Flexsorb 5 5 99.99 BSR/MDEA 6 5 99.99 HCR 6 5 99.99 Thiopaq 4 4 99.99 Clauspol 3 4 99.5/99.9 PROClaus 2 2 99.50 BSR/Hi-Activity 3 3 99.3 BSR/Selectox 4 3 99.0 ER Claus 1 1 99.0 8-4 Sulfur Recovery & Criteria Selection for Tail Gas Treating System Section 8 8.3 BSR/MDEA Technology The BSR/amine tail-gas treating technology offered by WorleyParsons is capable of using various types of amine solvents available in the market to date. The most common ones are generic MDEA, UCARSOL HS-101, and UCARSOL HS-103 offered by Union Carbide, DIPA offered by Shell, Flexsorb SE offered by Exxon, and TG10 offered by DOW. With the use of these solvents, an overall sulfur recovery of 99.9% and 99.99+% can be achieved respectively. As a result, the treated tail gas has a much lower H2S level, 150 ppmv for HS-101 and 10 ppmv for HS-103. Due to the lower affinity for CO2 of the MDEA-based solvents, CO2 slippage is much higher than comparing to that from the DIPA solvent. This will result in a smaller recycle gas stream to the front-end Claus unit and will account for lower pressure drop or higher sulfur-processing capacity. The fact that the MDEA-based solvents can be operated at high concentrations (50-wt% versus 26-50 wt% used for DIPA) without running the risk of increased corrosion to the absorber, the regenerator, and their associated equipment. Smaller towers could be used and thus reduce the equipment size and capital costs substantially. 8.4 Tail Gas Treating with Flexsorb SE Solvents With the trend towards the processing of more sour crude and natural gas, coupled with tighter restrictions on sulfur emissions, the growth in the use of selective amines is set to continue. Flexsorb SE and Flexsorb SE Plus are aqueous amine solvents based on novel hindered amines that were patented by Exxon with WorleyParsons’ partnership. Flexsorb SE solvents formulations are optimized for specific applications such as: Selective H2S removal both grassroots and retrofits High H2S cleanup COS and mercaptan removal Flexsorb solvents use conventional equipment similar to the other generic amine processes; their high capacity for H2S absorption leads to: Smaller grassroots units; about 30-50 percent lower circulation rate Investment savings Debottleneck of existing units for higher capacity, especially increasing SRU capacity by using oxygen enrichment 8-5 Sulfur Recovery & Criteria Selection for Tail Gas Treating System Section 8 Reduce H2S to 5-10 ppmv in treated product Flexsorb solvents offer other advantages compared to other amine solvents. For instance, most of the applications require no reclaiming, have good operating experience, low corrosion, and low foaming due to low hydrocarbon absorption, and by providing water wash of treated gas at low pressure system, amine losses are minimum. Flexsorb solvents employ selective H2S removal applications for tail gas treating, natural gas treating, LNG sweetening, and acid gas enrichment units. 8.5 Sub-Dewpoint Claus Another method employs sub-dewpoint Claus operation. As opposed to the conventional Claus catalytic converters where the produced sulfur remains in the vapor phase, the sub-dewpoint Claus operates the Claus converters at below sulfur dewpoint temperatures. As it is well understood that the Claus equilibrium conversion of H2S conversion to sulfur increases with decreasing temperatures in the catalytic operation region. In this operation, produced sulfur is condensed and adsorbed on the catalyst, and subsequently routine bed switching and regeneration is required. A 3-stage sub-dewpoint scheme can achieve about 99% recovery; and a 4-bed system can achieve up to mid-99% recovery. Commercial processes include MCRC, CBA, and Sulfreen. Figure 5B represents the comparison of Sub- S u b -D e w p o in t H 2S / S O 2 9 9 .0 % T h erm al S ta g e C o n v e rte r # 1 C la u s AC C o n v e rte r # 4 S u b - D e w P o in t C o n v e rte r # 3 S u b - D e w P o in t C o n v e rte r # 2 S u b - D e w P o in t P R O C la u s H 2S / S O 2 9 9 .5 % AC H 2S / S O 2 9 9 .5 % AC T h erm al S ta g e C o n v e rte r # 1 C la u s C o n v e rte r # 2 S e le c tiv e R e d u c tio n C o n v e rte r # 3 S e le c tiv e O x id a tio n A ir Dew point with PROClaus. Figure 5B, Comparison of PROClaus with Sub-Dew Point Process 8-6 Section 8 8.6 Sulfur Recovery & Criteria Selection for Tail Gas Treating System BSR/Selectox & BSR/HI-Activity Technologies WorleyParsons acquired the exclusive rights to a series of innovative catalysts developed in Russia. These catalysts are to be used in WorleyParsons newly offered technology, Hi-Activity Process, and are capable of enhancing the sulfur recovery of a conventional Claus SRU to 99.0%. In this process, the conventional Claus catalyst in the third sulfur converter is replaced with WorleyParsons' Hi-Activity catalyst. Different from the conventional Claus catalyst, WorleyParsons' Hi-Activity catalyst selectively promotes the reaction of H2S with oxygen to form elemental sulfur directly. With an enhanced sulfur recovery efficiency of 98.5 to 99.0%, this may be sufficient to satisfy sulfur emissions regulations in certain areas, and no further tail gas treating would be required. In the event that an overall sulfur recovery of 98.5 to 99.5% is sufficient to satisfy the local sulfur emissions regulations, WorleyParsons' BSR/Selectox, BSR/HiActivity, or PROClaus process can be used. These catalysts are manufactured without a carrier and are capable of converting H2S (85 to 95%) directly to elemental sulfur in the presence of oxygen according to the following equation: H2S + 1/2 O2 = S + H2O They also have high selectivity’s (93 to 97%) for H2S conversion to elemental sulfur instead of sulfur dioxide or other sulfur compound by-products. Professor Alkhazov's data indicates that these catalysts are capable of achieving 85 to 95+% of H2S conversion to elemental sulfur. The performance of one of these catalysts, KS-1, had been proven in a commercial-scale Claus sulfur recovery unit of the Minnibayevsky Gas Plant in Almetyevsk, Russia for 2 years. The catalyst, KS-1, was capable of achieving more than 90% conversion of H2S in the feed gas to elemental sulfur. Unlike the conventional Claus catalyst, conversion to sulfur in these Hi-Activity catalysts is relatively insensitive to water. This distinct characteristic of the catalysts is used advantageously for Claus tail gas treating. The water condensing and removal step could therefore be eliminated from the BSR design without sacrificing the overall sulfur recovery significantly. In addition, CO, CO2, and saturated hydrocarbons do not have a deleterious effect on these catalysts. The BSR/Hi-Activity Process is capable of achieving an overall sulfur recovery efficiency of 99.5%, while using an even simpler process configuration than that of the BSR/Selectox Process. Figures 6&7 show the simple process configuration of the BSR/Selectox Process and BSR/Hi-Activity Process respectively, where the direct contact 8-7 Section 8 Sulfur Recovery & Criteria Selection for Tail Gas Treating System condenser, its associated equipment, and the gas reheater are eliminated from the BSR/Selectox Process configuration. 8-8 Section 8 Sulfur Recovery & Criteria Selection for Tail Gas Treating System 8-9 Section 8 Sulfur Recovery & Criteria Selection for Tail Gas Treating System 8-10 Section 9 WorleyParsons PROClaus Process WorleyParsons’ latest developed Claus tail gas scheme, PROClaus (WorleyParsons RedOx Claus) Process, makes an evolutionary improvement to the current tail gas schemes by eliminating the requirements of additional processing units, or changing the conventional continuous Claus operation to either shifted or cyclic operation. The PROClaus Process is a continuous catalytic process that combines Claus reaction, selective reduction of SO2 to sulfur, and selective oxidation of H2S to sulfur into one, integrated processing scheme. PROClaus Process Processing Steps WorleyParsons proprietary (patent pending) PROClaus (WorleyParsons RedOx Claus) Process, as suggested by its name, consists of three processing steps: Step 1 - a conventional Claus thermal stage and at least one Claus catalytic stage Step 2 - a selective reduction stage that converts SO2 to elemental sulfur Step 3 - a selective oxidation stage that converts H2S to elemental sulfur The keys to this new process invention are: Combining three distinct processing steps, two being commercially proven, into one fully integrated process. Taking the advantage of the H2 and CO produced in the Claus reaction furnace as reducing gas for processing Step 2 (selective reduction of SO2 to elemental sulfur). No external supply of reducing gas is required. Develop a highly selective SO2 reduction catalyst for Claus-type process gas (diluted SO2 stream and lower operating temperatures as compared to previous research efforts focused on FGD applications). The PROClaus Process is capable of achieving an overall sulfur recovery efficiency of 99.5% Figure 8 is a simplified process flow diagram of a 3-stage PROClaus Process. Table VIII presents the comparison of tail gas cleanup processes. 9-1 Section 9 WorleyParsons PROClaus Process Table VIII- WorleyParsons BSR/Tail Gas Processes BSR/ MDEA BSR/Selectox BSR/Hi-Activity PROClaus 1 1 1 - 1 1 1 - Reactor Effluent Cooler 1 1 1 - Direct-Contact Condenser 1 1 - - 1 - - - Reheater - 1 - 1 Converter - 1 1 1 Sulfur Condenser - 1 1 1 Attainable Overall Sulfur Recovery, % 99.9 99.0 99.3 99.3 Relative Cost Factor 100 64 50 45 Section BSR Section: Reducing Gas Generator Hydrogenation/Hydrolysis Reactor H2S Removal Section: MDEA H2S Conversion Section: 9-2 Section 9 WorleyParsons PROClaus Process Figure 8, PROClaus Process Air Waste Heat Boiler Reaction Furnace K.O Drum Selective Oxidation Converter O2 Reheater Reheater Reheater No. 1 No. 2 No. 3 LP Steam Acid Gas Selective Reduction Converter Claus Converter HP Steam LP Steam H2S/SO2 AC BFW Condenser No. 1 Condenser No. 2 AC LP Steam LP Steam Condenser No. 3 Condenser No. 4 Tail Gas Water Air BFW BFW BFW BFW M Air Blower Liquid Sulfur Sulfur Pit Sulfur Pump 9-3 Section 10 Conclusions The key features affecting the selection of the acid gas processes are discussed. This paper also demonstrates the application of the most common technologies that are well known in the industry. In order to select the proper acid gas removal, the entire key parameters step- by- step should be considered. The selection criteria of gas preconditioning and the final steps of gas conditioning processes to meet the environmental regulations have been emphasized. Various contaminants and the removal process are discussed. Depending on the process route selected, all the criteria would be satisfied. The key features affecting the selection of the tail gas treating processes are discussed. The application of the most-common well-known technologies is demonstrated. In order to select the proper tail gas cleanup, all the key parameters stepby -step should be considered. WorleyParsons' BSR/MDEA, BSR/Selectox, PROClaus, and BSR/Hi-Activity tail gas treating systems improve sulfur recovery efficiencies. WorleyParsons’ developed BSR/Hi-Activity, tail gas treating system is expected to be superior to the BSR/Selectox system. The BSR/Hi-Activity Process is projected to be capable of achieving up to 99.5% overall sulfur recovery efficiency with a projected 25% capital cost savings compared to that of the BSR/Selectox system. WorleyParsons’ newly developed PROClaus, tail gas treating system is expected to be superior to other commercial tail gas processes. This new process is projected to be capable of achieving up to 99.5% overall sulfur recovery efficiency and will certainly revolutionize how an efficient and cost-effective SRU/TGU should be designed. 10-1 Section 11 References 1. Process Screening and Selection for Refinery Acid Gas Removal Processing, Gupta, and S.R., et. al., Energy Progress, 6:4, pp. 239-47, December, 1986 2. Tertiary Ethanolamines More Economical for Removal of H2S and CO2, Riesenfeld, F.D., et. al., Oil & Gas Journal, pp. 61-65, September 29, 1986 3. Modeling acid gas treating by using AGR physical solvents, Don D. Zhang Presented at Laurence Reid Conference 1999. 4. Gas Processors Suppliers Association, 10th edition, Volume 2, Section 21 11-1

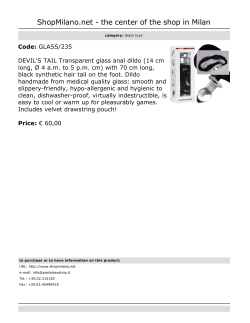








© Copyright 2025