
T How to prevent corrosion and deposition, and maintain steam purity,
WATER TREATMENT
2007 OUTAGE HANDBOOK
How to prevent corrosion and
deposition, and maintain steam purity,
in combined-cycle/cogen plants
By Irvin J Cotton, Arthur Freedman Associates Inc, and John Obermaier, Deltak LLC
T
he objectives of water treatment in heat-recovery steam
generators (HRSGs) are the
same as they are in all boilers:
n Prevent metal failure caused by
corrosion.
n Minimize deposition on heat-transfer surfaces.
n Maintain the steam purity required
by downstream plant systems—
such as the steam turbine.
It seems it should be no more challenging—perhaps even easier—to
meet these objectives with an HRSG,
compared to meeting them with a
conventional fossil-fired boiler. Consider that the exhaust-gas temperatures from a combustion turbine are
significantly lower than those from
the furnace in a boiler, hence HRSGs
experience a significantly lower heat
flux. Also, heat-transfer rates generally are lower in an HRSG than in a
conventional fired boiler.
However, many factors are at play
in the typical HRSG that complicate
the water-treatment program. These
include:
n Tighter constraints on capital cost,
which often eliminates the standalone deaerator, leading to excessive concentration of dissolved oxygen (DO) in the feedwater during
startup.
n Leaner staffing, which can heighten the challenge of chemistry monitoring and control, and force the
use of online instrumentation—
relying on sensitive instruments
which, in turn, must be consistently calibrated and maintained
by that leaner staff.
n Higher water velocities, caused
by tightly packed tube bundles
and short-radius bends, which can
accelerate problems with erosion
and flow-assisted corrosion (FAC,
sometimes referred to as flowaccelerated corrosion).
n Requirements to frequently cycle
the plant. Multiple, fast startOH-22
ups, for example, can blast 1200F
exhaust gas onto HRSG tubes
cooled by the overnight shutdown,
creating tremendous thermal
stresses that can weaken the base
metal.
n Duct burners, which add significant amounts of radiant heat
to the normal convection heat
absorbed by the first row of finned
tubes downstream, thereby accelerating under-deposit corrosion.
n Process demands of a steam host,
in the case of a cogeneration plant.
The steam host may return condensate that is contaminated, forcing
the need for additional chemical or
mechanical treatments to protect
the HRSG, or it may restrict the
chemical-treatment options that
can be used in the water/steam
cycle. For example, a cogen plant
providing steam to a milk-pasteurization process is strictly limited in
its chemical treatment program by
Food & Drug Administration standards.
As a result of these complications, HRSG users need a clear
understanding of the specific corrosion, deposition, and steam-purity
problems they face. It follows that
they also need a clear understanding of the water treatment programs
that can mitigate each problem,
and of the monitoring and control
systems that keep the prescribed
treatment programs within limits.
Water treatment programs for combined-cycle plants are published in
great detail by the HRSG manufacturers, turbine manufacturers,
EPRI, ASME, and others, and are
not covered in this article. Similarly,
the monitoring and control of water
chemistry is discussed in detail in
an accompanying article in the 2007
Outage Handbook supplement to the
3Q/2006 issue of the COMBINED
CYCLE Journal.
Focus here is on the dominant
water treatment problems faced by
combined-cycle/cogen plants. The
problems are categorized as:
n Condensate-system corrosion/contamination.
n Steam purity limits.
n Boiler and feedwater-system corrosion.
n Oxygen pitting in the HRSG.
n Corrosion fatigue in the HRSG.
n Under-deposit corrosion in the
HRSG.
n FAC in the HRSG.
Condensatesystem corrosion/
contamination
In condensate systems, iron and copper corrosion can cause piping and
equipment damage, as well as the
loss of water and energy if the corrosion leads to condensate leakage
from the system. An even bigger
problem is contaminated condensate
being returned and used as feedwater. These contaminants can quickly
form deposits on internal HRSG surfaces, reducing plant reliability and
increasing operational and maintenance costs.
Condensate can contain several
contaminants that promote the corrosion reaction, the most common
being DO and CO2. Oxygen corrosion
is easily recognized by the presence
of sharp-edged hemispherical pits.
Referred to as oxygen pitting, this
phenomenon begins at weak points
in the iron-oxide film and continues at the same location. Oxygen
can enter the condensate by direct
absorption of air into the system.
Good system design is required to
minimize air contact with the condensate and subsequent oxygen
absorption. Receiving tanks, condenser pumps, and condenser hot
wells are common points in the system for air in-leakage.
COMBINED CYCLE JOURNAL, Third Quarter 2006
WATER TREATMENT
2007 OUTAGE HANDBOOK
requiring immediate operaThe other dominant conTable 1: Characteristics of neutralizing amines
taminant, CO 2 , results
tor action:
Basicity
Distribution
from the breakdown of
n Superheated temperature
constant, Molecular
ratio at
carbonate alkalinity in
drops. Sudden decreases in
Amine
10-6 Kb
weight
200 psig
the boiler water or it can
temperature frequently are
Ammonia
18
17
7
enter the system with any
caused by large amounts of
air in-leakage. Once the
water being carried into the
Cyclohexylamine
440
100
16
CO2 forms, it dissolves in
steam.
Diethylaminoethanol 68
17
4.5
water, creating carbonic
n High or fluctuating drum
Morpholine
3
87
1.6
acid, which lowers the pH
levels. Rapid load changand promotes corrosion of
es can result in drum level
Methoxyproylamine 102
89
2.5
the condensate piping and
changes that can cause carequipment.
ryover.
The use of neutralizing amines (to species of great concern is silica. n H e a d e r p r e s s u r e v a r i a t i o n s .
neutralize carbonic acid and elevate Boiler-water silica concentrations
Changing loads can result in
the pH) and of filming amines, pro- that correspond to the turbine manwater-level swings—caused by
header pressure changes—which
vides corrosion protection in the ufacturer’s limits or less in saturated
ultimately may lead to carryover.
condensate system. Selection of the steam must be maintained.
proper amine blend is critical for
The steam-purity control pro- n Increasing superheater temperaeffective results. Different amines gram should employ proper ASTM
tures. An increase in metal temhave varying levels of stability, and sampling nozzles, should monitor
perature as measured by thermothe selection will depend on plant steam silica (as well as sodium or
couples on individual superheater
specifics. Table 1 characterizes some cation conductivity) on a continuous
circuits may indicate a buildup of
common amines used in blends—such basis, and should sample both attemdeposit inside the tubes.
as cyclohexylamine, morpholine, and peration water and boiler blowdown n Turbine issues—such as a builddiethylaminoethanol (DEAE). Fol- water on a routine basis. Other steps
up of first-stage pressure, loss
of capacity, and sticking steamlowing is a brief explanation of key that may be taken to maintain propadmission, regulator, or stop
amine properties:
er steam purity include:
n Distribution ratio is a measure n Maintaining effective drum-water
valves.
of the volatility of amines. It is
level control, keeping drum levels
defined as the ratio of the concenas constant as possible.
Boiler and feedwatertration of the amine in the steam n Minimizing the number, and durasystem corrosion
to that in the water. The distribution, of times the plant is operated
at the maximum load rating or Oxygen pitting, corrosion fatigue,
tion ratio of amines varies with
experiences rapid load and level under-deposit corrosion, and FAC are
pressure.
major concerns in the boiler water
n Neutralizing capacity is a measure
changes.
of the ability of the amine to neu- n Following the gas-turbine and systems of combined-cycle/cogen
tralize acids.
HRSG manufacturers’ guidelines plants. Combating these destructive
mechanisms requires good control of
for ramp rate.
n Amine basicity is a measure of how
much pH elevation will result once n Maintaining the chemistry of boil- water chemistry.
To minimize corrosion in the
any free acids are neutralized.
er feedwater and attemperation
boiler water system,
plant operators must
Steam purity
maintain
an elevated
Table 2: Steam purity limits for steam turbines
or alkaline pH. More
When the downstream
Degassed
important—and unforload on the boiler or
cation
HRSG is a large, sophistunately more difficult
conductivity, Na,
Cl, SiO2, TOC,
Other,
to control—is the conticated steam turbine,
Organization μS/cm,
ppb ppb ppb
ppb
ppb
steam purity is of great
centration of DO in
EPRI
< 0.15
< 3 < 3 10 < 100 SO4 < 3
concern. Purity also is
the feedwater. It is the
GE
< 0.15
< 3 < 3 10 < 100 SO4 < 3
of major importance
main cause of oxygen
at cogeneration plants
pitting. Most oxygen
Siemens
< 0.2
5
5 5
n/a
Cu: 1
where steam is used for
should be removed
Fe: 5
thermal-host processin the deaerator by
NEMA
< 0.3
5-20 n/a 20
n/a Cu: 3-10
mechanical means.
es that are vulnerable
Fe: 20-50
The scrubbing secto contamination. Some
results of poor steam
tion of the deaerator
purity include deposition on turbine
heats incoming water by mixing it
water within prescribed limits.
blades and critical control valves, n Using effective steam purification with steam. The solubility of oxygen
superheater failure, damage to
and other dissolved gases is greatly
equipment.
steam lines, and impairment of the n Adhering to ASME or EPRI guide- reduced at elevated temperatures,
thermal-host processes.
lines for fossil boilers regarding and most of the gases are vented
In all cases, the tighter of the
the maximum boiler-water con- to the atmosphere. This mechaniturbine manufacturer’s, or the thercentration as a function of steam cal scrubbing usually reduces the
pressure. Note that the ASME oxygen concentration to less than
mal host’s, steam-purity specs must
guidelines currently are being 20 ppb.
be followed (Table 2). This can be
modified to meet the unique needs
Many specialists consider oxygen
challenging: Many HRSGs, because
of HRSGs.
even at this relatively low concenof operational needs, will experience frequent load and water-level
The following incidents may indi- tration to be harmful to feedwater
swings. At high pressures, a volatile cate an excessive carryover situation systems, and advise injecting chemiOH-24
COMBINED CYCLE JOURNAL, Third Quarter 2006
hrst hal page ad copy.pdf
9/12/06
11:49:11 AM
C
M
Y
CM
MY
CY
CMY
K
cals—known collectively as “oxygen
scavengers” or “reducing agents”—to
further slash the oxygen concentration. Many other specialists, however, strongly discourage the use of
these reducing agents in plants with
all-ferrous metallurgy, since some
oxygen and an oxidizing environment can be beneficial. To do this it
is important to have excellent boiler
feedwater quality with very low levels of contaminants. The trend today
in the combined-cycle/cogen community is to eliminate or at least minimize the use of reducing agents. Each
system must be evaluated separately
using established guidelines.
When used, oxygen scavengers
include sulfites, hydrazine, and
organic scavengers—such as diethyl
hydroxylamine (DEHA), ascorbic
acid, hydroquinone, and oximes—
with and without catalysts. Rates
of reaction depend on initial oxygen
concentration, reaction time, temperature, pH, catalytic effects, the
scavenger used, and the scavenger
concentration.
Oxygen concentration also must
be controlled through proper lay-up,
startup, and shutdown procedures,
since significant oxygen ingress can
occur during plant downtime and
transients.
Lay-up procedures. Most oxygen attack in HRSGs occurs offline
during lay-up, or during the preceding shutdown and subsequent
startup. Proper steps must be
taken—using a wet or a dry lay-up
procedure, depending on the opera-
Quest Integrated Inc
1. Oxygen pitting was found in
the economizer, evaporator, and
superheater sections of an HRSG
(left). Laser scan of the tubes (right)
revealed extent and depth of damage
COMBINED CYCLE JOURNAL, Third Quarter 2006
OH-25
The pneumatically
powered ESCO Millhog
Tube Fin Removal Tool
removes fins from the tube
O.D. quickly and easily.
The standard tool removes
4 in. of fin in less than two
minutes and bevels the tube
end all in the same step.
Other features of the tool
include: no reaction torque
to operator, easy to use,
helps reduce outage time.
Esco Tool, 50 Park St., Medfield, MA 02052
Tel: 800-343-6926, 508-359-4311
Fax: 508-359-4145
E-mail: millhog@escotool.com
Please visit our website at www.escotool.com
tional situation—and taking extra
care to ensure that pH and oxygen
are maintained per specifications.
Since each case is specific, procedures must be developed for each
unit and plant.
Short-term wet lay-up is considered to be approximately 48 hours
or up to the time that the drums
lose positive internal gauge pressure through temperature reduction.
Use of equipment such as a stack
damper to reduce the rate of cooling
will maintain pressure for a longer
period. Long-term wet lay-up generally is used for outages lasting two
to 30 days, although this method can
be used for longer periods of time if
water chemistry is closely monitored
and adjusted over time. For lay-ups
longer than 30 days, a dry lay-up is
often implemented.
The procedure for wet lay-up will
depend on water chemistry program,
materials of construction, and how
soon the plant will return to service.
In the event that nitrogen or sparging steam cannot be used to pressurize the HRSG, oxygen will eventually
infiltrate the steam/water side, and a
specific water chemistry program for
lay-up will be more critical.
During a short-term wet lay-up,
residual pressure will prevent infiltration of oxygen into water and
OH-26
steam paths of the HRSG and typical operating water chemistry can
be maintained. As component temperature falls, nitrogen or steam can
be injected into the unit to maintain
pressure. Nitrogen is typically used
to maintain the pressure at 5 psig.
Sufficient nitrogen will be required
to blanket the superheater and cap
the drum.
If the lay-up is extended to a longer
term, chemical additions and sampling are required to maintain proper
water chemistry. The choice and concentration of chemicals will determine
the need to drain the unit prior to
operation.
Dry lay-up may be required for
short-term maintenance or when a
long-term wet lay-up is not practical.
The HRSG should be drained when
still hot to evaporate as much water
as possible, using care to drain to a
suitable location. If the lay-up will
be long-term, all water must be
removed and additional methods to
maintain low moisture within the
steam and water paths are recommended.
Oxygen pitting in the
HRSG
Oxygen-induced corrosion of mild
steel is an electrochemical reaction
common in HRSGs that leads to both
general corrosion and localized pitting of the internal metal surfaces.
As discussed above for feedwater
systems, the rate of oxygen pitting
in HRSGs increases with increasing
oxygen level and off-spec pH.
Improper wet lay-up procedures
or startup procedures can lead to
oxygen levels in the boiler water that
are many times greater than normal
operating levels. During dry lay-ups,
high humidity or poor drainage will
accelerate the corrosion. It follows,
therefore, that plants that cycle are
subject to much more corrosion damage than plants that don’t.
Several operational steps can be
taken to avoid, or at least minimize,
HRSG damage caused by oxygen
pitting. Chief among them is minimizing oxygen in the feedwater.
The oxygen level frequently recommended is 5-15 ppb. To promote the
formation of a healthy, protective
magnetite layer, oxygen level should
not be reduced below 5 ppb. Maintaining deaerator tank pressure and
condenser vacuum during short outages will help control oxygen in the
feedwater. As additional protection,
proper lay-up procedures will reduce
the exposure of the HRSG’s internal
surfaces to both oxygen and moisture. The importance of proper lay-
COMBINED CYCLE JOURNAL, Third Quarter 2006
“Having a Turbine Generator Outage?”...........
“Get back on line by using a world class generator service provider”
With over 1000 turbogenerators installed within
North America you will find that we have the
experience to meet your planned and unscheduled
outage requirements.
By working closely with our customers, we can
provide first class aftersales service for all of your
gas and steam turbogenerators.
Whenever your outage is planned, BRUSH can
deliver solutions to meet your demanding
requirements. Our aftersales organisation can
provide service support, spare parts and hold
strategic components for emergency situations.
You will benefit from tailor made service packages
that will guarantee you cost effectiveness and
reduced down time.
When planning your next outage contact us, see
what a difference we can make.
USA
BRUSH Turbogenerators Inc
2000 Governor’s Circle - Suite F
Houston, Texas 77092, USA
Tel: +1 281 580 1314
Fax: +1 281 580 5801
E-mail: admin@houston.rm.fki-et.com
up procedures in frequently cycled
combined-cycle/cogen plants cannot
be overstated.
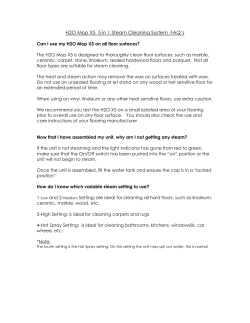
Case study: oxygen pitting. A
forced-circulation HRSG with vertical gas flow and horizontal tubes
experienced oxygen pitting in its
economizer, evaporator, and superheater sections. To determine the
extent of the damage, a laser scan of
approximately 10% of the tubes was
conducted (Fig 1).
The scan revealed that the pitting
was predominately on the bottom
inner diameter (ID) of the tubes, but
PART OF THE
FKI GROUP OF COMPANIES
also continued up the tube walls.
Calculations showed that the pitting
depth left a tube-wall thickness that
was below the minimum required by
the ASME Boiler and Pressure Vessel Code. Without chemical cleaning
of the tubes, and without revised
lay-up practices, the frequency
of tube failures was expected to
increase. However, past experience
has shown that chemical cleaning
of severely pitted tubes may result
in many immediate leaks, causing
an unplanned, and lengthy shutdown. As a result, the owner opted
2. Corrosion fatigue of carbon-steel feedwater-heater tubes results from
stress and improper water chemistry. An internal view of cracks is at left, an
external view of a crack is at right
COMBINED CYCLE JOURNAL, Third Quarter 2006
BRUSH Electrical Machines Ltd
PO Box 18, Loughborough,
Leics LE11 1HJ, England
Tel: +44 (0) 1509 611511
Fax: +44 (0) 1509 610440
E-mail: sales@bem.fki-et.com
Web: www.fki-et.com/bem
to re-tube the entire unit at the next
outage.
In this case study, the damage
most likely was caused by oxygen
infiltration into pools of water during
a dry lay-up.
Corrosion fatigue in
the HRSG
Corrosion fatigue is a destructive
failure mechanism that occurs in
metals as a result of the combined
action of a cyclic stress and a corrosive environment. Very often, the
corrosive environment is an oxidizing one. The combined effect of the
two factors is much greater than the
effect of either one alone.
The combined action of cyclical
stress and oxidation can cause corrosion fatigue failures in a relatively
low number of stress cycles. This is
not to say that a corrosive environment is required for fatigue cracking to occur, or that cyclic stress is
required for corrosion (say pitting) to
cause tube leaks. Either factor alone
can cause HRSG tube leaks. However, the simultaneous action of the
two components of corrosion fatigue
is synergistic, causing rapid tubing
failure. Economizers are most susceptible to corrosion fatigue because
they are often constructed of carbon
OH-27
WATER TREATMENT
2007 OUTAGE HANDBOOK
DNF
3. Under-deposit corrosion typically
occurs in evaporator tubes. Mounds
of corrosion products on the ID of
evaporator tube are a clear indication
steel and may experience high stresses during startup.
Corrosion-fatigue cracking usually
begins at surface defects or oxygen
pits, which act as stress concentrators. Corrosion pits may form on
the tube ID when oxygen is present.
Corrosion-fatigue cracks propagate,
through the combined effects of cyclic
stress and corrosion. When a stress
is applied to a tube, the stress is
concentrated at the root of the corrosion pit. The concentrated stress can
far exceed the material yield stress,
causing the root of the crack to plastically deform.
The protective corrosion layer will
be cracked away from the plastically
deformed area, exposing new material to the effects of oxygen corrosion.
This process will be repeated each
time the tube is exposed to a stress
cycle, driving the crack deeper into
the material. The number of stress
cycles required to fail the tube is
dependent upon both the level of the
applied load and the oxygen concentration.
To minimize corrosion fatigue in
the HRSG, several operational steps
can be taken. These include:
n Maintain economizer flow at startup. Keep water flowing through
the economizer or preheater during
periods of low or no steam flow. Blow
down water from the evaporator or
divert it from the economizer outlet
to a “storage” volume upstream in
the steam cycle—the condenser
hotwell, for example. Water flowing
continuously through the economizer or preheater during startup will
prevent excessive metal temperatures in the HRSG component, thus
OH-28
minimizing the magnitude of stress
cycles caused by thermal shock.
n Minimize oxygen in the feedwater. This may include maintaining
deaerator tank pressure and condenser vacuum during short outages, and use of wet lay-up procedures versus draining of the HRSG
for longer outages.
n Minimize sudden changes in feedwater flow or temperature. The
feedwater control system should
be carefully tuned to remove control parameters that permit sudden changes in feedwater flow. It
may be necessary to modify the
feedwater control valve package to
include a smaller startup control
valve to provide finer feedwater
flow control at startup.
Case study: corrosion fatigue.
Fig 2 illustrates an example of corrosion fatigue caused by cyclical stress
and exposure to high oxygen content.
In this example, a carbon-steel feedwater heater received deoxygenated
water from the condenser hot well
during startup. The water from the
feedwater heater entered the deaerator, where oxygen was further reduced
to obtain levels prescribed for the boiler and economizer systems. Pegging
steam was available to the deaerator
for operation during startup.
Unfortunately, during initial operation, condenser problems dictated
frequent plant shutdowns. The
condenser hot well was unable to
maintain a vacuum, which led to an
oxygen concentration that was many
times the normal operational level in
the feedwater preheater. Subsequent
startups after these outages allowed
transient high oxygen levels.
In addition to high oxygen levels,
the input of cold (ambient temperature) water into the hot feedwater panels during startup created
stress at the upper and lower return
bends of the inlet pass. The thermal
stresses in the feedwater heater were
relatively small. The difference in
gas and water temperatures at the
location of the failure would have
been less than 100 deg F. This would
result in even lower differential temperatures of the tube metal between
the first and second passes. Alone,
therefore, the cyclical stress would
not cause a failure.
However, oxidation combined with
the stress initiated the corrosionfatigue cracks, and the combination
of repeated corrosion and stress risers at the tip of the crack allowed the
crack to propagate through the tube
wall.
At this plant, the recommendation
was that the carbon-steel feedwater
preheater be replaced with a duplex
stainless-steel type. This recommendation was based on the plant’s
desire to cycle frequently and the
assumption that the feedwater preheater would continue to experience
high oxygen levels during startup.
The carbon-steel economizer in
this unit is just now experiencing
corrosion fatigue—eight years after
the feedwater heater failed. Failure of the economizer suggests that
startups contributed to the corrosion.
The difference in timeline could be
attributed to the use of the deaerator
and pegging steam, or of the oxygen
scavenger to remove DO upstream of
the economizer. In addition, the economizer uses a thicker-wall tube.
Under-deposit
corrosion in the HRSG
Under-deposit corrosion is a failure mechanism where evaporation
of water within tube wall deposits
forms a corrosive concentration of
COMBINED CYCLE JOURNAL, Third Quarter 2006
Strategic Power Systems, Inc.® (SPS) is a Reliability engineering company focusing on the
Reliability, Availability and Maintainability (RAM) of Simple Cycle and Combined Cycle Gas Turbine
and Steam Turbine Systems. We provide the following products and services:
ORAP ® - Provides participants benchmarking information and statistical comp arison of plant performance for
Availability, Reliability and Maintainability (RAM) against like units in the ORAP fleet.
TM
ORAP Interactive
- A secure, Web-b ased tool for analyzing , viewin g and reporting statistical RAM
information reported to ORAP.
TM
ORAP LINK - A real-time, Web-based Operations and Maintenance (O&M) produ ct that calculates
Equivalent Hours/Equivalent Starts and F actored Hours/Factored Starts. It tracks equipment mainten ance and
inspection i ntervals and tracks parts life i n real time.
TM
ORAP Parts Tracking - A Web-based application that tracks the consumed life of all serialized parts in an
engine and BOP equipmen t. ORAP Parts Tracking is fully compatible with ORAP LINK and ORAP Cycles
Tracking.
TM
ORAP Cycles Tra cking - A real-time, Web-based product for detecting and tracking Full, Partial and Trip
cycles. It calculates Accumulated Cycles and full y integrates with ORAP Parts Tracking for Web-based reports
and analysis.
Strategic Power Systems, Inc.
Ph: +1 (704) 5 44-5501 ext 23 6
Email: info@sp sinc.com
Web: www.spsinc.com
chemicals at the boundary of the
deposits and the base metal. Underdeposit corrosion typically occurs in
HRSG evaporator tubes, though it
also can occur in any circuit where
steam is generated under certain
conditions.
Deposits that form on the tube
wall originate from a variety of sources—such as feedwater impurities,
chemical additions, and corrosion
products within the boiler and preboiler sections of the HRSG. Solids
in solution can precipitate out when
concentrations increase because of
high evaporation rates, or when the
solubility decreases from fluctuating
temperatures and pressures within
the boiler.
The initial deposit also may develop by oxidation of the tube wall. In
the absence of a strong magnetite
layer, thicker and more porous oxide
layers—such as wustite or hematite—may form.
Deposits tend to form in areas
where local steam quality is the highest. Areas with high heat flux, such
as finned tubes downstream of a duct
burner, are most at risk as well as
tubes having a low water velocity
or circulation ratio. Areas of steam
blanketing and flow disturbances are
initiation points for under-deposit
corrosion.
Under-deposit corrosion in HRSGs
can occur in one of several modes,
depending on the water chemistry
program. Each mode is similar in
appearance, so a metallurgical analysis as well as review of past water
chemistry is required to determine
the specific mode—and thereby select
the corrective action. Modes include
(1) caustic attack, which results from
elevated levels of sodium hydroxide;
(2) phosphate attack, which results
from the reaction of magnetite with
disodium or monosodium phosphate;
and (3) acid attack, which results
from the release of acidic chemicals
into the feedwater. Acid attack also
is referred to as hydrogen damage
because the tube microstructure
becomes brittle the formation and
penetration of methane. This can
result in a fracture of the tube wall in
lieu of a final through-wall, pin-hole
failure from corrosion.
Case study: under-deposit corrosion. Two HRSGs were installed in
1990, each a three-pressure system
in cogeneration service, with an operating HP steam pressure of 923 psig.
The plant relied on a coordinatedphosphate water treatment program,
based on disodium and monosodium
phosphate. The sodium-to-phosphate
molar ratio was supposed to be controlled between 2.2:1 and 2.8:1. The
drum water pH target control band
was 9.7 to 10.4.
COMBINED CYCLE JOURNAL, Third Quarter 2006
In 2002, the plant reported two
instances, within seven weeks of
each other, where a condenser leak
of hydrochloric acid caused the pH
to fall to 5.4 for 48 hours and 5.0 for
24 hours, respectively. In response
to each pH excursion, the pH was
increased by adding caustic and trisodium phosphate while the plant
remained on-line. One month after
the second excursion, tube leaks were
observed in the front tubes of one
unit’s evaporator section immediately downstream of a duct burner.
During an outage a few months
later, leaks were observed in 54
evaporator tubes of that unit, with
evidence of under-deposit corrosion
observed in the form of multiple
mound shaped deposits (Fig 3). The
deposits formed in three rows of tube
immediately downstream of a duct
burner and only in the lower half of
the tube, primarily along the sidewalls. Inspection of the other unit
showed no signs of tube damage. This
was puzzling, because both HRSGs
receive feedwater from the same
source, so both HRSGs were subject
to the same low-pH excursions.
While the chemical excursion may
have caused the corrosion, a previous
chemical cleaning may have served
as the source of deposit formation.
Both units were chemically cleaned
after construction 13 years earlier.
OH-29
WATER TREATMENT
2007 OUTAGE HANDBOOK
and 480F.
n Pressure parts made of carbon
4. Flow-assisted corrosion is of concern in LP evaporators operating below
250 psig and in economizers operating at temperatures below 480F, as seen in
the manifold under LP evaporator panels (left) and the vortex breaker within the
steam drum (right)
OH-30
results were not conclusive in this
case, guidelines are available to
identify the mode of corrosion and
recommend action for each situation.
FAC in the HRSG
Boiler-water oxygen
level, ppb
FAC is a progressive form of waterside metal wastage that strips away
metal from the wetted surfaces of
pressure parts. Pressure parts will
thin if FAC is occurring, and failures
will result if it is allowed to continue.
The phenomenon is most likely to
attack pressure parts under the following conditions:
n Reducing environment (zero oxygen, possible excess scavenger).
n Extremely low DO content (at or
near zero).
n Low boiler-water pH (less than
9.2).
n High water-side velocities.
n Water temperatures between 230F
25
20
15
10
5
0
Time
5. Extremely low oxygen levels, which some believe to be beneficial, contributed to FAC
11
Boiler-water pH
Commissioning records indicate that
the cleaning procedure was not 100%
complete in the affected unit or not
performed according to procedure. If
true, this might explain why underdeposit corrosion was initiated in one
unit and not the other.
There was no further evidence to
suggest any particular type of deposit or timeline of the formation for the
initial deposit. Therefore, samples
were sent to two independent parties
for chemical analysis and interpretation. The results did not provide
clear evidence of a specific mode of
under-deposit corrosion. Corrosion
products in support of acid-phosphate attack or caustic gouging were
not observed in significant quantity
after spectral analysis. Hydrogen
damage was also not observed in
either sample. Despite one suggestion of caustic attack, investigators
believed that this mode of underdeposit corrosion was not the most
probable cause.
EPRI has noted that corrosion
under acid attack will occur much
more rapidly than corrosion under
caustic attack for the same concentrations of sodium hydroxide and
chloride. The time between the lowpH excursions and the tube leaks
(one to two months) suggests that
the excursion facilitated, and may
have initiated, the corrosion. Thus
investigators concluded that acid
attack was the most probable mode of
under-deposit corrosion, despite the
fact that hydrogen damage was not
observed.
The mounds of porous corrosion
products leading up to the final
failure were a platform for rapid
localized boiling that would have
trapped and concentrated feedwater
chemicals. Treatment of the feedwater after the acid leak or ongoing
phosphate chemistry program could
have resulted in additional corrosion
by caustic gouging or acid-phosphate
attack. Although the examination
steel.
Under normal conditions (no FAC
attack), iron is constantly being
transported out of the pressure-part
wall by two paths. Iron is oxidized to
magnetite (Fe3O4) which forms a protective oxide layer on the inside of the
pressure part. Simultaneously, iron
from the base metal and the magnetite layer is “dissolved” into the flowing fluid. Under normal conditions,
the magnetite formation and dissolution rates are equal, and both the
magnetite and iron dissolution rates
are very slow. This process results
in a firm protective magnetite (corrosion) layer and only small amounts of
iron dissolved in the fluid (typically
less than 5 ppb).
Under conditions of active FAC,
the magnetite layer is dissolved into
the fluid stream more quickly by a
reduction reaction promoted by the
presence of hydrogen in the water.
This process is directly proportional
to the oxidation-reduction potential
(ORP) of the fluid. At the same time,
iron diffuses across the magnetite
layer into the bulk fluid stream
inside the pressure part at an accelerated rate as the magnetite layer is
thinned. Both processes result in an
increased dissolved iron level and an
increased rate of iron transport from
the pressure part—in other words,
material thinning.
In HRSGs, the low-pressure (below
250 psig) evaporators and the lowtemperature (less than 480F) economizers are the most susceptible to
FAC damage. These components
10
9
8
7
Time
6. Low pH (below 9.2) contributed to FAC, requiring replacement of the economizer and LP evaporator
COMBINED CYCLE JOURNAL, Third Quarter 2006
0/&4501'*-5&3$00-*/(4)01
(BT5VSCJOF'JMUSBUJPO*OMFU$PPMJOHBU'BDUPSZ%JSFDU1SJDFT
XXXESCJOEVTUSJFTDPN
Static Barrier Final Filters
&7"103"5*7&
$00-*/(
.&%*"
*/4536.&/54("(&4
13&'*-5&34
1VMTF$BSUSJEHF$PNCJOBUJPO
'JMUFS4ZTUFN$ZMJOESJDBM$POJDBM
r$PNQPTJUF$BSUSJEHF'JMUFS-.
r
tend to operate in the most susceptible temperature range and may see
higher than usual water-side velocities under certain operating scenarios (Fig 4).
FAC can be detected through
careful tracking of iron content in
the boiler water, and through nondestructive evaluation of vulnerable
areas using ultrasonic testing and
boroscope inspection.
Case study: FAC.Thinning of pressure-parts materials was observed in
the low-pressure (LP) section of a twopressure HRSG operating in cogeneration service. The unit was installed
in 1996 and consists of an HP and LP
pressure level. The HP evaporator is
rated approximately 350,000 lb/hr of
saturated steam at 630 psig/494F,
the LP evaporator approximately
34,000 lb/hr of saturated steam at 27
psig/269F. Steam from the HP evaporator (after superheating) is used by
a thermal host, while steam from the
LP evaporator is used for deaeration
of the feedwater.
An inspection was performed to
determine the nature of the metal
thinning. It was diagnosed as FAC,
based on the temperature regime of
the affected section, the nature of the
thinning, and operational data—specifically, data on DO and pH. During
the inspection, FAC was found in
these four areas of the LP system:
n Piping fittings between the upper
header and LP drum.
n LP-drum downcomer pipe and vortex.
n LP lower manifold.
n Tube bends into the headers.
To help understand the causes of
FAC, oxygen levels in the LP section
were trended, using data collected
over a three-year period. The levels
typically were less than 5 ppb, and
often were zero, substantially contributing to FAC (Fig 5). The plant
reported use of carbohydrazide as
an oxygen scavenger at the chemical
dosing station. The initial application of carbohydrazide was at 0.6
ppm, but at the time of inspection
the scavenger was dosed to 0.05 ppm
minimum value. Up to seven months
before the inspection, the plant had
used hydrazine as an oxygen scavenger, dosed to 60 ppb.
The plant sells steam to a thermal host, which dictated an upper
pH target of 9.0. This is lower than
desired for FAC prevention. Trending actual plant data, however,
revealed that the average pH was
even lower—below 9.0—leaving the
LP section even more vulnerable to
FAC (Fig 6).
The pressure at which the LP boiler
is operated is a key parameter in
COMBINED CYCLE JOURNAL, Third Quarter 2006
reducing the risk of FAC damage. As
pressure is decreased, an increase in
fluid-mixture specific volume results
in an increase in velocity. For naturalcirculation HRSGs, this is especially
true in circuits between the upper
half of the evaporator tubes and the
steam drum.
Analysis of three years worth of
LP-boiler operating-pressure trend
plots revealed that average LPboiler operating pressure had been
increased from approximately 47 to
58 psig. Both pressures are above
the originally intended operating
pressure of 27 psig. The LP boiler
was designed for safe internal velocities with an operating pressure of
at least 27 psig. With the increase
in operating pressure, resulting in
a decrease in water/steam mixture
specific volume, actual water-side
velocities were lower than original
design values, hence lowering the
risk of FAC.
The plant reported that the pH of
the boiler water could not be raised
above 9.2, because of thermal-host
restrictions. In addition, oxygen
levels could not consistently be
controlled to the prescribed range.
Because of these operational restrictions, investigators recommended
replacing the affected areas with
2.25%-chrome steel. ccj oh
OH-31









© Copyright 2025