
COMPARATIVE PERFORMANCE EVALUATION OF TYPICAL STRUCTURAL EPOXY AND METHACRYLATE ADHESIVES AT
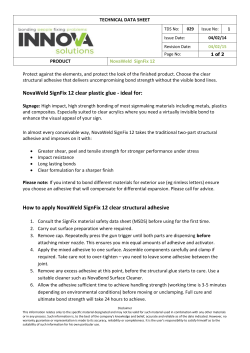
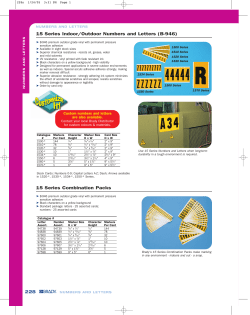
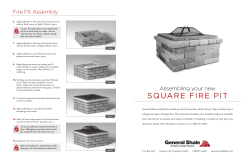
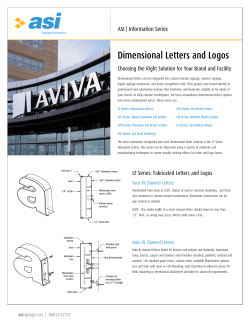
COMPARATIVE PERFORMANCE EVALUATION OF TYPICAL STRUCTURAL EPOXY AND METHACRYLATE ADHESIVES AT DIFFERENT LOADING CONDITIONS M. Eskandarian1*, and PRÉCICAD INC. 2 1 NRC-Automotive & Surface Transportation, National Research Council Canada, 501 boul. de l'Université, Saguenay, Québec, Canada G7H 8C3 mojtaba.eskandarian@cnrc-nrc.gc.ca 2 PRÉCICAD INC., 350, boul. Charest Est, QC G1K 3H4 Introduction Lightweight materials and related concepts have been progressively focused on as an important design topic in automotive industries. Lightweighting is also considered as one of the key solutions to assist the overcoming of barriers to electrification. Global trends toward reduction of greenhouse gas emissions and fuel economy have also significantly increased the importance of this topic over the past years. Several methods for weight reduction have been recently used among them: three most important approaches are the use of (a) low-density materials like aluminum; magnesium, thermoset / thermoplastic composites (b) high-strength materials like ultra-high-strength steel (UHSS), and (c) integrated multimaterial structures [1]. Although aluminum has been identified as one of the most viable materials for lightweighting, replacing automotive parts with aluminum requires development of innovative multimaterial joining technologies. One good example of this is adhesive bonding. A proper choice of adhesive for any particular application is always the first step toward an efficient joint design. Different adhesive formulations can be considered as having specific mechanical properties and specific advantages and limitations. Experimental data is required at various loading and environmental conditions to identify the influencing parameters and to determine the adhesive bond strength. used to fabricate compact-tension (CT), single-lap-shear (SLS) and double-lap-shear (DLS) specimens by using previously developed assembling jigs [2] as shown in Figure 1. The thickness of aluminum bars met the requirements of the ASTM standards D1062, D2002 and D3528, which were 15/15 mm, 3.2/3.2 mm and 3.2/6.4 mm for CT, SLS and DLS specimens, respectively. An overlap length of about 25 mm was used for the three types of joints. Fig. 1: Fabrication of CT (left) and DLS (right) specimens Results and Discussion Figure 2 shows the variations of failure loads as a function of bondline thickness for the CT and DLS joints bonded by the epoxy adhesive. The maximum performance of this adhesive was achieved at a thickness of about 0.5 mm and 0.1 mm under cleavage and shear loads, respectively. Epoxy adhesive Experimental In the context of the present study, the mechanical performance of two typical structural adhesives, selected among the epoxy and methacrylate families, has been assessed under both static and dynamic loads. Both adhesives were bi-component and therefore have been cured at an ambient temperature. The epoxy adhesive was almost two times more rigid than the acrylic adhesive. A simple and user-friendly surface treatment technique was adapted for each adhesive system in order to ensure cohesive failure and also to minimize the environmental performance loss in an aged condition. AA6061-T6 aluminum bars were Fig. 2: Variation of failure load as a function of bondline thickness for the epoxy adhesive For the acrylic adhesive, on the other hand, the failure load was less sensitive to the variation of bondline thickness when tested under cleavage loading (CT). As shown in Figure 3, the epoxy adhesive had a better mechanical performance under static loading, having a failure load of 3 and 1.5 times higher under cleavage and shear loads. After careful observation of the failure surfaces, it noted that a cohesive failure was occurred for all the tested specimens. joint efficiency, this S-N curve is also presented in term of the variation of substrate stress as a function of number of load cycles as presented in Figure 5. As shown, some of the specimens were failed in the substrate at a stress level lower than the ultimate fatigue strength of aluminum 6061T6 that is about 100 MPa in a completely reverse cyclic test up to 5×108 cycles (asterisk marked points). The stress concentration at joint ends provokes this premature failure. 100 Stress variation in the substrates (MPa) Acrylic adhesive 80 Acrylic 60 Epoxy 40 20 0 10,000 Acrylic - failed in substrate Acrylic - failed in adhesive layer Epoxy - failed in substrate Epoxy - failed in adhesive layer Epoxy - No failure 100,000 1,000,000 10,000,000 100,000,000 Number of cycle Fig. 3: Variation of failure load as a function of bondline thickness for the acrylic adhesive Fig. 5: S-N Curves for the epoxy and the acrylic adhesives in term of substrate stress variation Following the monotonic tests, fatigue behavior of both adhesives has also been evaluated under various levels of sinusoidal loads. First, a series of SLS specimens were fabricated from aluminum bars of 3.2 mm (T) x 25 mm (W) and were tested under fatigue loads at pristine and aged conditions. An overlap of 13 mm, a frequency of 60 Hz and a load ratio (minimum load divided by maximum load in each load cycle) of -1 were used in this study. Figure 4 shows the S-N curves obtained for the tested specimens bonded by the acrylic and epoxy adhesives. Conclusions Sress variation in the adhesive layer (MPa) 25 20 It has been concluded from this study that the mechanical performance evaluation of an adhesive joint should not be limited to monotonic tests. Depending on the application, other types of mechanical tests (fatigue, creep, relaxation and durability tests, etc) must also be done to ensure an appropriate adhesive selection. In the case of this study, the selected acrylic adhesive had a better fatigue strength despite its inferior static strength when compared to the selected epoxy adhesive. Furthermore, the acrylic adhesive was significantly less sensitive to the variation of adhesive bondline thickness under cleavage load, which is a critical load case for an adhesive joint. Acrylic Acknowledgements 15 Epoxy The authors wish to acknowledge Pierre Dion, General Manager of Précicad and all the other staff of Précicad and the Aluminium Technology Centre who had a contribution to this study; in particular, Myriam Poliquin, Sandy Laplante, Christian Savaria, Genevieve Simard, Michel Perron and Amélie Ruest for their technical assistances. 10 Acrylic 5 Epoxy Epoxy - No failure 0 10,000 100,000 1,000,000 10,000,000 100,000,000 Number of cycle Fig. 4: S-N Curves for the epoxy and the acrylic adhesives in term of adhesive stress variation It can be seen from Figure 4 that the acrylic adhesive had a better fatigue strength during the SLS tests despite its lower static strength. It seems that this adhesive, with a lower elastic modulus, had a better capacity in redistributing shear and cleavage stresses in the adhesive layer and in the substrates. In order to have a better understanding of the References 1. 2. DOW Automotive Publication, “Structural Bonding of Lightweight Cars; Crash durable, safe and economical”. Eskandarian M., Jennings R.M. & Morneau M-A, “Fatigue behavior of adhesively bonded aluminum joints at different testing conditions”, Proceedings of the Adhesion Society Meeting 2013, Daytona Beach FL.










© Copyright 2025