
OPERATION MANUAL for HWP-50E Hot Wire Process IMPORTANT
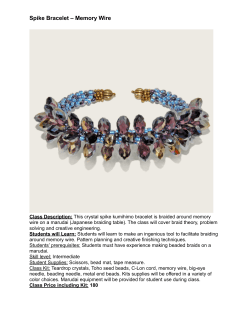
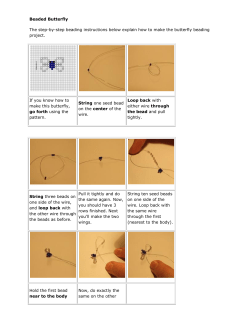
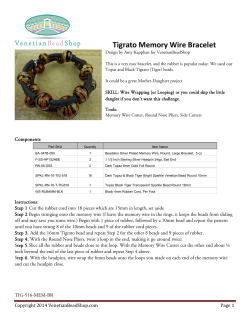
OM-HWP-50E-02-2014 OPERATION MANUAL for HWP-50E Hot Wire Process Effective with Serial Number 130542 February 2014 IMPORTANT Read this manual carefully before installing, commissioning or operating this product. Jetline Engineering, 15 Goodyear Street, Irvine, CA 92618 Telephone: (949) 951-1515 ! Fax: (949) 951-9237 Web site: www.jetline.com ! E-mail: sales@jetline.com HWP-50E Hot Wire Process ii HWP-50E Hot Wire Process LIMITED WARRANTY Jetline Engineering, of Irvine, California, U.S.A., warrants all new equipment to be free from defects in material and workmanship for the period of one (1) year, provided that the equipment is installed and operated according to instructions. Jetline Engineering's obligation under this warranty is expressly limited to replacing or repairing any defective part or correcting any manufacturing defect without charge during the warranty period, if Jetline's inspection confirms the existence of such defects. Jetline's option of repair or replacement will be F.O.B. factory at Irvine, California, and therefore no compensation for transportation costs of any kind will be allowed. The warranty period begins on the date of sale to the original-purchase user of the equipment. Jetline Engineering will not be liable for any loss or consequential damage or expense accruing directly or indirectly from the use of equipment covered by this warranty. This warranty supersedes all previous Jetline warranties and is exclusive with no other guarantees or warranties expressed or implied. iii HWP-50E Hot Wire Process NOTICE The installation, operation and maintenance guidelines set out in this manual will enable you to maintain the equipment in peak condition and achieve maximum efficiency with your welding operation. Please read these instructions carefully to become aware of every advantage. CAUTION Only experienced personnel familiar with the operation and safe practice of welding equipment should install and/or use this equipment. iv HWP-50E Hot Wire Process Table of Contents Section I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 A. Arc Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 B. Electric Shock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 C. Arc Rays . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 D. Fumes and Gases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 E. Cylinders . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 F. Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 G. Moving Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 H. EMF Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 I. Principal Safety Standards . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 J. California Proposition 65 Warning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 Section II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Section III . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 A. HWP-200E-1-220-A1000 Hot Wire Power Supply . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 B. HWP-200E-1-A1000 Hot Wire Power Supply . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 C. 9302C Hot Wire Voltage Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 D. WF-50 Wire Feedhead . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 E. 9629HW Wire Speed Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 F. Hot Wire Torch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 G. Wire Positioner Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 Section IV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 Installation and Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 v HWP-50E Hot Wire Process Section V . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 Section VI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Section VII . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Parts List . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Section VIII . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 PCB Descriptions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 A. HWP-200-6-1 Voltage Reference Board . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 B. PCM4 Analog Isolator Board . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42 C. Transformer Ratings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 Section IX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 Electrical Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 vi HWP-50E Hot Wire Process Section I Safety Precautions WARNING A. Arc Welding Arc Welding can be hazardous. Protect yourself and others from possible serious injury or death. Keep children away. Pacemaker wearers keep away until consulting your doctor. In welding, as in most jobs, exposure to certain hazards occurs. Welding is safe when precautions are taken. The safety information given below is only a summary of the more complete safety information that will be found in the Safety Standards listed at the end of this section. Read and follow all Safety Standards. Have all installation, operation, maintenance and repair work performed only by qualified people. B. Electric Shock Touching live electrical parts can cause fatal shocks or severe burns. The electrode and work circuit is electrically live whenever the output is on. The input power circuit and machine internal circuits are also live when power is on. When using mechanized wire feed, the wire, wire reel, drive roll housing and all metal parts touching the welding wire are electrically live. Incorrectly installed or improperly grounded equipment is a hazard. 1. Do not touch live electrical parts. 2. Wear dry, hole-free insulating gloves and appropriate body protection. 1 3. Disconnect input power before installing o r s e r v i c i n g t h i s e q u i p me n t . Lockout/tagout input power according to OSHA 29 CFR 1910.147 (see Safety Standards). 4. Properly install and ground this equipment according to the operation manual and national, state and local codes. 5. Always verify the supply ground-check and be sure that input power cord ground wire is properly connected to ground terminal in disconnect box or that cord plug is connected to a properly grounded receptacle outlet. 6. When making input connections, attach proper grounding conductor first double-check connections. 7. Frequently inspect input power cord for damage or bare wiring. Replace cord immediately if damaged - bare wiring can kill. 8. Turn off all equipment when not in use. 9. If earth grounding of the workpiece is required, ground it directly with a separate cable - do not use work clamp or work cable. 10. Do not touch electrode if you are in contact with the work, ground, or another electrode from a different machine. 11. Use only well-maintained equipment. Repair or replace damaged parts at once. Maintain unit according to manual. 12. Wear a safety harness if working above floor level. HWP-50E Hot Wire Process 13. Keep all panels and covers securely in place. 2. If inside, ventilate the area and/or use exhaust at the arc to remove welding fumes and gases. 14. Clamp work cable with good metal-tometal contact to workpiece or worktable as near the weld as practical. 3. If ventilation is poor, use an approved airsupplied respirator. C. Arc Rays 4. Arc rays can burn eyes and skin; noise can damage hearing; flying slag or sparks can injure eyes. Read the Material Safety Data Sheets (MSDS) and the manufacturer's instruction for metals, consumables, coatings, cleaners, and degreasers. 5. Work in a confined space only if it is well ventilated, or while wearing an airsupplied respirator. Always have a trained watch person nearby. 6. Do not weld in locations near degreasing, cleaning, or spraying operations. The heat and rays of the arc can react with vapors to form highly toxic and irritating gases. 7. Do not weld on coated metals, such as galvanized, lead or cadmium plated steel, unless the coating is removed from the weld area, the area is well ventilated, and if necessary, while wearing an airsupplied respirator. The coatings and any metals containing these elements can give off toxic fumes if welded. Arc rays from the welding process produce intense visible and invisible (ultraviolet and infrared) rays that can burn eyes and skin. Noise from some processes can damage hearing. Chipping, grinding and weld cooling throw off pieces of metal or slag. 1. Use approved ear plugs or ear muffs if noise level is high. 2. Use a welding helmet fitted with a proper shade of filter to protect your face and eyes when welding or watching. 3. Wear approved safety glasses with side shields. 4. Use protective screens or barriers to protect others from flash and glare; warn others not to watch the arc. 5. E. Cylinders Cylinders can explode if damaged. Wear protective clothing made from durable, flame-resistant material (wool and leather) and foot protection where necessary. Shielding gas cylinders contain gas under high pressure. If damaged, a cylinder can explode. Since gas cylinders are normally part of the welding process, be sure to treat them carefully. D. Fumes and Gases 1. Protect compressed gas cylinders from excessive heat, mechanical shocks, slag, open flames, sparks, and arcs. 2. Install cylinders in an upright position by securing to a stationary support or cylinder rack to prevent falling or tipping. Fumes and gases can be hazardous to your health. Welding produces fumes and gases. Breathing these fumes and gases can be hazardous to your health. 1. Keep your head out of the fumes. Do not breathe the fumes. 2 HWP-50E Hot Wire Process 3. Keep cylinders away from any welding or other electrical circuits. 5. Watch for fire, and keep a fire extinguisher nearby. 4. Never weld on a pressurized cylinder explosion will result. 6. 5. Use only correct shielding gas cylinders, regulators, hoses and fittings designed for the specific application; maintain them and associated parts in good condition. Do not weld on closed containers such as tanks, drums, or pipes, unless they are properly prepared according to AWSF4.1 (see safety Standards). 7. Connect work cable to the work as close to the welding area as practical to prevent welding current traveling long, possibly unknown paths and causing electric shock and fire hazards. Wear oil-free protective garments such as leather gloves, heavy shirt, cuffless trousers, high shoes, and a cap. 6. Turn face away from valve outlet when opening cylinder valve. 7. Keep protective cap in place over valve except when cylinder is in use or connected for use. 8. 8. Read and follow instructions on compressed gas cylinders, associated equipment, and CGA publication P-1 listed in Safety Standards. G. Moving Parts F. Moving parts, such as fans, rotors, and belts can cut fingers and hands and catch loose clothing. Welding 1. Keep all doors, panels, covers, and guards closed and securely in place. 2. Have only qualified people remove guards or covers for maintenance and troubleshooting as necessary. Welding can cause fire or explosion. Welding on closed containers, such as tanks, drums, or pipes, can cause them to blow up. Sparks can fly off from the welding arc. The flying sparks, hot workpiece, and hot equipment can cause fires and burns. Accidental contact of electrode to metal objects can cause sparks, explosion, overheating, or fire. Check and be sure the area is safe before doing any welding. 1. Protect yourself and others from flying sparks and hot metal. 2. Do not weld where flying sparks can strike flammable material. 3. Remove all flammables within 35 ft (10.7 m) of the welding arc. If this is not possible, tightly cover them with approved covers. 4. H. EMF Information Considerations About Welding and the Effects of Low Frequency Electric and Magnetic Fields The following is a quotation from the General Conclusions Section of the U.S. Congress, Office of Technology Assessment, Biological Effects of Power Frequency Electric & Magnetic Fields - Background Paper, OTA-BPE-53 (Washington, DC: U.S. Government Printing Office, May 1989): ".... there is now a very large volume of scientific findings based on experiments at the cellular level and from studies with animals and people which clearly establish that low frequency magnetic fields can interact with, and produce changes in, biological systems. While most of this work is of very high quality, the Be alert that welding sparks and hot materials from welding can easily go through small cracks and openings to adjacent areas. 3 HWP-50E Hot Wire Process Recommended Safe Practices for the Preparation for Welding and Cutting of Containers That Have Held Hazardous Substances, American Welding Society Standard AWS F4.1, from American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126 results are complex. Current scientific understanding does not yet allow us to interpret the evidence in a single coherent framework. Even more frustrating, it does not yet allow us to draw definite conclusions abut questions of possible risk or to offer clear science-based advice on strategies to minimize or avoid potential risks." Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, from Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202 To reduce magnetic fields in the work place, use the following procedures: 1. Keep cables close together by twisting or taping them. 2. Arrange cables to one side and away from the operator. 3. Do not coil or drape cables around the body. 4. Keep welding power source and cables as far away as practical. 5. Connect work clamp to workpiece as close to the weld as possible. Code for Safety in Welding and Cutting, CSA Standard W117.2, from Canadian Standards Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3 Sales Practices for Occupation and Educational Eye and Face Protection, ANSI Standard Z87.1, from American National Standards Institute, 1430 Broadway, New York, NY 10018 Cutting and Welding Processes, NFPA Standard 51B, from National Fire Protection Association, Batterymarch Park, Quincy, MA 02269 About Pacemakers: The above procedures are among those also normally recommended for pacemaker wearers. Consult your doctor for complete information. I. J. Principal Safety Standards California Proposition 65 Warning This product contains chemicals, including lead, known to the state of California to cause cancer, and birth defects or other reproductive harm. Wash hands after use. §248224 Reference as applicable Safety in Welding and Cutting, ANSI Standard Z49.1, from American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126 Safety and Health Standards, OSHA 29 CFR 1910, from Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402 National Electric Code, NFPA Standard 70 from National Fire Protection Association, Batterymarch Park, Quincy, MA 02269 4 HWP-50E Hot Wire Process Section II Introduction The HWP-50E consists of the following parts: The hot wire welding process produces a high quality weld with a high deposition rate of the filler material. It differs from the more common cold wire process in that the filler wire is electrically preheated and enters the weld pool at a temperature close to its melting point. This prevents the wire from chilling the weld pool and allows the filler metal to flow out across the puddle, solidifying in a smooth, rounded bead. Deposition rates up to 18 lb/hr (8 kg/hr) are achievable under the right circumstances. HWP-200E Contoured Wave Power Supply This is a unique AC power supply in which the AC output waveform is electronically generated to closely simulate a sine wave form. The use of sinusoidal AC voltage greatly improves the flow of the hot wire into the weld pool. The AC frequency is adjustable from 50 to 200 Hz. The power supply is rated at 200 amps at 100% duty cycle and the nominal output voltage is adjustable from 2 to 15 VAC through the 9302C control. One of the more important benefits of the hot wire process is the virtual elimination of porosity from the weld deposit. Experiments have shown that the I2R heating of the filler wire as it approaches the weld puddle drives off most of the volatile surface contamination. Since hydrogen or hydrogen containing compounds entrapped on the surface of the filler metal are a primary cause of porosity in high performance materials, use of the hot wire process can be expected to remove this potential source of difficulty. There are two power supply models available: HWP-200E-1-F7 is the 360/480 VAC model; HWP-200E-1-220-F7 is the 220 VAC model. WF-50 Wire Feed Head The wire feed head has four gear-driven rolls driven by a high capacity, DC motor. It is supplied with wire feed kits for 0.045” (1.2 mm) and 1/16” (1.6 mm) diameter wires and can feed at speeds from 12 to 600 IPM (30 to 1,525 mm/min). The hot wire welding process is ideally suited to welds that have high quality requirements, such as nuclear or pressure vessel applications. These welds normally require radiographic or ultrasonic inspection. 9629HW Speed Control The control of wire feed speed is effected through the 9629HW microprocessor controller. The control sets and maintains the desired wire feed speed and provides control of wire inching, speed ramp up at the start of the wire feed and wire retract distance at the end of the wire feed sequence. The process is suitable for a wide range of materials including carbon and low alloy steels, stainless steels, nickel alloys and combinations of them all. Aluminum and copper alloys are not suited for the process because of their low resistance to the electrical heating current. Hot Wire Torch The torch guides the wire into the weld pool and is equipped with a contact tip which transfers the hot wire current through the wire and provides a protective gas shield to the heated wire. It is gas-cooled and rated at 200 amps AC at 100% duty cycle. In addition to its use for joining, the hot wire process is an excellent choice for cladding operations. It produces an overlay with a clean weld surface, free of spatter, and lower porosity levels than MIG, FCAW or SAW. 5 HWP-50E Hot Wire Process Wire Positioner Assembly This unit mounts to any conventional GTAW (TIG) or Plasma (PAW) torch. It permits the hot wire torch angle to be set and provides manual cross-seam and vertical adjustment of wire position. 6 HWP-50E Hot Wire Process HWP-50E SYSTEM INTERCONNECTION 7 HWP-50E Hot Wire Process 8 HWP-50E Hot Wire Process Section III Specifications A. HWP-200E-1-220-A1000 Hot Wire Power Supply Input Voltage: Phases: Frequency: Power: SCC: General 220 V ±10% Three 50/60 Hz 3 KVA 10 KA Weight: Environment Indoor use only Ambient Temp: Storage Temp: Max Humidity: Altitude: Output Voltage: Phases: Frequency: Amps: Duty Cycle: Waveform: 110 lb (50 Kg) 2.5 to 15 VAC (Adjustable) Single 50 to 200 Hz (Adjustable) 200 A 100% Electrically-generated sinusoidal 9 -10/C to 40/C -20/C to 60/C 95% RH non cond 1000 M or lower; up to 3000 M with derating HWP-50E Hot Wire Process B. HWP-200E-1-A1000 Hot Wire Power Supply Input Voltage: Phases: Frequency: Power: SCC: General 380/415/440-480 V ±5% Three 50/60 Hz 3 KVA 10 KA Weight: Environment Indoor use only Ambient Temp: Storage Temp: Max Humidity: Altitude: Output Voltage: Phases: Frequency: Amps: Duty Cycle: Waveform: 110 lb (50 Kg) 2.5 to 15 VAC (Adjustable) Single 50 to 200 Hz (Adjustable) 200 A 100% Electrically-generated sinusoidal 10 -10/C to 40/C -20/C to 60/C 95% RH non cond 1000 M or lower; up to 3000 M with derating HWP-50E Hot Wire Process C. 9302C Hot Wire Voltage Control Input Connections Input requirements delivered through S11. S11: S13: S14: Controls and Indicators Meters: Adjustment: Switch: Pushbutton: Hot Wire volts and amps Hot wire voltage Hot, Cold or Setup Gas Purge To hot wire power supply To remote contactor To 9629HW wire feed control General Weight: 11 10 lb (4.5 kg) HWP-50E Hot Wire Process D. WF-50 Wire Feedhead General Specifications Wire Diameters: No. Drive Rolls: Speed Range: Weight: 20 lb (9 kg) Wire Spool: 12" (300 mm) diameter Controlled by: 9629HW Microprocessor Control 0.045" and 0.062" (1.2 and 1.6 mm) Four 12 to 600 IPM (30 to 1,525 cm/min) CLEAR PLASTIC SPOOL COVER DIA 13.25 in (337 mm) 13.38 in (340 mm) 0.38 in (9 mm) 4X DIA 0.344 in (9 mm) MOUNTING HOLES 5.25 in (133 mm) 8.0 in (204 mm) 1.38 in (35 mm) 2.50 in (62 mm) 22.0 in (559 mm) 6.0 in (152 mm) 12 HWP-50E Hot Wire Process E. 9629HW Wire Speed Control General Input Voltage: Phases: Frequency: Weight: 110/220 Volts Single 50/60 Hz 16 lb (7 kg) Connections S1: S2: S3: Pulse lockout input and output Remote Control Wire Feedhead motor (And tach-generator if fitted) 4X DIA 0.3125 in (8 mm) MOUNTING HOLES UP 8.75 in (222 mm) CRS S3 WIRE SPEED 245.0 ipm ADJUST DOWN 8 in (203 mm) S2 Series 9600 CONTROL EMERGENCY STOP S1 LEFT RIGHT STOP START STOP 8 in (203 mm) CRS 0.5 in (13 mm) 10 in (254 mm) 13 0.875 in (21 mm) 6 in (152 mm) HWP-50E Hot Wire Process F. Hot Wire Torch G. Wire Positioner Assembly 14 HWP-50E Hot Wire Process Section IV Installation and Setup On receipt of the HWP-50E Hot Wire Welding system, carefully inspect the various parts of the system for any damage which may have occurred during shipping. In the event of damage, contact the carrier immediately. In these circumstances, do not use the system until the damage has been corrected as operation in a damaged condition could result in further damage or injury. Primary Power Connections The HWP-200E series hot wire power supply requires 3 phase primary input power. The model HWP-200E-1-220-A1000 requires a 220 ±10% Volt, 3 Phase, 50/60Hz, 3Kva supply. The model HWP-200E-1-A1000 requires a 380/415/440-480 Volt ±5%, 3 Phase, 50/60Hz, 3Kva supply. The power supply is normally shipped with the power cord installed and the voltage preselected for the customer. If, however, the primary voltage selection needs to be changed, refer to the following: Transformer T1 is the larger 3KVA transformer that supplies the isolated 3 to 15VAC to the hot wire process. T1 is inherently short circuit proof. Transformer T2 is the 250VA transformer that supplies the 120VAC and 24VAC control voltages for internal use only, in the power supply. HWP-200E-1-220-A1000 For either model of hot wire power supply, the two transformers, T1 and T2 must be configured for input voltage changeover: See also Dwg HWP-200E-1-220-A1000 Connect the 220 volt (208-240VAC) 3 phase power cable to L1, L2, L3 on the TB1 terminal block. Connect the ground wire to the input ground stud bolt on the inside of the rear panel. There is no neutral wire connection on this unit. T1 Connections – On transformer T1 (P/N 9749B) jump terminals 1-2 and also 3-4 with 12ga wire on the primary windings. Connect wire #8 to terminal 4 and wire #9 to terminal 1 of the T1 transformer. This sets the primary for 208-240 VAC. There is never any change in connections to the T1 secondary. Maximum Winding Temperature: 65/C 15 HWP-50E Hot Wire Process T2 Connections – On transformer T2 (P/N 9751) connect wire #5 to terminal 1 of the T2 transformer primary. Connect wire #4 to one of the other primary terminals as follows: Wire #4 to T2, terminal 2 for 208-240VAC operation. There is never any change in connections to the T2 secondary. Maximum Winding Temperature: 65/C HWP-200E-1-A1000-CE See also Dwg HWP-200E-1-A1000-CE T2 Connections – On transformer T2 (P/N 9751) connect wire #5 to terminal 1 of the T2 transformer primary. Connect wire #4 to one of the other primary terminals as follows: Connect the 3 phase power cable to L1, L2, L3 on the TB1 terminal block. Connect the ground wire to the input ground stud bolt on the inside of the rear panel. There is no neutral wire connection on this unit. Wire #4 to T2, terminal 3 for 380 VAC Wire #4 to T2, terminal 4 for 415 VAC Wire #4 to T2, terminal 5 for 440-480 VAC There is never any change in connections to the T2 secondary. Maximum Winding Temperature: 65/C System Start Contact The HWP-50E system is most commonly started from a remote contact closure provided by the user. This can be a dry contact or toggle switch. With this method, use the 9629-S29302-P14 interconnecting cable. (This is the standard supplied cable.) See the HWP-50E layout drawing for further details. T1 Connections – On transformer T1 (P/N 9749B) jump terminals 2 and 3 with 12ga wire on the primary windings. Connect wire #8 to terminal 4 and wire #9 to terminal 1 of the T1 transformer. This sets the primary for 380480VAC operation. There is never any change in connections to the T1 secondary. The contact closure should be applied at S13, Pins A and B on the 9302C control or, alternately, can be applied to RC1 (2 prong Hubbell) on the HWP-200E power supply enclosure. Either place may be used with the same results. The choice is usually determined by the physical location of the remote start relay contact. Maximum Winding Temperature: 65/C When the contact closure is applied, the wire feeder will always start. The hot wire power supply will also start if the toggle switch on the 16 HWP-50E Hot Wire Process 3106A-20-33P mating connector with 97-30571012-1 cable clamp. Connect remote signals as follows: 9302C control unit is in the “HOT” position. The contact closure must be maintained and opened when the hot wire process is to be stopped. Apply start contact to Pins E and F. The 9629HW wire feed controller is slaved to the system. Pushing the 9629HW start button will not start the hot wire power supply, it is used for maintained jog. The Em Stop button on the 9629HW will stop the wire without retract but will not stop the HWP-200E power unit. NOTE: When starting from S2, no start signal is required at S13 or RC1. Jump Pins K and L to enable the remote voltage function. The K-L jumper energizes relay CR4 which switches the voltage control function from the 93302B control to the S2 connector. The voltage control pot on the 9302C is inactive while the jumper is present. Apply 0-10vdc voltage control signal to Pins A and B. Pin A should be Hi, referenced to Pin B. 0 volt reference is approximately 2 vac output, 10 volt reference will produce approximately 15 vac output. System Start From 9629 The system may alternately be started from the 9629HW Start button by using the 9629-S29032-P13 interconnecting cable. See drawings HWP-50E and 9629-S2-9032-P13 for further details. When using this method, the Start Delay for the wire feeder is not active, so the wire feeder and the hot wire power supply will start simultaneously with pressing the 9629HW Start button. Gas can be controlled remotely by applying a contact closure to Pins H and J. This function can be used by itself without controlling voltage remotely (no jumper between Pins K and L). When using this input, the hot wire shield gas can be started before striking the welding arc so as not to disturb the GTAW or PAW shield gas as the hot wire process turns on. Pressing the 9629HW Stop button will stop the hot wire power supply immediately but wire will continue if there is time programmed for the wire feed Stop Delay. Normally, 0 sec Stop Delay time is used. Pressing the 9629HW Estop button will stop both the wire feed and the hot wire power supply immediately. Remote Functions Connector S2, 9629HW If using the remote connector on the HWP-200E power supply, the remote connector, S2, on the 9629HW wire feed control may also be used for remote sequencing. Please refer also to the 9629 manual for further details. In this case the interconnecting cables, 9629-S2-9032-P13 or P14, will not be required. Manual Start To run the system manually without a start signal, first switch the mode toggle switch on the 9302C to Setup, then press the Start pushbutton on the 9629 wire feed control. Apply a wire feed start contact to S2, Pins A and B of the 9629HW control. Closing this contact will start the wire feed sequence, opening the contact will stop the wire feed sequence. 9629 Start and Stop Delays will be active. To stop, first press the Stop button on the 9629, then switch the mode switch to Cold (or Hot). Remote Functions Connector S2, HWP-200E (Please refer also to HWP-200E Interconnection Diagram.) Additionally, the wire feed speed may be controlled remotely by applying a 0-10vdc signal to S2, Pins M and N (M is high and N is low). Note: the “R1" option may have to be The HWP-50E system can be more completely controlled remotely by using the S2 remote connector on the HWP-200E enclosure. Use a 17 HWP-50E Hot Wire Process purchased to activate this feature on the 9629 control. Part number is 9629HW-R1. 9302C Hot Wire Control This should be mounted close to the operating position in such a way that the meters can be clearly seen during operation. There is a 0-10vdc feedback signal available at Pins C and D only when the HWP-200-38® feedback option is purchased. This is a DC voltage representative of the AC output voltage. It can be used for display and/or closed looping applications. The unit receives its electrical power from the HWP-200E power supply through the HWP-200 cable. HWP-200E Power Supply 9629HW Wire Speed Control For satisfactory operation of the hot wire power supply, it is necessary to allow at least 12” (300 mm) of space at the rear of the unit for adequate ventilation purposes. This unit is designed to be mounted to a vertical surface and should be located close to the 9302C control. The control requires a source of 110 or 220 volts, single phase AC power. See 9629 operation manual for input voltage selection. The primary electrical connection primary electrical connection should be made using 14 AWG or larger conductor. Check that the unit is set up for the correct primary input voltage. Hot Wire Torch and Positioner Assembly The wire positioner assembly is designed to be mounted to the welding torch and is equipped with a clamping system which accommodates torches with diameters from 3/4” to 1 ½” (19 to 38 mm). The hot wire torch mounts in the positioner and should be securely clamped. For ideal operation, the hot wire enters the weld pool from the back and the positioner should therefore be orientated to achieve this. Secondary connections Secondary connections to the power supply can be made with #1 AWG cables, maximum recommended lengths are 100ft (30 m). Where possible, run the torch and work cables closely together to avoid magnetic fields. Connect the gas connection to a supply of argon gas at a pressure not to exceed 50 psig (3.5 bar). The torch is connected to the feedhead using the supplied wire conduit. Select the correct one for the wire size to be used. WF-50 Wire Feed Head This should be firmly mounted to your welding fixture within 6ft (2 m) of the welding torch and at such an angle that the wire feed conduit (when connected) has a smooth curve to aid in the feeding of the wire. It is preferable for the unit to be mounted to a vertical surface. Use 5/16” (8 mm) diameter mounting bolts. The feedhead receives its electrical power from the 9629HW hot wire speed control through the cable supplied with the WF-50. Fit the appropriate drive rolls and wire guides for the wire size to be used. 18 HWP-50E Hot Wire Process Section V Operation imparts the electrical current to the wire, is set back ½” (12 mm) inside the gas diffuser. Check that the correct contact tip and insulator are being used for the selected wire size. Prior to the commencement of welding, it is necessary to position the hot wire torch to feed the wire into the correct part of the weld puddle and to achieve the desired preheating of the wire. The torch should be set in the wire guide positioner in such a way that there is a wire stick-out of about ½” to 3/4” (12 to 19 mm) from the end of the nozzle to the work piece. For optimum results, the wire should enter the puddle approximately 1/8 to 3/8” (3 to 10 mm) behind the tungsten electrode or the center of the plasma stream in the event that plasma welding is being employed. The actual distance depends upon the welding current being used. Higher currents and slower travel speeds allow the wire to enter the puddle further from the tungsten. This electrical stick-out is important for process control. For a set wire feed speed, a shorter stick-out will require an increased hot wire voltage setting while a longer stick-out will require a decreased hot wire voltage setting to achieve the desired wire melt condition. Precise documentation of the stick-out distance, as well as welding parameters, is important for producing consistent results from weld to weld. As the welding current is increased, the arc cone increases and a larger “dimple” is created in the weld puddle by the forces in the arc. As the part travels, the dimple creates a ridge on the back side of the puddle, just outside the arc cone. It is important that the wire position be set such that the wire enters the weld puddle on the top of the ridge, just outside the arc cone. The normal gas used to protect the heated wire from oxidation is Argon. Weld pool size and welding speeds are normally increased compared to those without hot wire. Therefore, it is beneficial to have this additional source of shielding gas to aid in protecting the trailing edge of the solidifying weld. Typically, gas flow rates of 5 - 20 cfh (2.3 to 9.4 l/m) are used. Note that the gas flow should be established prior to starting the welding arc to avoid interference during arc initiation. In operation, the wire is preheated to a state just short of melting. In this state, the wire is very soft and can easily droop. For this reason the angle at which the wire enters the weld puddle should be as steep as possible. For best results, a starting torch angle of 45 to 50 degrees should be considered. This is mainly for controlling the desired entry point into the weld pool. If the wire enters the weld pool at too low an angle, fluctuations in weld pool height may cause wire entry point to vary. Increased entry angles also reduce the effects of preheating the wire (softening) and wire cast which can combine to produce changes in the entry point. For deep groove welding, it is sometimes necessary to remove the gas nozzle from the hot wire torch. In these circumstances the flow of gas to the hot wire torch can be cut off as the main welding gas flow protects the hot wire as well as the weld puddle. The starting sequence of the hot wire weld is critical as defects can be caused if this is not done correctly. A correct sequence would be: As the wire is heated electrically, it is necessary to have a set wire extension (stick-out) to produce the resistance heating. Within the Jetline HWC-200 torch, the contact tip, which Start the welding current and upslope the weld to establish a satisfactory weld puddle. 19 HWP-50E Hot Wire Process At approximately two thirds of the full welding current, start the wire using the speed ramping facility in the 9629HW control. The wire speed should be set to ramp up to the desired speed in about 3 to 4 seconds. This allows the wire heating to be gradually established to ensure that the wire does not enter the weld puddle while it is still too cold. During welding, the wire should be close to melting as it enters the weld puddle. This will achieve the condition where 90% of the heat required to melt the filler wire comes from resistance heating. Thus, the majority of the welding current is used to produce the weld and is not wasted in melting of the wire. If the hot wire current is too high, the wire separates from the weld puddle and melts back, forming a ball on the end of the wire. This destroys the connection between the wire and the weld puddle and no hot wire current can flow. The result is a cooling of the wire which then enters the weld puddle in too cool a condition. This condition can be recognized by an audible buzzing and snapping noise and the wire balls up and then re-enters the weld puddle. This is an undesirable condition as the wire is too cold when it enters the weld puddle and could cause defects in the weld. For ideal hot wire welding, the wire should flow freely and smoothly into the weld puddle. Hot wire welding allows higher wire deposition rates than cold wire welding. This can result in a larger weld puddle and, in order the maintain a stable puddle, it may be necessary to increase travel speeds relative to those which would be used with cold wire techniques. 20 HWP-50E Hot Wire Process Section VI Maintenance CAUTION Always disconnect main input power before servicing this equipment. The following checks should be carried out on a regular basis: Daily: Contact tips should be changed daily or more often. Weekly: Blow out liners. Monthly: In addition to the weekly maintenance routine, check the following: Change liner Blow out power source Change ceramic nozzle Annually: In addition to the weekly and monthly maintenance routines, check the following: Change the drive rolls 21 HWP-50E Hot Wire Process 22 HWP-50E Hot Wire Process Section VII Parts List The following pages provide a detailed parts list of all the elements of the HWP-50E Hot Wire System. They are arranged so the parts list on the left hand page corresponds to the assembly illustrated on the right hand page. Item numbers shown in the parts list refer to those numbers contained in the balloon in the drawing. The quantities shown are the number of items used in that particular assembly. The following parts lists are included in this manual. Their appropriate page numbers are listed: HWP-200E - Front Panel . . . . . . . . . . . 24/25 HWP-200E - Rear Panel, Inside . . . . . . 26/27 HWP-200E - Inside Base . . . . . . . . . . . 28/29 9302C Control . . . . . . . . . . . . . . . . . . . 30/31 For details of the 9629HW control, please refer to the separate manual for this product. WF-50 Wire Feed Head . . . . . . . . . . . . 32/33 HWC-200 Torch . . . . . . . . . . . . . . . . . . 34/35 Two columns are included in the list to show the spare parts which are recommended to be stocked by the user. The two levels can be defined as follows: HWCP-100 Wire Guide Positioner . . . 36/37 Accessory Kit . . . . . . . . . . . . . . . . . . . . . . . 38 Level 1 These are the spares recommended for US domestic users whose use of the product does not exceed 2000 hours per year. Level 2 These are the spares recommended for international use of the product or for US domestic users who will use the product in excess of 2000 hours per year. 23 HWP-50E Hot Wire Process HWP-200E-1-220-F7 OR HWP-200E-1-F7 POWER SUPPLY FRONT PANEL - INTERIOR 24 HWP-50E Hot Wire Process HWP-200E-1-A1000 POWER SUPPLY - 380/415/440-480V AND HWP-200E-1-220-A1000 POWER SUPPLY - 220V FRONT PANEL - INTERIOR Item No. 1 2 3 4 5 6 7 Part No. Description HWP-200E-2-ENC M15859-3 M15859-3 F7U23P7 KD1-1 KD1-1 10F466 8 9 10 M-1432 HWP-200-6-1 PCM4 11 12 13 14 15 250CH-2 KBPC-2506 250CH-.5 37N1998 58V58 Qty Enclosure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Work Receptacle . . . . . . . . . . . . . . . . . . . . . . . 1 Torch Receptacle . . . . . . . . . . . . . . . . . . . . . . . 1 Inverter, Ref PS1 . . . . . . . . . . . . . . . . . . . . . . . 1 Circuit Breaker, 1A, Ref CB4 . . . . . . . . . . . . . 1 Circuit Breaker, 1A, Ref CB3 . . . . . . . . . . . . . 1 Potentiometer, Frequency Cntrl, 1K, 1 turn, . . 1 Ref P1 Knob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Printed Circuit Board, Ref. Voltage . . . . . . . . 1 Printed Circuit Board, Analog Output Isolator 1 (HWP-200-38, Optional) Resistor, 2 Ohm, 250W, Ref R4 . . . . . . . . . . . 1 Bridge Rectifier, Ref BR1 . . . . . . . . . . . . . . . . 1 Resistor, 0.5 Ohm, 250W, Ref R2 . . . . . . . . . 1 Pilot Light, Red, Ref L1 . . . . . . . . . . . . . . . . . 1 Fitting, Gas Outlet . . . . . . . . . . . . . . . . . . . . . . 1 25 Recommended Spares Level Level I II 1 1 1 1 HWP-50E Hot Wire Process HWP-200E-1 POWER SUPPLY INTERIOR BASE VIEW 26 HWP-50E Hot Wire Process HWP-200E POWER SUPPLY INTERIOR BASE Item No. 1 2 3 4 5 6 7 8 9 Part No. Description HWP-200E-2-ENC 802940URLLS 1492-DC2 65F1234 9749B-ECA 1769 9751-ECA 65F1237 1492-CD2 Qty Enclosure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Current Transformer, 200A/5A, Ref CT1 . . . . 1 Terminal Block, 600V, Ref TB4 . . . . . . . . . . . 2 Terminal Block, 6 term, Ref TB3 . . . . . . . . . . 1 Transformer, 15V, 200A, Ref T1 . . . . . . . . . . 1 Current Transformer, 5A/500mA, Ref CT2 . . 1 Control Power Transformer, Ref T2 . . . . . . . . 1 Terminal Block, 14 term, Ref TB2 . . . . . . . . . 1 Terminal Block, 600V, Ref TB1 . . . . . . . . . . . 6 27 Recommended Spares Level Level I II HWP-50E Hot Wire Process HWP-200E POWER SUPPLY REAR PANEL - INTERIOR 28 HWP-50E Hot Wire Process HWP-200E POWER SUPPLY REAR PANEL - INTERIOR Item No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Part No. Description Qty HWP-200E-2-ENC Enclosure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 8262G22 Solenoid Valve, Ref SV1 . . . . . . . . . . . . . . . . . 1 KD1-2 Circuit Breaker, 2A, Ref CB1 . . . . . . . . . . . . . 1 KD1-2 Circuit Breaker, 2A, Ref CB2 . . . . . . . . . . . . . 1 TSDB-420 Timer, DOB, Ref TD1 . . . . . . . . . . . . . . . . . . . 1 5258 Outlet, Single, 115VAC, Ref RC2 . . . . . . . . . . 1 Not used for CE KD1-1 Circuit Breaker, 1A, Ref CB5 . . . . . . . . . . . . . 1 FLTR-2NW Amphenol Connector, Filtered, Ref S1 . . . . . . 1 3102A-20-33S Amphenol Connector, 11 Pin, Ref S2 . . . . . . . 1 7468 Receptacle, Twistlock, Ref RC1 . . . . . . . . . . . 1 RH1B-UT-24VAC Relay, SPDT, 24VAC, Ref CR4 . . . . . . . . . . . 1 RH1B-UT-24VAC Relay, SPDT, 24VAC, Ref CR3 . . . . . . . . . . . 1 RR3B-US-24VAC Relay, 3PDT, 24VAC, Ref CR2 . . . . . . . . . . . 1 A-PA6AXFN Fan, 120VAC, Ref FAN . . . . . . . . . . . . . . . . . . 1 HBL7810UD Power Switch, 3PST, Ref SW1 . . . . . . . . . . . . 1 HPLB Fuse holder, Ref F1 . . . . . . . . . . . . . . . . . . . . . 1 ATQ15 F1, Fuse, 15A, 500V . . . . . . . . . . . . . . . . . . . . 1 SHAWMUT, Time Delay HPLB Fuse holder, Ref F2 . . . . . . . . . . . . . . . . . . . . . 1 ATQ15 F2, Fuse, 15A, 500V . . . . . . . . . . . . . . . . . . . . 1 SHAWMUT, Time Delay HPLB Fuse holder, Ref F3 . . . . . . . . . . . . . . . . . . . . . 1 ATQ15 F3, Fuse, 15A, 500V . . . . . . . . . . . . . . . . . . . . 1 SHAWMUT, Time Delay 29 Recommended Spares Level Level I II 1 1 1 1 1 1 1 1 1 2 1 2 1 2 HWP-50E Hot Wire Process 9302C HOT WIRE CONTROL 30 HWP-50E Hot Wire Process 9302C HOT WIRE CONTROL Item No. Part No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 9302A-11 Enclosure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 3102A-22-19P Amphenol Connector, 14 Pin, Ref S11 . . . . . . . 1 50-250-240HYRL Meter, 200A AC, Ref M1 . . . . . . . . . . . . . . . . . 1 250230NDND Meter, 15VAC, Ref M2 . . . . . . . . . . . . . . . . . . 1 RR3B-US-24VAC Relay, 3PDT, 24VAC, Ref CR4 . . . . . . . . . . . . 1 9302A-2 Faceplate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 3102A-14S-01S Amphenol Connector, 3 Pin, Ref S13 . . . . . . . . 1 3102A-14S-06P Amphenol Connector, 6 Pin, Ref S14 . . . . . . . . 1 10F466 Potentiometer, 5k 1 turn, Ref R2 . . . . . . . . . . . . 1 M1432 Knob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 23F237 Switch, DPDT, Ref SW2 . . . . . . . . . . . . . . . . . . 1 MPA-206R Pushbutton Switch, DPDT, Ref SW1 . . . . . . . . 1 C-22-0 Knob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 G-12-C Guard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Description Qty 31 Recommended Spares Level Level I II 1 1 1 1 1 1 1 HWP-50E Hot Wire Process WF-50 WIRE FEED HEAD 32 HWP-50E Hot Wire Process WF-50 WIRE FEED HEAD Item No. Part No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 WF-50-1 Wire Feed Head . . . . . . . . . . . . . . . . . . . . . . . . . 1 046779 Housing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 053842 Gear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 CWF-20B-140 Retainer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 SC50 Setscrew Collar . . . . . . . . . . . . . . . . . . . . . . . . . 1 CWF-20B-100 Mounting Plate . . . . . . . . . . . . . . . . . . . . . . . . . . 1 CWF-20B-110 Mounting Bracket . . . . . . . . . . . . . . . . . . . . . . . 1 374831A Spool Adaptor . . . . . . . . . . . . . . . . . . . . . . . . . . 1 CWF-20B-120 Cover . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 053841 Drive Gear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 BMQ1100-15-3-42CZ Gear Reducer . . . . . . . . . . . . . . . . . . . . . . . . 1 D016 Motor, 1/6HP, 90VDC . . . . . . . . . . . . . . . . . . . . 1 CHWS-100 Wire Straightener (Not shown) . . . . . . . . . . . . . 1 TGK-2 Tach-Generator Kit . . . . . . . . . . . . . . . . . . . . . . 1 Description Qty 33 Recommended Spares Level Level I II 1 1 HWP-50E Hot Wire Process HWCP-100 WIRE GUIDE POSITIONER 34 HWP-50E Hot Wire Process HWCP-100 WIRE GUIDE POSITIONER Item No. Part No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 HWCP-100 HWCP-100-3 HWCP-100-10 VV-38 CL-1-KHS HWCP-100-5 WGP-1-200 WGP-1-230 WGP-1-240 WGP-1-250 3025 CL-1B-PPK1T HWCP-100-6 CL-3A-PPK2T HWCP-100-7 CL-1-SB S-803 CL-2-SW CL-1-KN Description Qty Wire Guide Positioner . . . . . . . . . . . . . . . . . . . . 1 Cam Plate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Retainer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Compression Spring . . . . . . . . . . . . . . . . . . . . . . 1 Fulcrum Pin, 1/4” (6 mm) dia x 1” (25 mm) . . . 1 Knurled Head Screw . . . . . . . . . . . . . . . . . . . . . 1 Bar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Housing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Base . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Stud . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 V-Block . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 Knob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 Knob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Guide Holder . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Knob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Lock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Swing Bolt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Compression Spring . . . . . . . . . . . . . . . . . . . . . . 1 Spherical Washer . . . . . . . . . . . . . . . . . . . . . . . . 1 Knurled Nut . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 35 Recommended Spares Level Level I II 1 1 2 2 1 HWP-50E Hot Wire Process HWT-1 HOT WIRE TORCH 36 HWP-50E Hot Wire Process HWT-1 HOT WIRE TORCH Item No. Part No. 1 2 3 4 T1035 T1045 N1C12Q 44115 44215 5 44N3545 44N116 Description Qty Main Body Assembly . . . . . . . . . . . . . . . . . . . . . 1 Contact Tip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 .035" (0.9 mm) .045" (1.2 mm) Nozzle Assembly . . . . . . . . . . . . . . . . . . . . . . . . 1 Liner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 .035-.045" (0.9-1.2 mm) .062" 91.6 mm) Conduit (not shown) . . . . . . . . . . . . . . . . . . . . . . 1 .035-.045" (0.9-1.2 mm) .062" 91.6 mm) 37 Recommended Spares Level Level I II 10 25 1 2 HWP-50E Hot Wire Process HOT WIRE ACCESSORY KITS Item No. Part No. 20B6035HW T1035 N1C12Q 44115 046781 OG-035-045 44N3545 20B6045HW T1045 N1C12Q 44115 046782 OG-035-045 44N3545 20B6062HW T1116 N1C12Q 44215 046789 OG-062 44N116 Description Qty Accessory Kit, 0.035” (0.9 mm) Wire . . . . . . . . 1 Includes: Contact Tip, 0.035" (0.9 mm) Wire . . . . . . . . . . 1 Nozzle Assembly, 0.5" (12.7 mm) orifice . . . . . 1 Liner, .035-.045" (0.9-1.2 mm) . . . . . . . . . . . . . 1 Four-roll Feed Roll Kit, .035" (0.9 & 1.0 mm) wire Outlet Guide, 0.035-0.045” (0.9-1.2 mm) Wire 1 Conduit, 0.035-0.045” (0.9-1.2 mm), 6ft (1.8 m) 1 Accessory Kit, 0.045” (1.2 mm) Wire . . . . . . . . 1 Includes: Contact Tip, 0.045" (1.2 mm) Wire . . . . . . . . . . 1 Nozzle Assembly, 0.5" (12.7 mm) orifice . . . . . 1 Liner, .045-.062" (1.2-1.6 mm) . . . . . . . . . . . . . 1 Four-roll Feed Roll Kit, .045" (1.2 mm) wire . . 1 Outlet Guide, 0.035-0.045” (0.9-1.2 mm) Wire 1 Conduit, 0.035-0.045” (0.9-1.2 mm), 6ft (1.8 m) 1 Accessory Kit, 1/16” (1.6 mm) Wire . . . . . . . . . 1 Includes: Contact Tip, 0.062" (1.6 mm) Wire . . . . . . . . . . 1 Nozzle Assembly, 0.5" (12.7 mm) orifice . . . . . 1 Liner, 0.062" (1.6 mm) . . . . . . . . . . . . . . . . . . . 1 Four-roll Feed Roll Kit, 0.062" (1.6 mm) wire . 1 Outlet Guide, 0.062" (1.6 mm) Wire . . . . . . . . . 1 Conduit, 0.062" (1.6 mm) Wire, 6ft (1.8 m) long 1 38 Recommended Spares Level Level I II 10 25 1 12 1 2 10 25 1 2 1 2 10 25 1 2 1 2 HWP-50E Hot Wire Process Section VIII PCB Descriptions Pin 2 – Common. Reference common to inverter, PS1. A. HWP-200-6-1 Voltage Reference Board J5 - Start Output Pin 1 – Collector. Isolated open collector output to inverter, PS1. This signal starts the inverter, to apply voltage to hot wire torch. Please refer to the illustration on the next page for details of the parts and test points. CONNECTORS Pin 2 – Emitter. Isolated open collector output to inverter, PS1. This signal starts the inverter, to apply voltage to hot wire torch. J1 - Reference Voltage Pin 1 – Pot drive voltage, 12vdc. To high side of reference voltage pot in 9302C. COMPONENTS Pin 2 – Reference voltage in. From wiper of 9302C pot or, from Pin A, S2, if in remote mode. A1 – LM324N Operational Amplifier Provides gain, conditioning and offset for reference signal to inverter power supply, PS1. Pin 3 – Reference voltage pot Low (common). From low side of 9302C pot and Pin B of S2 U1 - CD40106B CMOS Inverting Schmitt Trigger J2 - Start Input Conditions start (contactor) signal, drives Q1 to turn on opto coupler output, U2. Pin 1 – Common Pin 2 – Start input. Pins 1 and 2 are enabled by relay CR2. CR2 is energized from: S13 - 9302C or, toggle switch - 9302C or, RC1 - HWP-200E or, S2 remote - HWP-200E. U2 - 4N25 Opto Coupler J3 - Power Input VR1 - 7812 Positive 12 Volt Regulator Pin 1 – Positive voltage input. Unregulated +17vdc from rectifier BR1. Provides related +12vdc from input voltage applied at J3. Pin 2 – Common. Low voltage power supply common. VR2 - 7912 Negative 12 Volt Regulator Isolates start signal to inverter power supply, PS1. Provides regulated -12vdc from input voltage applied at J3. Pin 3 – Negative voltage input. Unregulated 17vdc from rectifier BR1. P1 - Gain Adjustment Pot Pin 4 – No connection Set to 10vdc reference output at J4 when reference input at J1 is maximum. Monitor output using TP3 (HI) and TP7 (Common). J4 - Reference Signal Out Pin 1 – 0 to 10vdc reference output to inverter, PS1. 39 HWP-50E Hot Wire Process P2 - Offset Adjustment Pot TP7 - Circuit Common Set to 0 vdc reference output at J4 when reference input at J1 is minimum. Monitor output using TP3 (HI) and TP7 (Common). Circuit common. TEST POINTS Positive 12 volt power from on board regulator, VR1. Check using TP7 as common. Tolerance is ±5%. TP8 - +12vdc TP1 - Reference Input Reference input after voltage division by R1/R2. Use TP6 for common. R1 and C3 provide low pass filtering. This signal is at input of first stage of A1. TP9 - -12vdc Negative 12 volt power from on board regulator, VR2. Check using TP7 as common. Tolerance is ±5%. TP2 - Reference Signal, Intermediate Reference signal after 2nd stage of conditioning. This point is after gain adj pot and offset summing point. Use TP7 for common. Reference voltage polarity is inverted TP3 - Reference Signal, Final Reference signal after final stage of A1. Use TP7 for common. Final stage provides unity gain and polarity inversion. TP3 is the same electrical point as output connector J4, Pin 1. TP4 - Offset Voltage Pot Voltage from the Offset adjustment, P2 can be measured at this point. Use TP7 for common. TP4 is the input voltage to A1 voltage follower used for summing voltage to A1C (2nd stage). TP5 - Start Output TP5 is on the circuit side of the opto coupler for the start output signal (U2). This point should be approx +10vdc with no start signal and approx 1 volt with start signal applied. Use TP7 for common. TP6 - Reference Input Common Common for external reference input voltage. This is same electrical point as TP7 except for 100uh choke (L2) in series for filtering in conjunction with C4. 40 HWP-50E Hot Wire Process HWP-200-6-1 VOLTAGE REFERENCE BOARD 41 HWP-50E Hot Wire Process P503 – Min B. PCM4 Analog Isolator Board This is the minimum or offset adjustment. With minimum input voltage applied, adjust until output is in agreement, for best linearity. Please refer to the illustration on the next page for details of the parts and connection points. SW501 – Input Type Selector All switches on SW501 should be off (down, as in illustration) to select for standard voltage input. Do not change settings in this application - damage could occur. This optional board is used to provide the user with a 0 to 10 vdc signal that is representative of the AC output of the HWP-200E power supply. The input is connected to a generated output from the PS1 inverter. Output goes to the S2 Remote Connector (Pins C and D).PCM4 Analog Isolator Board CONNECTORS TB501— Input Terminal Block Terminals 1, 2, 3, 4 are for 120vac input power. power is applied to terms 1 and 4. terms 1 and 2 are jumped together as well as terms 3 and 4 to configure for 120 vac input range. Terminals 7 and 8 are for input signal voltage. These terms are connected to the output terminals of the PS1 inverter. Terminal 7 is common, terminal 8 is signal (HI). TB502 - Output Terminal Block Terminals 1 and 2 are for isolated signal output voltage. These terms are connected to the S2 remote connector. Terminal 1 is common (isolated, LO), Terminal 2 is signal (HI). COMPONENTS P501 – Input This is the input voltage divider adjustment. The factory setting is not normally changed. P502 – Max This is the gain adjustment. This is normally set to unity gain. It can also be adjusted to agree with AC output voltage, as measured by the user’s calibrated instrumentation, however this device is not intended to give precise RMS value reporting. 42 HWP-50E Hot Wire Process PCM4 ANALOG ISOLATOR BOARD 43 HWP-50E Hot Wire Process C. Transformer Ratings Transformer T2 is the 250VA transformer that supplies the 120VAC and 24VAC control voltages for internal use only, in the power supply. T2 is protected by CB1, CB2, CB5, see Dwg HWP-200E-1-A1000. Transformer T1 is the larger 3KVA transformer that supplies the isolated 3 to 15VAC to the hot wire process. T1 is inherently short circuit proof. The T2 primary is configured for different primary voltages by moving wire #4 to one of for different terminals on the transformer itself. See Section IV, Primary Power Connections and Dwg HWP-200E-1-A1000 for more details. The secondary connections are never changed. The secondary winding of T1 is connected to the HWP-200E output terminals so the hot wire torch can be connected via weld cables to the 3 to 15VAC output. The output frequency is continuously variable from 50Hz to 200Hz. The output current is rated up to 200 amps continuous and varies with the output voltage setting and the resistance of the secondary hot wire torch circuit. Maximum Winding Temperature: 65/C The two primary windings must be configured in series or parallel depending on the primary voltage (see Section IV, Primary power Connections and Dwg HWP-200E-1-A1000). The secondary connections are never changed. Maximum Winding Temperature: 65/C 44 HWP-50E Hot Wire Process Section IX Electrical Diagrams The following pages include electrical diagrams for the HWP-50E Hot Wire System. Some drawings may be difficult to read due to their reduction to a single page size. Full size prints of any of the drawings are available on application to our Electrical Engineering Department. Electrical Diagrams The diagrams included in this manual are as follows: Interconnection Diagram . . . . Page 46 HWP-200E-1-A1000 Hot Wire Power Supply, 380 to 480 Volt Version Interconnection Diagram . . . . . Page47 HWP-200E-1-220-A1000 Hot Wire Power Supply, 220 Volt version Interconnection Diagram . . . . . Page48 HWP-200E-1-220-A1000 Hot Wire Power Supply, CE version Wiring Diagram . . . . . . . . . . . Page 49 9302C Hot Wire Control Cable Wiring Diagram . . . . . . Page 50 9629-S2-9302-P13 Cable Wiring Diagram . . . . . . Page 51 9629-S2-9302-P14 Wire Feeder Wiring Diagram . Page 52 WF-50-1W 45 HWP-50E Hot Wire Process INTERCONNECTION DIAGRAM HWP-200E-1-A1000 46 HWP-50E Hot Wire Process INTERCONNECTION DIAGRAM HWP-200E-1-220-A1000 47 HWP-50E Hot Wire Process INTERCONNECTION DIAGRAM HWP-200E-1-A1000-CE 48 HWP-50E Hot Wire Process WIRING DIAGRAM 9302C CONTROL 49 3106A-14S-1P P13 A B G H 9302B 9629HW 3106A-20-27P P2 HWP CONTROLLER WIRE FEED CONTROLLER HWP-50E Hot Wire Process CABLE WIRING DIAGRAM 9629-S2-9302P13 50 9629HW WIRE FEED CONTROLLER 51 B B B A P13 A 3106A-14S-6S P14 A 3106A-20-27P P2 9302B HWP CONTROLLER HWP-50E Hot Wire Process CABLE WIRING DIAGRAM 9629-S2-9302-P14 D C B A NOTES: WF-50 CONDUIT BOX P3 HWP-50E Hot Wire Process WIRE FEEDER WIRING DIAGRAM WF-50-1W 52






© Copyright 2025