
Optimal Control Method of Parabolic Partial Differential Equations
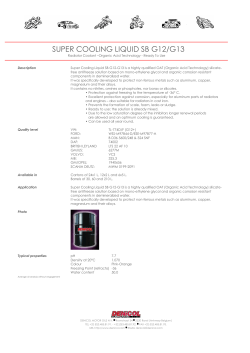
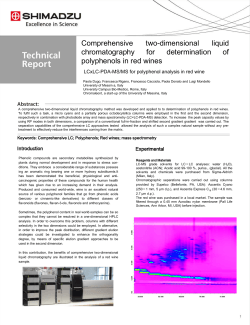
Optimal Control Method of Parabolic Partial Differential Equations and Its Application to Heat Transfer Model in Continuous Cast Secondary Cooling Zone Yuan Wang, Xiao chuan Luo ∗, Sai Li State Key Laboratory of Synthetically Automation for Process industries, Northeastern University, Shenyang 110004, PR China ——————————————————————————————————————————————– Abstract Our work is devoted to a class of optimal control problem of parabolic partial differential equations. Because of the partial differential equations constraints, it is rather difficult to solve the optimization problem. The gradient of the cost function can be found by the adjoint problem approach. Based on the adjoint problem approach, the gradient of cost function is proved to be Lipchitz continuous. An improved conjugate method is applied to solve this optimization problem and this algorithm is proved to be convergent. This method is applied to set-point values in continuous cast secondary cooling zone. Based on the real data in a plant, the simulation experiments show that the method can ensure the steel billet quality. From these experiment results, it is concluded that the improved conjugate gradient algorithm is convergent and the method is effective in optimal control problem of partial differential equations. Keywords: Partial differential equations; Continuous cast; Heat transfer; Lipchitz continuous; An improved conjugate algorithm. ——————————————————————————————————————————– 1. Introduction conduction [2], fluid mechanics [6] and material sciences [7]. Many researchers considered a similar optimal control problem Continuous caster is a machine by which the molten steel of partial differential equations [8–9]. Z T min J = [y(0, t) − yaim (t)]2 dt+ is solidified to slabs by spraying on it the cooling water. Because the production situation of secondary cooling zone is very bad, u∈U the set point of water volume in secondary cooling plays an im- Z 0 T [u(t) − u∗ (t)]2 dt portant role in the continuous casting [1]. Undercooling of the α strand in continuous cast secondary cooling can result in a liquid s.t. yt − k(x)yxx = 0, pool is too long. However, overcooling can lead to the formation y(x, 0) = φ(x), of cracks. The quality of steel billet depends on the behaviour of 0 (x, t) ∈ (0, l) × (0, T ], x ∈ (0, l), k(0)yx (0, t) = u(t), t ∈ (0, T ], the surface temperature [2]. Optimal control problem of partial k(l)yx (l, t) = 0, differential equations is encountered [3–5] in many applications t ∈ (0, T ], (1) ranging from engineering to science. The mathematical model Where y is temperature(K). y(0, t) is the surface temper- arises in many engineering and physical processes such as heat ature (K). yaim is the objective temperature. k(x) is a coeffici- ∗ Corresponding author. E-mail address: luoxch@mail.neu.edu.cn (Xiao chuan. Luo) 1 ent. u(t) is a controlled variable. u∗ (t) is a guess for the controlled variable by priori knowledge. U = L2 (∂Ω), Ω ∈ (0, l)× (0, t). Li [10] applied conjugate gradient algorithm to estimate boundary condition. Lee et al.[11] proposed a repulsive particle swarm optimization algorithm to solve this problem. M.H.Fara [12] used a modified partial quadratic interpolation method to solve parabolic optimal control problem. Based on the adjoint problem approach, Mujdat and Arzu [13] studied an inverse parabolic problem. Based on the gradient of cost function is Lipchitz continuous, Alemdar Hasanov [14] proved existence of a quasi-solution of the inverse problem and proposed a mono- Figure 1: schematic representation of steel slab tone iteration scheme. Alemdar Hasanov [15] used the gradient method and proved the convergence of this method. However, 2.1. Continuous casting heat transfer model the step size in their gradient algorithm is a constant. Step size largely infects the convergent speed of this gradient algorithm. 2.1.1. Assumptions Alemdar Hasanov and Burhan Pektas [16] considered an inverse Based on the following key assumptions [17]: source problem. They used a conjugate gradient algorithm to (1)One-dimensional heat transfer is considered, so heat trans- solve this problem, and the good results were obtained. fer can be ignored in the length and the width direction of billet. In this paper, a class of optimal control problem of partial d- (2)Steel billet at the same cooling zone cools uniformity. ifferential equations is abstracted from optimization problem for set-point values in secondary cooling zone process. In our opti- (3)The meniscus surface is assumed to be flat. mal control of partial differential equations problem, the gradi- (4)In two-phase, we use the equivalent specific heat instead of specific heat. ent of cost function is proved Lipchitz continuous. We present an improved conjugate gradient algorithm to solve this problem and (5)The convection heat transfer process in the liquid phase prove convergence of this algorithm. The simulation experiment and two-phase zone are equal to conduction heat transfer pro- shows that this algorithm can effectively solve the optimization cess. problem for set-point values in secondary cooling zone, and the 2.1.2. The differential equation quality of billet is ensured. Based on the above assumptions, we can get continuous casting heat transfer model for one dimensional. 2. Continuous casting operation model of secondary cooling zone ∂y ∂2y = k(x) 2 ∂t ∂x Continuous casting makes a liquid metal by a special set (2) Where y is temperature(K). t is times(s). x is slab thickness of cooling device into a certain section in the shape of a casting direction(m) and k(x) is a coefficient depending on physical process. As shown in Figure 1, x, y and z is the thickness di- parameters of the steel, which is calculated by rection of steel billet, the width direction of steel billet and the k(x) = length direction of steel billet. 2 λ ρCe (3) Where ρ is steel density (kg/m3 ), Ce is specific heat (J/(kg· Where y is steel slab temperature(K). y(0, t) is the surface temperature of steel slabs(K). yaim is the objective temperature k)) and λ is thermal conductivity(W/m · K). of steel slabs(K), which depends on continuous casting technol- 2.1.3. Boundary conditions ogy. t is times(s). x is slab thickness direction (m). α is a pos- Steel billet goes through the crystallizer, secondary cooling itive number. y0 is initial casting temperature, which is usually zone and air cooling zone. The different cooling sections have a constant, U = L2 (∂Ω), Ω ∈ (0, l) × (0, t). Other parameters have already defined in continuous casting transfer model. different cooling characteristics, so the boundary conditions are Many researchers [18–19] use y(0, t) the surface tempera- shown below. ture of steel billet to evaluate the quality of billet. We hope that k(0)yx (0, t) = u(t) (4) the surface temperature y(0, t) is close to the objective temperature yaim by controlling the boundary condition u(t). In the Where u(t) is heat flux in continuous casting process which actual production of continuous casting, the controlled variable is calculated by cannot be too large, so we also give a penalty for the controlled u(t) = h[y(0, t) − Tw ] (5) variable. According to equation(3) and equation(5), k(x) and u(t) Where h is the equivalent heat transfer coefficient in sec- in equation(1) are assigned, so optimal control problem in con- ondary cooling zone W/(m2 · K). y(0, t) is the steel billet sur- tinuous casting secondary cooling zone transfers to a general op- face temperature(K) and Tw is cooling water temperature(K). Qwater rw Qwater ra h = hx( ) ( ) + hr SW SL SW SL timal control problem in equation(1). Because of this, we only (6) consider a general optimal control problem in later sections. Where hx and hr are constants. SW is the width of steel 3. Adjoint problem and Lipchitz con- billet. SL is the length of steel billet. Qwater is the spray cooling water volume. Qair is the spray cooling air volume. The tinuity of the gradient of the cost func- boundary condition at x = l can be written as k(l)yx (l, t) = 0 tion (7) 3.1. Adjoint problem 2.2. Optimal control model of continuous cast Based on first optimization then discrete method, we can secondary cooling zone get the adjoint equation firstly and then derives the optimality Based on continuous casting heat transfer model, we have conditions, using numerical methods to solve this problem. The optimal control model of continuous cast secondary cooling zone. gradient of the cost function with respect to the control variable Z T can be efficiently calculated by the adjoint problem. Now we min J = [y(0, t) − yaim (t)]2 dt+ u∈U 0 give the strong version of the Lagrange function, and then we Z T ∗ 2 transfer all constraints into cost function by separate multipliers α [u(t) − u (t)] dt 0 s.t. yt − λ yxx = 0, ρCe y(x, 0) = y0 , p(x, t), p(0, t), p(l, t), p(x, 0) and perform partial integrations (x, t) ∈ (0, l) × (0, T ], x ∈ (0, l), k(0)yx (0, t) = h[y(0, t) − Tw ], k(l)yx (l, t) = 0, with respect to space and time, so the Lagrange function can be t ∈ (0, T ], obtained: t ∈ (0, T ], L(y, p, x, t) = Z T Z lZ α [u(t) − u∗ (t)]2 dt − (8) 0 3 0 T pt ydtdx 0 − Z + Z + Z + − Z Z T 0 Z l p(x, T ) = 0, k(x)pxx (x, t)y(x, t)dxdt x ∈ (0, l), 0 −k(0)px (0, t) = [y(0, t) − yaim (t)], T t ∈ (0, T ], [k(l)yx (l, t)p(l, t)]dt k(l)px (l, t) = 0, 0 T [k(0)yx (0, t)p(0, t) + (y(0, t) − yaim )2 ]dt t ∈ (0, T ], (12) Now we obtained adjoint problem in our optimal control 0 l problem. y(x, T )p(x, T )dt 0 l φ(x)p(x, 0)dx − 0 Z T u(t)p(0, t)dt 3.2. Lipchitz continuity of the gradient of the (9) 0 The vibrational of the function L(y, p, x, t) can be expressed as cost function We can consider the variation of the cost function. L(y + δy, p, x, t) = α + − Z + Z + Z + Z − Z [u(t) − u∗ (t)]2 dt ∆J(u) = J(u + ∆u) − J(u) = Z T Z [y(0, t) − yaim (t)]∆y(0, t)dt + 0 [y(x, T ) + δy(x, T )]p(x, T )dt 0 0 Z lZ Z T l 0 − Z T Z pt [y(x, t) + δy(x, t)]dtdx 0 T 0 Z l + Z + Z [∆u(t)]2 dt (13) 0 tion. According to equation (8), if we let ∆y = y(x, t; u + k(0)px (0, t)[y(0, t) + δy(0, t)]dt 0 T ∆u) − y(x, t; u), we obtain the following partial differential e[y(0, t) + δy(0, t) − yaim ]2 dt quation. 0 T k(l)px (l, t)[y(l, t) + δy(l, t)]dt ∆yt = k(x)∆yxx , 0 l φ(x)p(x, 0)dx − 0 Z u(t)p(0, t)dt (10) ∆y(x, 0) = 0, 0 Z x ∈ (0, l), 0 0 T (x, t) ∈ (0, l) × (0, T ], T −k(0)∆yx (0, t) = ∆u(t), k(l)∆yx (l, t) = 0, 0 + T chitz continuous, we give two others partial differential equa- ∆L = L(y + δy, p, x, t) − L(y, p, x, t) = Z l Z lZ T p(x, T )δy(x, T )dx − pt δy(x, t)dtdx Z 0 Z T can be obtained: − [u(t) − u∗ (t)]∆u(t)dt + [∆y(0, t)]2 dt 0 In order to prove the gradient of the cost function is Lip- k(x)pxx (x, t)[y(x, t) + δy(x, t)]dxdt 0 According to equation (9) and (10), the following equation Z T T t ∈ (0, T ], t ∈ (0, T ], (14) According to equation (12), the following partial differential equation can be obtained by similar way. 0 ∆pt = −k(x)∆pxx , T (x, t) ∈ (0, l) × (0, T ], k(x)pxx δy(x, t)dxdt l ∆p(x, 0) = 0, T k(0)px (0, t)δy(0, t)dt x ∈ (0, l), −k(0)∆px (0, t) = ∆y(0, t), 0 t ∈ (0, T ], T [y(0, t) − yaim (t)]δy(0, t)dt k(l)∆px (l, t) = 0, 0 T k(l)px (l, t)δy(l, t)dt t ∈ (0, T ], (15) Lemma 3.1: For all ∆u, the following identity holds: Z T [y(0, t; u) − yaim (t)]∆y(0, t)dt (11) 0 According to equation (11), the following dual-equation 0 can be obtained: = pt = −k(x)pxx , (x, t) ∈ (0, l) × (0, T ] 4 Z T p(0, t)∆u(t)dt 0 (16) Proof: It is easy to know that the following identity holds: Z TZ l [k(x)px (x, t)∆y(x, t)]x dxdt = 0 Z According to the boundary conditions of equation (14), the following equation can be derived: Z lZ T Z lZ (k(x)∆yx )x ∆ydtdx = 0 T 0 k(l)px (l, t)∆y(l, t)dt 0 0 0 − Z − T k(0)px (0, t)∆y(0, t)dt 0 (17) 0 − Thus boundary conditions of equation (12) show Z T [y(0, t; u) − yaim (t)]∆y(0, t)dt = − − = (18) 0 T 0 Z Z 0 T k(l)px (l, t)∆y(l, t)dt T Z T l Z l 0 + − Z − Z k(x)pxx (x, t)∆y(x, t)dxdt T 0 Z k(x)px (x, t)∆yx (x, t)dxdt l p(x, t)∆y(x, t)dxdt 0 k(0)p(0, t)∆yx (0, t)dt = 0 Z T p(0, t)∆udt (19) 0 Lemma 3.1 can be proved. following equation can be obtained: Z T Z T |∆y(0, t)|2 dt ≤ c |∆u(t)|2 dt k(x)(∆yx )2 dtdx 0 T ∆y(0, t)∆u(t)dt (24) 0 0 (20) 0 ≤ 0 ∀ε > 0 (25) 1 2ε 0 Z T |∆u)|2 dt + 0 0 (21) 0 It is easy to know that the following identity holds: Z Z Z TZ l 1 T l [(∆y)2 ]dxdt ∆yt ∆ydxdt = 2 0 0 0 0 Z 1 l = ∆y(x, T )2 dx 2 0 ∀α, β ∈ R, ε 2 Z T |∆y(0, t)|2 dt (27) 0 From literate[14], the following equation can be obtained: Z lZ T Z T 2l2 (∆y)2 dtdx + 2l [∆y(0, t)]2 dt and also simultaneously in time and space integration, the following equation can be obtained: Z TZ l [∆yt − (k(x)∆yx )x ]∆ydxdt = 0 β2 α2 + , 2 2ε tion can be derived: Z lZ T Z l k(x)(∆yx )2 dtdx + [∆y(x, T )]2 dt Proof: If we multiply both sides of equation (14) by ∆y(x, t) 0 Z T According to equation (24) and (26), the following equa- Lemma 3.2: There exists a constant c > 0, so that the 0 k(x)(∆yx )2 dtdx (23) 0 On the right-hand side of equation(24), then we have Z T Z T 1 ∆u∆y(0, t)dt ≤ |∆u|2 dt 2ε 0 0 Z ε T |∆y(0, t)|2 dt (26) + 2 0 0 T 0 αβ ≤ ε 0 0 0 T We use the ε-inequality. 0 = Z lZ ∆y(0, t)∆u(t)dt − = Z k(x)(∆yx )2 dtdx 0 T [k(x)px (x, t)∆y(x, t)]x dxdt− 0 Z T 0 l Z Z lZ have the following equations: Z T Z lZ [∆y(x, T )]2 + 0 Z k(0)∆yx (0, t)∆y(0, t)dt Taking the equations (22) and (23) into equation (21), we The following equations can be obtained: Z T [y(0, t; u) − yaim (t)]∆y(0, t)dt = k(x)(∆yx )2 dtdx = 0 l Z 0 T k(0)px (0, t)∆y(0, t)dt T (k(x)∆yx ∆y)x dtdx 0 0 0 Z Z lZ T ≤ 1 2ε 0 Z 0 T 0 (∆u)2 dt + ε 2 Z T [∆y(0, t)]2 dt So the following equation can be obtained Z T Z T |∆y(0, t)|2 dt ≤ c |∆u(t)|2 dt 0 (28) 0 (29) 0 We can know there is a constant c which makes equation (22) (20) established. Lemma 3.2 can be proved. 5 Lemma 3.3 Z T Z |∆y(0, t)|2 dt = 0 4. Conjugate gradient algorithm solve T ∆p(0, t)∆u(t)dt optimal control of parabolic partial d- (30) 0 Proof: According to equation (15), the weak solution of ifferential equations and its convergen- this partial differential equation is the following equation. Z TZ l Z TZ l (∆p∆y)t dxdt − ∆p∆yt dxdt 0 0 + Z − Z 0 t analysis 0 4.1. Conjugate gradient algorithm T k(x)∆y∆p|x=l x=0 dt 0 After we prove the gradient of cost function is Lipchitz conT Z l k(x)∆px ∆yx dxdt = 0 (31) tinuous, we can use the conjugate gradient algorithm to solve According to the boundary conditions of equation(14) and this PDE optimization problem. If we choose the reasonable pa- 0 0 rameters in conjugate gradient algorithm, we can prove that the equation(15), the following equation can be obtain: Z T k(l)∆y(l, t)∆px (l, x)dt convergence of conjugate gradient algorithm. 0 − − + Z Z Z Z T Set k=1 k(0)∆y(0, t)∆px (0, x)dt 0 T YES k(l)∆yx (l, t)∆p(l, x)dt k=1? 0 T k(0)∆yx (0, t)∆p(0, x)dt = NO 0 T [∆y(0, t)]2 = 0 Z T ∆p(0, t)∆u(t)dt (32) dk 0 gk Calculate the gradient of cost function g k dk g k E k d k 1 Lemma3.3 can be proved. k=k+1 Theorem1: If the gradient of cost function is Lipchitz con- Determine step size by wolf line search rules tinuous, there is a constant L to make the following equation holds: uk D k d k uk 1 kJ ′ (u + ∆u) − J ′ (u)k ≤ Lk∆uk (33) NO Proof: Taking into account lemma3.1, lemma 3.2 and lemJ (uk 1 ) J (uk ) d eps ? ma 3.3, we can obtain the following equation: Z T (J ′ (u + ∆u) − J ′ (u), ∆u) = ∆p(0, t)∆udt YES END 0 = Z 0 T [∆y(0, t)]2 ≤ L Z T [∆u(t)]2 dt Figure 2: conjugate gradient algorithm process (34) 0 As shown in Figure 2, k is iteration number. dk is iteration direction. gk is gradient of cost function. α is step size. uk is controlled quantity. J(u) is cost function. βk is a parameters in conjugate gradient algorithm, and eps is a small constant. Because of that we use FR conjugate method to solve this optimal problem, dk and βk can be calculated by the following 6 equations: If this algorithm is not convergent, the equation (38) does dk = −gk + βk dk−1 (35) g T gk βk = T k gk−1 gk−1 (36) not hold, there exists a constant ε0 > 0, so that the following identity holds: kgk k ≥ ε0 , kdk k2 ≤ τ1 (k + 1) (44) Step size largely infects the convergent speed of conjugate According to equation (40), we can obtain the following gradient algorithm. If we choose wolf line search rules, we have equations: the following formula [20]: cos θk = f (xk + αk dk ) ≤ f (xk ) + σ1 α( k)gkT dk |∇f (xk + αk dk )| ≥ σ2 |gkT dk | 0 < σ1 < σ2 < (2 − 1 2 k X gkT dk ≥ kgk kkdk k σ2j ) i=0 (37) ∞ X cos2 θk ≥ ( k=0 4.2. Convergence analysis of conjugate gradi- 1 − 2σ2 kgk k kgk k ≥ kdk k 1 − σ2 kdk k (45) ∞ ∞ k=0 k=0 X 1 1 − 2σ2 2 X kgk k2 ) ≥ τ2 (46) 2 1 − σ2 kdk k k+1 Since g(x) is the gradient of cost function, we have proven ent algorithm g(x) is Lipchitz continuous. There exists a constant, so that the following inequality holds: Theorem2: If dk , βk and αk are calculated by equation (35), equation (36) and equation (37), the following equation T σ2 gkT dk ≤ gk+1 dk = gkT + (gk+1 − gk )T dk holds: ≤ gkT dk + αk Lkdk k2 lim inf kgk k = 0 k→∞ Then we can obtain the following equations: Proof: According to equation (37), the following equations αk ≥ − can be obtained: − k X k σ2i ≤ i=0 X i gkT dk ≤ −2 + σ2 2 kgk k i=0 ∀k = 0, 1, . . . , ∞ − k X σ2i < − ∞ X σ2i = 1 <2 1 − σ2 1 − σ2 kgk k2 cos2 θk L (49) k=0 k=0 is convergent, we can conclude that cos2 θk is convergent and (40) not convergent at the same time. Thus the assumption kgk k is invalid, we can prove that equation (38) holds, so this conjugate tion can be obtained: T |gkT dk−1 | ≤ −σ2 gk−1 dk−1 < σ2 kgk−1 k 1 − σ2 gradient algorithm is convergent. (41) 4.3. An optimal choice of the stopping in the According to the recursion formula of dk , the following conjugate gradient algorithm equation can be represented as 2 kdk k2 = kgk k2 − 2βk−1 gkT dk−1 + βk−1 kdk−1 k2 It is important to understand the behavior of the cost function value depending on the iteration number. For given smooth 2σ2 2 kgk k2 + βk−1 kdk−1 k 1 − σ2 1 + σ2 2 = kgk k2 + βk−1 kdk−1 k2 1 − σ2 objective temperature yaim, an optimal control problem is solved by conjugate gradient algorithm. (42) k = kdk k2 ≤ (48) The sequence fk is monotonic decline and has lower bound, ∞ ∞ P P cos2 θk kgk k2 cos2 θk is convergent. Since kgk k ≥ ε0 , so According to equation (39) and (40), the following equa- ≤ kgk k2 − 1 − σ2 T g k dk Lkdk k2 fk+1 ≤ fk − σ1 (39) i=0 i=0 (47) (38) X 1 2 kgk k2 1 + σ2 kgk k4 + 1 − σ2 kgi k kg0 k2 i=1 yaim = 1173.16 + 100 sin( (43) 7 π t)(K) 10 5. Simulation experiment k = 7250 × 540/50, eps = 1 × 10−1 u(x, 0) = 1173.16K, L = 0.25m To test the effectiveness of the method in this paper, the T = 20s, u∗ = 0, α = 1 × 10−7 (50) simulation experiments are done in actual plant data. The experiment result proves the effectiveness of the method in this paper. 6 10 Physical parameters of steel grade is given in Table 2. Table 2: Physical parameters of steel grade 5 cost function 10 Items Parameters 4 10 540(J/(kg · k)) Specific heat Density 7250(kg/m3) Thermal conductivity 30(W/m · K) 3 10 2 10 0 20 40 60 80 iteration times 100 Example 1: Experimental parameters are shown below: 1173.16(K) t < 10(s) yaim = 1273.16(K) t ≥ 10(s) 120 Figure 3: surface temperature error of billet As shown in Figure 3, the behaviour of cost function value k = 7250 × 540/50, eps = 1 × 10−1 as a function of the iteration number, consists of three phases: the initial phase of rapid decrease but very short duration, the u(x, 0) = 1173.16K, L = 0.25m second phase of slow decrease, and the third phase of almost T = 20s, u∗ = 0, α = 1 × 10−7 (51) constant behaviour. 1280 Table 1: Determination of an optimal value stopping pa- objective temperature rameter iteration number surface temperature(K) eps 1260 cost function value 1 42 394.80 0.1 115 258.15 0.01 170 258.15 actual temperature 1240 1220 1200 1180 When dealing with optimal control problems, the stopping 1160 parameter plays an important role in conjugate gradient algorithm. However, it is difficult to choose a good stopping parameter 0 5 10 time(s) 15 20 Figure 4: surface temperature of billet eps. If stopping parameter eps is too large, the result can’t converge to optimal solution. The iteration number is too large be- In this example, the objective temperature changes from cause stopping parameter is too small. As shown in Table 1, the 1173.16(K) to 1273.16(K), when time is equal to 10 seconds. best value of stopping parameter is achieved at eps = 0.1 8 ing process. 40 Example 2: Experimental parameters are shown below: error(K) 30 π t)(K) 10 20 yaim = 1173.16 + 100 sin( 10 k = 7250 × 540/50, eps = 1 × 10−1 0 u(x, 0) = 1173.16K, L = 0.25m −10 T = 20s, u∗ = 0, α = 1 × 10−7 (52) −20 −30 1300 objective temperature actual temperature −40 0 5 10 time(s) 15 1250 20 surface temperature(K) −50 Figure 5: surface temperature error of billet 4 2 x 10 conotroled variable(W/m2) 0 1200 1150 1100 −2 −4 1050 −6 0 5 10 time(s) 15 20 −8 Figure 7: surface temperature of billet −10 −12 −14 −16 2 0 5 10 time(s) 15 1 20 0 Figure 6: controlled variable error(K) −1 Figure 4 shows that the actual temperature can follow the objective temperature very well, so the quality of billet can be en- −2 −3 −4 sured. From Figure 5, we can know that the maximum error is −5 about 50(K). The temperature error is very small in most of the −6 time. Based on technological requirements in continuous cast- −7 ing process, the behaviour of the surface temperature ensures that the billet has a good quality. Figure 6 shows that the con- 0 5 10 time(s) 15 20 Figure 8: surface temperature error of billet trolled variable. Because of penalty of controlled variable, the controlled variable cannot be very large. When the controlled In this example, the objective temperature is a sinusoidal variable is less than zero, this process is a heating process. When curve which is continuous function. Figure 7 shows that the ac- the controlled variable is larger than zero, this process is a cool- tual temperature can follow the objective temperature very well, 9 4 x 10 1840 3 1820 2 1800 surface temperature(K) conotroled variable(W/m2) 4 1 0 −1 −2 1780 1760 1740 1720 −3 1700 −4 1680 −5 0 5 10 time(s) 15 1660 20 objective temperature actual temperature 0 Figure 9: controlled variable 5 10 time(s) 15 20 Figure 10: surface temperature of billet so the quality of billet can be ensured. From Figure 8, we can 160 know that the maximum error is about 8(K). Because the objec- 140 tive temperature is a sinusoidal curve, the maximum error be- 120 comes smaller than example 1. The temperature error is very s- 100 error(K) mall in most of the time. Based on technological requirements in continuous casting process, the behaviour of the surface temper- 80 60 ature ensures that the billet has a good quality. Figure 9 shows 40 that the controlled variable. Because of a penalty of controlled 20 variable, the controlled variable cannot be very large. 0 Example 3: Experimental parameters are shown below: −20 yaim = 1673.16(K) 0 5 10 time(s) 15 20 Figure 11: surface temperature error of billet k = 7250 × 540/50, eps = 1 × 10−1 u(x, 0) = 1173.16K, L = 0.25m T = 20s, u∗ = 0, α = 1 × 10−7 6. Conclusions (53) In this example, the objective temperature is 1673.16(K), In order to solve optimization problem for set-point values but the initial temperature of billet is 1844.16(K). Figure 10 in secondary cooling process, this paper apply first optimize then shows that the actual temperature can follow the objective tem- discrete method to this optimal problem. We prove the gradient perature very well. While the billet quality can be ensured, the of cost function is Lipchitz continuous. Base on this, we pro- surface temperature of billet can approach the objective temper- pose an improved conjugate algorithm to solve this problem and ature rapidly. From Figure 11, we can know that the maximum prove that this algorithm is convergent. error is about 160(K). Since the penalties of control variable, the actual temperature cannot step to the objective temperature. Figure 12 shows that the controlled variable. Because of penalty of controlled variable, the controlled variable cannot be very large. 10 5 5 based multi-criteria approach, Applied Mathematical Mod- x 10 elling , (2005), 29, pp:653–672. 4.5 [3] Karl kunisch, Primal-Dual Strategy for State-Constrained conotroled variable(W/m2) 4 Optimal Control Problems, Computational Optimization 3.5 and Applications , (2002), 22, pp:193–224. 3 2.5 [4] Wenbin Liu, Ningning Yan, Adaptive Finite Element Meth- 2 ods for Optimal Control Governed by PDEs, science, 2008. 1.5 1 [5] M.Hinze, R.Pinnau, M.Ulbrich, Optimization with PDE 0.5 0 constraints, springer, 2009. 0 5 10 time(s) 15 [6] Jason Stafford, Ed Walsh, Vanessa Egan, A study on the 20 flow field and local heat transfer performance due to geo- Figure 12: controlled variable metric scaling of centrifugal fans, International Journal of Heat and Fluid Flow , (2011), 6, pp:1160–1172. Conflict of interests [7] M.Renardy, W.J.Hursa, J.A.Nohel, Mathematical in Viscoelasticity, Wiley, 1987. The authors declare that there is no conflict of interests regarding the publication of this paper. [8] D.H¨omberg, K. Krumbiegel, J. Rehberg, Optimal Control of a Parabolic Equation with Dynamic Boundary Condition, Appl Math Optim, (2013), 1, pp:3–31. Acknowledgements [9] M.M. Kostreva, A.L. Ward, Optimal control of a system The authors wish to thank the reviewer for their careful governed by an elliptic partial differential equation, Jour- reading and very helpful feedback, which helped improve the nal of Computational and Applied Mathematics , (2000), paper as well as the important guiding significance to our re- 114, pp:173–187. searches. This work was supported by National Natural Science [10] H.Y. Li, Estimation of thermal properties in combined con- Foundation of China (61333006, 60974091) and the Fundamen- duction and radiation, International Journal of Heat and tal Research for Central Universities (N120708001). Mass Transfer , (1999), 3, pp:565–572. [11] Kyun Ho Lee, Seung Wook Baek, Ki Wan Kim, Inverse References radiation analysis using repulsive particle swarm optimization algorithm, International Journal of Heat and Mass [1] Vasile Bratu, Cristinel Mortici, Calin Oros, Nicolae Transfer , (2008), 51, pp:2772–2783. Ghiban, Mathematical model of solidification process in [12] M.H.Farag,Fathy H.Riad,W.A. Hashem, A Penalty/MPQI steel continuous casting taking into account the convective Method for Constrained Parabolic Optimal Control Probheat transfer at liquid-solid interface, Computational Malems, International Journal of Computer Science , (2014), terials Science , (2014), 94, pp:2–7. 2, pp:635–648. [2] Alexander V. Lotov, George K. Kamenev, Vadim E. [13] Mujdat Kaya, Arzu Erdem, Simultaneous reconstruction Berezkin, Kaisa Miettinen, Optimal control of cooling pro- of the source term and the surface heat transfer coefficient, cess in continuous casting of steel using a visualization- Mathematical Methods in the Applied Sciences , (2012), 11, pp:176–186. 11 [14] Alemdar Hasanov, Simultaneous determination of source terms in a linear parabolic problem from the final overdetermination: Weak solution approach, Journal of Mathematical Analysis and Applications , (2007), 11, pp:776– 779. [15] Alemdar Hasanov, An inverse source problem with single Dirichlet type measured output data for a linear parabolic equation, Applied Mathematics Letters , (2011), 24, pp:1269-1273. [16] Alemdar Hasanov, Burhan Pektas, Identification of an unknown time-dependent heat source term from overspecified Dirichlet boundary data by conjugate gradient method, Computers and Mathematics with Applications , (2013), 65, pp:42–57. [17] C.A. Santos, J.A. Spim, A. Garcia, Mathematical modeling and optimization strategies (genetic algorithm and knowledge base) applied to the continuous casting of steel, Engineering Applications of Artificial Intelligence, , (2003), 16, pp:511–527. [18] Byungyong You, Minsung Kim, Dukman Lee, Jookang Lee, J.S. Lee, Iterative learning control of molten steel level in a continuous casting process, Control Engineering Practice , (2011), 19, pp:234–242. [19] N. Cheung, C.A. Santos, J.A. Spim, A. Garcia, Application of a heuristic search technique for the improvement of spray zones cooling conditions in continuously cast steel billets, Applied Mathematical Modelling , (2006), 30, pp:104–115. [20] Ioannis E. Livieris, Panagiotis Pintelas, A. Garcia, Globally convergent modified Perry’s conjugate gradient method, Applied Mathematics and Computation , (2012), 218, pp:9197–9207. 12







© Copyright 2025