
Fusion Engineering and Design
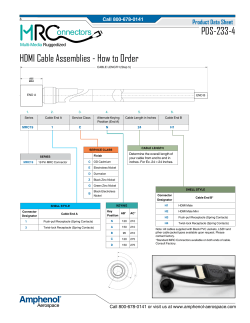
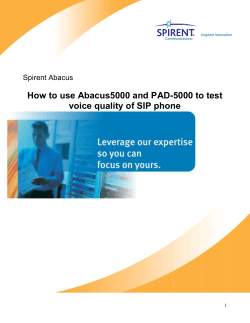
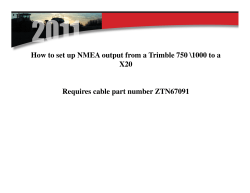
Fusion Engineering and Design 88 (2013) 1461–1464 Contents lists available at ScienceDirect Fusion Engineering and Design journal homepage: www.elsevier.com/locate/fusengdes Manufacture of ITER feeder sample conductors Jinggang Qin a,∗ , Yu Wu a , Min Yu a , Bo Liu a , Huajun Liu a,∗∗ , Klaus-Peter Weiss b , Laifeng Li c , Hongwei Li d , Erwu Niu d , Pierluigi Bruzzone e a Institute of Plasma Physics, Chinese Academy of Sciences, Hefei, Anhui 230031, PR China Institute for Technical Physics, Karlsruhe Institute of Technology, Karlsruhe D-76344, Germany Key Laboratory of Cryogenics, Technical Institute of Physics and Chemistry, Chinese Academy of Sciences, Beijing 100190, PR China d China International Nuclear Fusion Energy Program Execution Center, Beijing 100862, PR China e EPFL-CRPP, Fusion Technology, 5232 Villigen, Switzerland b c h i g h l i g h t s Develop the technique of MB conductor. Develop the technique of CB conductor. Sultan test results show that MB and CB samples have good performance. a r t i c l e i n f o Article history: Received 7 September 2012 Received in revised form 29 November 2012 Accepted 7 January 2013 Available online 31 January 2013 Keywords: ITER Feeder conductor Cabling Jacket Sample a b s t r a c t The ITER feeders are the components that connect the ITER magnet systems located inside the main cryostat to the cryogenics, power-supply and control system interfaces outside the cryostat. The feeder busbars rely on the Cable-In-Conduit Conductor (CICC) design concept as all the conductors for the ITER magnet systems. There are two types of busbars for the feeder systems. One is the Main Busbar (MB) for the TF, CS and PF feeders, and the other is the Corrector Busbar (CB) for the CC feeders. The busbar cable is wound from multiple stage sub-cables made with Cu and superconducting strands. The superconducting material is NbTi for the busbar strands of all feeder systems. All Feeder conductors are provided by China. The R&D programs are needed to acquire knowledge on the behavior of such conductors. Since the conductors are new, some full size copper dummy conductors have been produced for the testing of the cabling parameters, definition of automatic TIG welding of seamless jacket section, elaboration of cable insertion and compaction. Then, two short qualification conductor samples (MB and CB) are prepared in ASIPP, and NbTi advanced strands are produced by Western Superconductor Technology (WST). The details of manufacturing procedures for Feeder conductor samples will be described in this paper. © 2013 Elsevier B.V. All rights reserved. 1. Introduction ITER is a joint international research and development project [1,2] that aims to demonstrate the scientific and technical feasibility of fusion power. The ITER magnet system is made up of four main sub-systems: the 18 Toroidal Field coils, referred to as TF coils; the Central Solenoid, referred to as CS; the 6 Poloidal Field coils, referred to as PF coils; and the Correction Coils, referred to as CCs. the Main Busbar for the TF, CS and PF feeders, referred to as MB [3]; the Corrector Busbar for the CC feeders, referred to as CB [3]. All ∗ Corresponding author. Tel.: +86 15856984206. ∗∗ Corresponding author. E-mail addresses: qinjg@163.com (J. Qin), liuhj@ipp.ac.cn (H. Liu). 0920-3796/$ – see front matter © 2013 Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.fusengdes.2013.01.008 coils with different dimensions used Cable-In-Conduit Conductors (referred to as CICC). The CICC (MB and CB) for the Feeder system rely on twisted, multifilament, NbTi based, Ni-plated, composite strands. The strands in MB and CB conductor are assembled in a multi-stage cable around a copper rope (MB) or an open central spiral (CB). The cable is inserted inside a stainless steel jacket. China needs to provide MB and CB conductors for the ITER Feeder system. The conductors are manufactured in superconductor center, institute of plasma physics Chinese academy of sciences (ASIPP). The R&D program has been launched since 2010 to qualify the cabling, jacketing and conductor compaction. Several conductors were fabricated, including dummy and superconducting conductors. The Sultan samples were tested in CRPP. In this paper, the manufactures of MB and CB sample conductor were descried, 1462 J. Qin et al. / Fusion Engineering and Design 88 (2013) 1461–1464 Table 1 Main parameters of strand. Item Parameter Ni-plated strand diameter Filament diameter Twist pitch Twist direction Copper/non-copper ratio RRR (293 K/20 K) Ic @ 5 T, 4.2 K n-Value, 5 T 0.73 mm 6–7 m 15 mm Right hand 2.25–2.45 157 360 A 35 Fig. 3. MB final cable (top) and CB final cable (bottom) before wrapping. Fig. 1. Cross section of NbTi strand used for MB and CB conductor. including superconducting strand, cabling, jacket properties, insertion and companion. The test results of Sultan samples were given simply. 2. Superconducting strand characteristics Strands used for cable comes from WST. Main characteristics are reported in Table 1 cross section is shown in Fig. 1. to qualify the production process. For all dummy cables, the specifications are as same as superconducting cable. The cable is manufactured in Baosheng Company, China. The ITER CB cable is also a 5-stage cable, but the layout is different from MB. The final cable is wrapped with wide wrap, and one spiral is in the cable, shown in Fig. 2. The cable is manufactured in Changtong company, China. The pictures of final MB and CB cable before wrapping are shown in Fig. 3. The cable parameters are shown in Table 2. Before cabling, the CORD model [4] was used to compute the cabling tension and die dimension in order to avoid the strand damages or kinks during manufacture. The computed cross sections are shown in Fig. 4. The cabling tension was tested many times during cabling. The final MB and CB cable need compaction, which could cause strand damages. There was one copper dummy trial to adjust the roller position before superconducting cable manufacture. 3. Cabling 4. Jacketing ITER Feeder cables (MB and CB) are multi-stage. The ITER MB cable is a 5-stage, which is similar to TF cable, and has a large sub-cable (stage 4), a copper core in the last-but-one (LBO) cables, a copper rope made of copper wire(∅2.0 mm, RRR: 131) which is shown in Fig. 2, and wide wrap. The total number of strands is 1422. In order to get the perfect superconducting cable, several full size dummy conductors made of copper strands were manufactured The cables are all inserted into 316 L SS tubes. All tubes are produced by extrusion and drawing, and all jacket sections are buttwelded together. Before welding, all tubes are examined, mainly including dimensions, Non destructive examination, and chemical and metallographic analysis, mechanical tests [5]. Before mechanical testing, the cold work (compaction) was performed on the jacket. The elongation caused by cold work is about 3% for MB, Fig. 2. Copper rope of MB cable(left) and spiral of CB cable (right). J. Qin et al. / Fusion Engineering and Design 88 (2013) 1461–1464 1463 Table 2 MB and CB cable parameters. Item MB CB Layout Twist pitch Cable diameter Copper rope Wrap overlap ((2Sc + 1Cu) ×3 ×5 × 5 + Core) × 6 + Cu rope 45:85:145:250:450 mm 41.3 + 0.2/−0.3 mm 18.5 ± 0.5 mm (1 + 6 +12 + 18 + 24) 30–40% (2Sc + 1Cu) × 3 ×3 × 3 ×4 + spiral 42:70:122:182:250 mm 18.4 + 0.1/−0.1 mm Not applicable 30–40% Fig. 4. Cross section of numerical MB (left) and CB (right) cable before compaction (magenta represents the copper core, other colors show the layout of cable especially for triplet). (For interpretation of the references to color in this figure legend, the reader is referred to the web version of the article.) Table 3 Mechanical properties of MB and CB jacket at 4.2 K. Item MB (min, max) CB (min, max) Yield strength (MPa) Ultimate tensile strength (MPa) Young’s modulus (GPa) Elongation at failure (%) 710, 773 1500, 1520 205, 207 36, 37 700, 882 1285, 1359 202, 212 33.3, 37.2 pulling forces of MB and CB are about 200 kgf and 150 kgf, respectively. Compaction was performed after insertion, which needs rollers. Different compaction machines were used for MB and CB conductor because of different conductor dimensions. The cross sections of final conductors are shown in Fig. 7. From the CB cross section, we can find that there is a large excentricity of the spiral in the CB conductor. The CB final cable has 4 sub-cables (stage 4), and the sub-cable has smaller diameter. It is difficult to make the spiral in the center during cabling. Many trails have been made to reduce the excentricity, and the results look good. 5. Sample analysis Fig. 5. Fracture surface of MB tensile samples. and 5% for CB. The mechanical properties are shown in Table 3 and Figs. 5 and 6. The cable lengths for MB and CB conductor sample are all 20 m. The cable insertions are drawn by electric motor, and the maximum The MB and CB Sultan sample were manufactured in ASIPP, and tested in CRPP. The Tcs requirement of Feeder conductors is shown in Table 4. Chinese first MB Conductor sample (MBCN1) was tested at the SULTAN test facility located at CRPP, Switzerland from July 25 to August 3, 2011. The sample exhibited the performance with a current sharing temperature (Tcs) of the order of 6.6 K for right leg at 57 kA and background field of 2.75 T before cyclic loading with Fig. 6. Fracture surface of CB tensile samples (left: full size and right: sub-size). 1464 J. Qin et al. / Fusion Engineering and Design 88 (2013) 1461–1464 Fig. 7. Cross section of MB and CB conductor (left: MB and right: CB). Fig. 8. Tcs result of MB (left) and CB (right) conductor sample. Table 4 Tcs requirement of Feeder conductor. Item MB CB Tcs requirement 6.7 K@3.9 T, 45.5 kA 7 K@2.9 T, 20 kA procedure. The fabrication of these prototypes has shown that the process developed in last years is well assessed and that the available tools and procedures allow an industrial manufacture. Acknowledgements heating w/out steps and the order of 6.72 K with heating in steps. After 1250 cyclic loading, the Tcs was 6.92 K for right leg with heating w/out steps. After 2000 cyclic loading, the Tcs was 6.98 K for right leg with heating w/out steps. The Tcs result is shown in Fig. 8. The Tcs of PA requirement for CB conductor is 7 K@2.9 T, 20 kA. According to SULTAN test result, the Tcs of CBCN1 conductor is about 7.6 K before cycling and after cycling at SULTAN field 2.63 T (2.9 T peak field) and 10 kA current. The Tcs is about 7.23 K at SULTAN field 2.63 T (3.15 T peak field) and 20 kA. The test result is better than PA requirement. The Tcs result is shown in Fig. 8. 6. Conclusions The MB and CB samples have been successfully manufactured by ASIPP in China. The successful tests in SULTAN confirmed the reliability of the conductor design and Chinese conductor manufacture The author is very grateful to ITER IO for their help on mechanical test of jacket. This work was partly supported by the National Natural Sciences Foundation of China (Grant No. 51207157). References [1] ITER Structural Design Criteria for Magnet Components (SDC-MC), N11 FDR 5001-07-05 R 0.1, NAKA, Japan, 2001. [2] ITER Final Design Report, IAEA Vienna and ITER IT Team Design Description Document 1.1 Update, January 2004. [3] A. Devred, M. Calvi, P. Bruzzone, F. Cau, C. Marinucci, D. Bessette, P. Bauce, M. Jewell, A. Vostner, Feeder busbar conductor design, Presented at ITER Feeder Conductor FDR, Hefei, China, 2009. [4] J. Qin, Y. Wu, L.L. Warnet, A. Nijhuis, A novel numerical mechanical model for the stress–strain distribution in superconducting cable-in-conduit conductors, Superconductor Science and Technology 24 (2011) 065012. [5] Standardization of CC & Feeder Conductor Jacket Mechanical Testing Procedures v0.1, ITER Internal Document, 2011.









© Copyright 2025