
Document 363258
Feb. 16, 1954
c. c. SMITH
2,669,166
METHOD OF MAKING ASBESTOS-CEMENT SHEETS
Filed Aug. 16, 1949
‘
2 Sheeis—Sheet 1
IN VEN TOR.
Feb. 16, 1954
2,669,166
C. C. SMITH
METHOD OF MAKING ASBESTOS-CEMENT SHEETS
Filed Aug. 16, 1949
2 Sheets-Sheet 2
INVENTOR.
BY
I
Patented Feb. 16, \1954
2,669,166‘
UNITED-‘STATES PATENT OFFICE
METHOD OF‘MAKING ASBESTOS-CEMENT
'
SHEETS
‘
4
Charles Carter Smith, Mobile, Ala., assignor to
‘The Ruberoid 00., New'York, N. Y., a corpo
ration of New Jersey
‘Application. August 16, 1949, Serial No. 110,564
‘1 Claim. (Cl. 92-40)
1
.
, This invention relates to a method of making I
asbestos-cement sheets, and more particularly to
,a continuous method of making laminated as
;bestos-cement sheets.
-
the same ?nished thickness than that made by
the conventional methods.
The invention will appear more fully from the
following description thereof, reference being
. .-.One method of manufacture of asbestos-cement
had to the accompanying drawings, in which:
sheets now extensively used is the Hatschek
method. According to that method a pulp or
slurry of Portland or hydraulic cement and as
bestos ?bers is formed in one or more cylinder
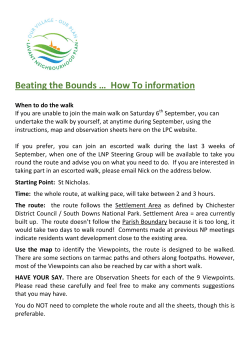
.Fig. 1 is a perspective view of one form of ap
paratus, suitable for use in conjunction with a
vats or tanks and is picked up on an endless belt
Hatschek machine, in carying out my invention;
Fig. 2 is a top plan view of that apparatus; ;
Fig. 3 is a diagrammatic view in elevation of
or band, usually made of felt, by which it is car
one form of complete apparatus, including a con
ried to an accumulator drum or roll where it is
ventional Hatschek machine;
wound, a'nurnber of times, until the desired thick
Fig. 4 is a schematic top plan view of one form
,of hopper for use in applying the intermediate
ness of laminated material has been obtained.
_
vThe material is then slit, stripped from the drum, ,j' layer or ?ller of dry mix; and,
and laid out ?at. The apparatus used in carry
ing out that method is known in the art as a
“Hatschek machine,” and is quite expensive. '
1 The Hatschek process is subject to several ob
jection's and disadvantages, among others, that
it is intermittent in that when the laminated ma
terialhas been formed to the desired sheet thick
ness it must be stripped from the accumulator
drum;' and, ‘that the sheets so formed are lim
‘ited in length to the circumference of the ac- _
cumulator drum.
-
One object of my invention is to provide a
continuous method of making laminated asbestos
cement sheets that permits of; use of thepresent
Hatschek machines.
Another object of the invention is to provide
a method of making laminated asbestos-cement
sheets of indeterminate lengths.
A further object of the invention is to increase
the rate of production of the sheets.
A still further object is to decrease the cost
Fig. 5 is a section in elevation of the hopper
taken on the line 5-5 of Fig. 4.
,
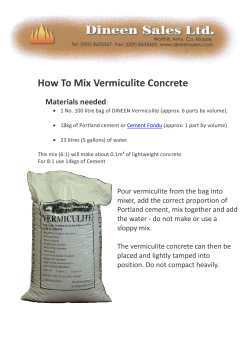
. Referring now to the drawings, l0 indicates the
vats of the Hatschek or “wet” machine, usually
three in number. Each vat contains a cylinder
screen II by which the asbestos-cement pulp or
slurry is deposited on the lower contacting sur
face of the endless belt l2. The thickness of the
'web 13 formed on the belt is, in general, deter
mined by the number of vats used. The web is
carried by the belt over the conventional suction
box l4 and under the accumulator drum or roll I5.
In the practice of my invention the drum [5
of the Hatschek machineis not used to wind the
web, in the manner in which it usually functions,
but is used‘solel'y to feed the web on to the con
veyor 16. If desired, the accumulator drum may
be replaced by a feed roll.
The conveyor 16 carries the web under and in
, contact with a rotary slitter I‘! that severs the web
into two parts or sheets I3a and l3b of equal
width. The sheet l3a. is carried downwardly on
to the horizontal conveyor l 8, while the sheet I3!)
and handling required.
is carried sidewise on the conveyors l9 and into
According to the present invention a laminated
sheet isformed by sandwiching a layer of a dry 40 superposition with the sheet 13a. In the progress
of the sheet 13a it passes under a hopper 20 by
mixture of cement and ?bers between two con
which a layer 2| of dry mix of the desired thick
tinuous webs of asbestos-cement to produce a
ness is deposited upon the upper surface of the
composite laminated sheet consisting of two outer
sheet l3a. The dry mix consists preferably of a
layers and an intermediate layer or ?ller, the
three layers preferably being of substantially the 45 mixture of Portland cement and ground asbestos
cement waste in suitable proportions. Substan
same average thickness. The sheet so made may
tially equal parts of cement and waste have been
be cut to form sidings, roo?ng shingles, or other
found to give satisfactory results. The mix may
products, which products may be textured and,
be applied by any conventional vibrating screen
if desired, faced with granules, in the usual man
ner. The sheet is usually made so that when 50 22. Where it is desired to make a tapered prod
pressed its thickness would be approximately
uct the screen may be wider along one edge of
0.150", each layer being about 0.050" thick. It
the sheet than along the other, as seen in Fig. 4,
so that as the sheet travels under the hopper the
is to be understood, however, that these dimen
sions are merely illustrative. The product made
thickness of the mix deposited on the surface will
by the practice of my invention is cheaper for
gradually reduce in thickness from one edge to
of manufacture by reducing the amount of labor
2,669,166
3
4
.
wards the other. The moisture contained in the
sheet may be su?icient to hydrate the dry cement
mix, but if not the dry mix after application may
at its ends, as indicated in Figs. 1 and 2 or the
drawings, to trim the edges of the web l3. The
wet scrap cut from the edges may be returned to
the vats HI, or it may be dried, set and ground
be sprayed with water.
While for the sake of economy I prefer to use
a single web l3 of asbestos-cement and split it
into twbi?héets “Rwanda 3b, itfiislwlthinithe _scope
of my "invention to ‘start with ‘two separately
formed sheets if desired. The latter procedure,
however, is much more expensive as it requires
for use in making the dry mix.
The upper roll
of the pair of press rolls 24 may be plain or it
may have-a textured suriareefin‘imitationyof wood
ilt'exture or .otherHdesign?to'giVe the'upp'er surface
of the pressedv composite sheet a textured- ap
vqiearance.
,
Moreover, for best results itis important tha't’the
~WhatiI-claimds;
_ A method of making a laminated product which
lie 1 that " ‘the ‘two sheets, "after ? having "been ksevered
der sheet while the cementl’o'f ethe’sheetds‘still
use of two Hatschek machines tinsteadwof‘one.
consists in continuously forming and longitudi
two outer asbestos-cement layers be of exactly
the same thickness. That resultiidllowsiriatufal-ly Y wally T‘i’ee’ding-ea imo'ist web of unset asbestos
from splitting a single weblong'ltudin'ally ‘into ."I‘5 cement, ?continuously slitting the web longitudi
‘nailly as’it ‘is Ted‘to‘ form two homogeneous sheets
‘two sheets but is difficult to attain to the required
tofisuhstantiailymniform width, continuously and
degree when the two sheets are ‘Separately-£01311“;
simultaneously feeding the two sheets longitudi
In the particular apparatus illustratedin the
nally'o'ne above the other at the same rate of
drawings the sheet l3b passes upwards an'ddown
wards in its path of travel toward the sheet 13a. 20 speed, directing the upper of the two sheets lat
‘éera‘illyfateankangle‘i into‘:parallelism=-withithe1dther,
Whisvismerely an ‘expedient “to ‘provide "space éhe
depositing ea idry mix~of Thy'drau‘l-i'c ‘cement and
tween the sheets for the fl'iopperi-ZIJ. 'TheTform'of
‘asbestos i?ber upon-lithe: upper surface or them‘ith'el'apparatus is immaterial, 'the1‘essentia1 feature
longitudinally ifrom v‘a single :web ‘or separately "25 “moist and unset: ‘before ‘it i is brought'hinto?contact
‘*wit-h‘th'e upper ‘sheewsuperposinglthe= uppereshe'et
"termed, '- are "continuously ‘progressed so that ‘one
*o?the sheets 'is-su'perposed, ‘smoothly and v?atly,
"pressingith'e'compositeiproduct.
fsaid “faced ‘surface of the ‘lower sheet,
.
-uponitheiotlrer’affteri‘thedayereof'dry mix3‘has-ibee'n ‘on
.applie'd'tothe latter.
_ The ‘composite isheet‘imay ‘then \ be ‘passed under L 30
mermmewcaea =in the‘?le of ‘this patent
?'a"hoppe‘r1‘2%‘by‘which}if ‘desired-a 'facing'of-grou't,
or of neat cement and granules, maybe‘applied
é"for" the’purpos'e v‘of-‘decorating or ornamenting' the
LYmatefiall,"after whichiitipasses between 'pl‘ess‘rolls
24, and is ?nally cult‘v‘byithei-rotaryhutter 25, 1or "v
~5Oth€1‘”ciitting instrumentality, "into " pieces or ‘the
size and shape of ‘the ‘r?nishedjproduct. The'cut '
cpieces ‘are "thentstacke'd and permitted to "set in
'fthje‘ usual‘ manner.
'In “the ‘practice "of ‘the ‘ method ‘the
sheets
{are ‘fed "continuously "and "simultaneously ‘at ‘the
same ‘rate of ‘speed so "as ‘to "avoid “tearing "or
‘bucklingbf the‘ sheets when they’arebroughtinto
"superposition. In some‘iinstanc'es itmaybeffound
iin'g >moti'on
it travels "from "slitt'er ’“IT “to the
ipoint-"where' it comes 'into superposition"withwhe
"sheet vlita‘so as’toiassurethat the"two‘-‘sheets'*will
meet ‘in exact-parallelism. ‘ The r611 vthat " carries
r't'hefrotary fsli'tter H may in'addition'i‘cariycutters i
‘UNITED z'szmres ‘PATENTS
,‘Nmnber
(Name
Date








© Copyright 2025